一种高温金属棒料切割用冷却导轮的制作方法
[0001]
本发明涉及高温度切割的技术领域,更具体地说涉及一种高温金 属棒料切割用冷却导轮。
背景技术:
[0002]
目前工业中的一些金属饼料或者套圈一般由铸造或者锻造加工 成型,锻造是将小节的高温棒料段冲压成型,而小节的高温棒料段由 高温的棒料切割成型,在棒料切割之前,需要对棒料逐级加热至1千 多度,高温的棒料段经过切割即可进行镦饼处理;而在棒料切割设备 与加热设备之间为了对棒料的导向,一般设有多组上、下相对的导向 轮结构,在实际生产过程中发现,棒料的温度会传递给导向轮,导致 导向轮的温度很高,高温导致导向轮上出现开裂,严重影响导向轮的 使用寿命,从而一般采用冷却水直接冲击在导轮上,实现导轮降温, 但采用冷却水冲击的方式,会导致水溅到棒料上,大大影响棒料的温 度,同时冷却水需要一直冲击,大大浪费水的资源。
技术实现要素:
[0003]
本发明的目的就是针对现有技术之不足,而提供了一种高温金属 棒料切割用冷却导轮,其导轮内设有螺旋形的冷却槽,利用冷却槽能 实现导轮的有效降温,同时对棒料的温度影响不大,而且可以有效节 约水资源。
[0004]
为实现上述目的,本发明采用的技术方案如下:
[0005]
一种高温金属棒料切割用冷却导轮,包括两组支撑架和支撑架之 间的导轮,导轮外壁的中部成型有v型的环槽,导轮内插接有芯轴, 芯轴通过轴承铰接在支撑架上;导轮的内壁上成型有矩形的凸台,芯 轴的外壁上成型有与凸台相对的插槽,凸台插接在芯轴的插槽内并抵 靠在插槽的内侧底面上;所述导轮内成型有螺旋状的冷却槽,冷却槽 的一端成型有贯穿凸台的进水孔、另一端成型有贯穿导轮侧端面的出 水孔;所述芯轴一端的外壁上成型有与进水孔相连通的斜导水槽,芯 轴上插套有进水座,进水座的上端面上成型有与斜导水槽相对的入水 口,进水座固定在支撑架上。
[0006]
优选的,所述凸台的长度等于导轮的宽度,凸台的宽度等于芯轴 上插槽的槽宽,凸台一端的外侧壁抵靠在插槽的内侧壁上,凸台另一 端的导轮侧端面上抵靠有限位套圈,限位套圈插套固定在芯轴上。
[0007]
优选的,所述导轮上的进水孔位于芯轴上插槽的正下方,导轮的 进水孔内插接固定有出水管。
[0008]
优选的,所述出水管的长度大于限位套圈的厚度。
[0009]
优选的,所述进水座上的入水口呈圆锥形,入水口两侧的进水座 内插接固定有密封圈,密封圈压靠在斜导水槽入口两侧的芯轴上。
[0010]
优选的,所述导轮上的冷却槽由两段呈圆锥形螺旋状并相对的第 一水槽和第二水槽组成,第一水槽的螺旋方向与第二水槽的螺旋方向 相同。
[0011]
优选的,所述导轮和支撑架之间均设有间隙,导轮和支撑架之间 的距离大于出水管的长度。
[0012]
本发明的有益效果在于:其所采用的导轮内设有螺旋形的冷却 槽,利用冷却槽能实现导轮的有效降温,同时对棒料的温度影响不大, 而且可以有效节约水资源。
附图说明
[0013]
图1为本发明立体的结构示意图;
[0014]
图2为本发明正视的结构示意图;
[0015]
图3为本发明半剖的结构示意图。
[0016]
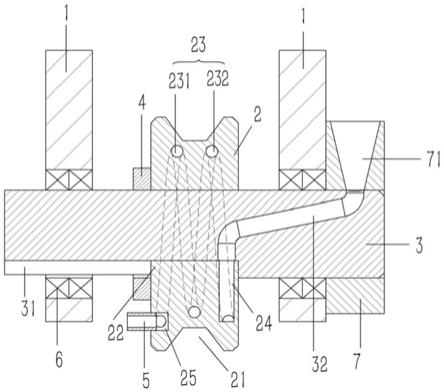
图中:1、支撑架;2、导轮;21、连轴;22、凸台;23、冷却槽; 231、第一水槽;232、第二水槽;24、进水孔;25、出水孔;3、芯 轴;31、插槽;32、斜导水槽;4、限位套圈;5、出水管;6、轴承; 7、进水座;71、入水口。
具体实施方式
[0017]
实施例:见图1至图3所示,一种高温金属棒料切割用冷却导轮, 包括两组支撑架1和支撑架1之间的导轮2,导轮2外壁的中部成型 有v型的环槽21,导轮2内插接有芯轴3,芯轴3通过轴承6铰接在 支撑架1上;导轮2的内壁上成型有矩形的凸台22,芯轴3的外壁 上成型有与凸台22相对的插槽31,凸台22插接在芯轴3的插槽31 内并抵靠在插槽31的内侧底面上;所述导轮2内成型有螺旋状的冷 却槽23,冷却槽23的一端成型有贯穿凸台22的进水孔24、另一端 成型有贯穿导轮2侧端面的出水孔25;所述芯轴3一端的外壁上成 型有与进水孔24相连通的斜导水槽32,芯轴3上插套有进水座7, 进水座7的上端面上成型有与斜导水槽32相对的入水口71,进水座 7固定在支撑架1上。
[0018]
所述凸台22的长度等于导轮2的宽度,凸台22的宽度等于芯轴 3上插槽31的槽宽,凸台22一端的外侧壁抵靠在插槽31的内侧壁 上,凸台22另一端的导轮2侧端面上抵靠有限位套圈4,限位套圈4 插套固定在芯轴3上。
[0019]
所述导轮2上的进水孔24位于芯轴3上插槽31的正下方,导轮 2的进水孔24内插接固定有出水管5。
[0020]
所述出水管5的长度大于限位套圈4的厚度。
[0021]
所述进水座7上的入水口71呈圆锥形,入水口71两侧的进水座 7内插接固定有密封圈,密封圈压靠在斜导水槽32入口两侧的芯轴3 上。
[0022]
所述导轮2上的冷却槽23由两段呈圆锥形螺旋状并相对的第一 水槽231和第二水槽232组成,第一水槽231的螺旋方向与第二水槽 232的螺旋方向相同。
[0023]
所述导轮2和支撑架1之间均设有间隙,导轮2和支撑架1之间 的距离大于出水管5的长度。
[0024]
工作原理:本发明为高温金属棒料切割用冷却导轮,本冷却导轮 具有节水、有效冷却和对冷却过程中对高温棒料造成的温度影响不大 等特点,具体冷却方式如下;
[0025]
可以水滴进水方式,水滴积聚在进水座7的入水口71内,而导 轮2会在棒料的带动下转动,进而带动芯轴3同步转动,芯轴3转动 过程中,会实现入水口71与斜导水槽32相连通,入水口71的水进 入斜导水槽32内,然后在通过进水孔24进入在导轮2的冷却槽23, 因
为受冷却水的重力影响,随导轮2转动,冷却水会在冷却槽23内 移动,和导轮2之间进行充分的热交换,最后从出水管5排出(出水 管5处于芯轴3的下侧时才进行排水)。
[0026]
所述实施例用以例示性说明本发明,而非用于限制本发明。任何 本领域技术人员均可在不违背本发明的精神及范畴下,对所述实施例 进行修改,因此本发明的权利保护范围,应如本发明的权利要求所列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1