一种高压接触器动触片专用铣加工夹具的制作方法
[0001]
本发明涉及一种高压接触器动触片专用铣加工夹具。
背景技术:
[0002]
如图5所示,为一种高压接触器的动触片,用于航空领域,因此对零组件的尺寸要求、重量要求都极其严格。动接触片是高压接触器的核心零件之一,在动接触片零件上面通过钎焊上银接点即可形成动接触片组件,它承载着该产品是否能正常动作和实现预期目标等重要指标,随着科技进步和社会发展的需要,新品研制的零组件加工难度日夜增强,动触片在加工时动触片首先经过切割工艺后,形成一个不规则的平板工件,由于该组件是一个不规则的形状,在传统加工方法上难以进行装夹和加工,。
技术实现要素:
[0003]
为解决上述技术问题,本发明提供了一种高压接触器动触片专用铣加工夹具。
[0004]
本发明通过以下技术方案得以实现。
[0005]
本发明提供的一种高压接触器动触片专用铣加工夹具,包括第一夹具和第二夹具;所述第一夹具和第二夹具均为加工在平板上的凹槽;
[0006]
所述第一夹具包括定位槽,定位槽为方形槽,第一夹具的中心加工有定位台,第一夹具的两个对角上分别加工有一个预留槽,第一夹具的外端相邻于两个预留槽处相对加工有两个固定片安装孔;
[0007]
所述第二夹具为与触片形状相同的z字形凹槽,第二夹具的中心加工有中心定位柱,z字形的两个末端分别加工有两个折弯槽,z字形的上端和下端分别加工有一个放屑槽,放屑槽内加工有沉头孔加工螺孔,第二夹具的中部两端在平板上相对加工有两个折弯固定螺孔。
[0008]
所述预留槽的深度大于定位槽的深度,且预留槽突出定位槽的边缘,定位槽的高度等于定位台的高度与工件厚度的和。
[0009]
所述放屑槽的深度与接触片的厚度相同,中心定位柱的直径和高度与接触片中心孔的直径和深度相同。
[0010]
所述折弯槽为与第二夹具相通的半圆槽。
[0011]
所述预留槽位两端为圆弧的方形,方形的一长边与定位槽的槽壁同边。
[0012]
所述定位台为方形,定位台的长宽均大于接触片中心孔的直径。
[0013]
所述固定片安装孔、沉头孔加工螺孔、折弯固定螺孔为相同规格的螺纹孔。
[0014]
本发明的有益效果在于:解决了零组件装夹以及定位问题,保障了图纸设计尺寸要求,也降低了零组件被夹伤、划伤的几率。缩短了新品研制周期、提高了生产效率、改进了加工的可行性。
附图说明
[0015]
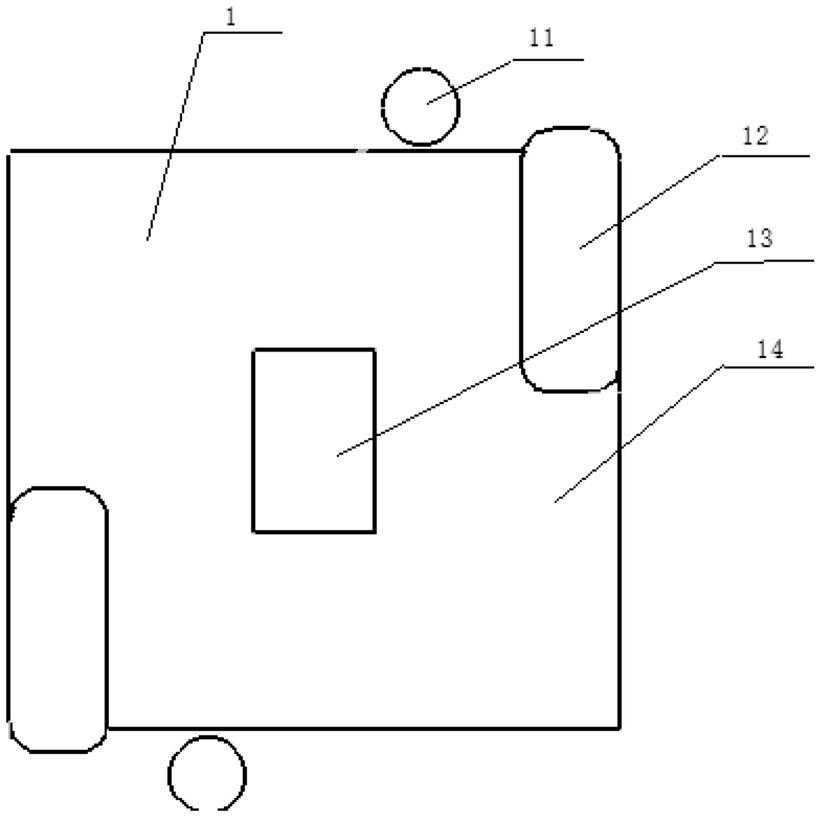
图1是本发明的第一夹具结构示意图;
[0016]
图2是本发明的第一夹具截面结构示意图;
[0017]
图3是本发明的第二夹具结构示意图;
[0018]
图4是本发明的第二夹具截面结构示意图;
[0019]
图5是本发明的动触片结构示意图;
[0020]
图6是本发明的动触片经切割工艺后的结构图;
[0021]
图中:1-第一夹具,11-固定片安装孔,12-预留槽,13-定位台,14-定位槽,2-第二夹具,21-折弯槽,22-放屑槽,23-沉头孔加工螺孔,24-折弯固定螺孔,25-中心定位柱,3-接触片银节点,4-接触片底座。
具体实施方式
[0022]
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
[0023]
一种高压接触器动触片专用铣加工夹具,包括第一夹具1和第二夹具2;所述第一夹具1和第二夹具2均为加工在平板上的凹槽;
[0024]
所述第一夹具1包括定位槽14,定位槽14为方形槽,第一夹具1的中心加工有定位台13,第一夹具1的两个对角上分别加工有一个预留槽12,第一夹具1的外端相邻于两个预留槽12处相对加工有两个固定片安装孔11;
[0025]
所述第二夹具2为与触片形状相同的z字形凹槽,第二夹具2的中心加工有中心定位柱25,z字形的两个末端分别加工有两个折弯槽21,z字形的上端和下端分别加工有一个放屑槽22,放屑槽22内加工有沉头孔加工螺孔23,第二夹具2的中部两端在平板上相对加工有两个折弯固定螺孔24。
[0026]
所述预留槽12的深度大于定位槽14的深度,且预留槽12突出定位槽14的边缘,定位槽14的高度等于定位台13的高度与工件厚度的和。
[0027]
所述放屑槽22的深度与接触片的厚度相同,中心定位柱25的直径和高度与接触片中心孔的直径和深度相同。
[0028]
所述折弯槽21为与第二夹具2相通的半圆槽。
[0029]
所述预留槽12位两端为圆弧的方形,方形的一长边与定位槽14的槽壁同边。
[0030]
所述定位台13为方形,定位台13的长宽均大于接触片中心孔的直径。
[0031]
所述固定片安装孔11、沉头孔加工螺孔23、折弯固定螺孔24为相同规格的螺纹孔。
[0032]
如图1和图2所示,第一夹具为方形槽,根据上工序线切割成型后的动触片尺寸进行设计的。该夹具的设计通过方形的形状将动触片的两个顶端固定,防止其水平滑动,通过中心的方形定位台来固定动触片的高度,再用右上角和左下角的螺纹孔使用螺钉锁死。
[0033]
第一夹具在使用时,铣加工操作者能够很好的找到方形的中心坐标,也就是第一次铣加工的定位问题得到了解决。第一夹具的设计主要用来铣动接触片底部的中心孔及四个孔的点窝以及底部线切割切完后超出图纸要求尺寸范围的部位如图6所示。其中2处无法切除部分是经过2次线切割成型之后形成的样子,底部超出尺寸范围的部分是我们需要铣掉的,而银接点面的部分则是需要被保留的。
[0034]
第二夹具的外形与接触片的成品底座相同,其中4个为折弯槽的半圆型是为了让
动接触片弯型的4个棱角,中心柱用于装配动触片在第一夹具装夹后铣出来的中心孔,利用夹具的深度更好与动接触片尺寸契合,方便了操作者的定位与加工。
[0035]
第二夹具主要是铣掉动接触片安装银接点的方形尺寸超出的部分,以及铣沉头孔,或是动接触片在通过与银接点钎焊形成组件后需要给银接点四周棱边铣圆角,如图5所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1