一种自行车车架焊接装置及生产方式的制作方法
[0001]
本发明属于自行车加工技术领域,具体涉及一种自行车车架焊接装置及生产方式。
背景技术:
[0002]
传统的自行车车架焊接夹设和调节部件的行程较短,且不具备灵活的角度调设机构,其管架之间的焊接点较为脆弱,使用强度较低。为此,我们提出一种自行车车架焊接装置及生产方式。
技术实现要素:
[0003]
本发明的目的在于提供一种自行车车架焊接装置及生产方式,通过第一杆套、第二杆套实现多角度的转动调节,通过角度尺、y轴刻度尺和x轴刻度尺辅助人员进行所需角度的调节,可实现对多种焊接规格的自行车管架进行固定装配调节,大大提高焊接装配的灵活性和便捷性;通过铝铜块的加入,提高上管、下管与头管焊接点的强度,同时保证更好的外观,使自行车使用稳定性更高,以解决上述背景技术中提出的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种自行车车架焊接装置及生产方式,包括支撑架、第一杆套、第二杆套和火焰焊机,所述支撑架顶部两侧分别开设有对应的第一滑槽,所述第一滑槽内通过轴承转动安装有第一丝杆,所述第一丝杆上套设有对应的第一丝块,所述第一丝块一侧焊设有上横向滑套,所述上横向滑套内开设有第二滑槽,所述第二滑槽内通过轴承转动安装有第二丝杆,所述第二丝杆上套设有第二丝块,所述第二丝块一侧焊设有第一连接板,所述第一连接板一侧设有第一杆套,所述第一杆套一侧焊设第一转块,所述第一转块通过转轴与第一连接板转动连接,所述第一连接板的转轴一端螺纹套设有第一扭紧旋钮,所述支撑架底部焊设有下横向滑套,所述下横向滑套内开设有第三滑槽,所述第三滑槽内转动安装有第三丝杆,所述第三丝杆上套设有对应的第三丝块,所述第三丝块一侧焊设有第二连接板,所述第二连接板一侧设有第二杆套,所述第二杆套底部焊设有第二转块,所述第二转块与第二连接板通过转轴转动连接,所述第一杆套和第二杆套内两侧分别设有压块,所述压块一端贯穿杆套壁焊设有第三扭紧旋钮,所述支撑架上且位于下横向滑套顶部和底部安装有金属定型软管,所述支撑架一端设有火焰焊机,所述火焰焊机的喷枪头装配于金属定型软管一端。
[0005]
进一步地,所述生产方式包括以下步骤:
[0006]
步骤一:取自行车头管,将其横向放置于第二杆套上,并通过第二杆套的压块和其上的第三扭紧旋钮对头管进行扭转压紧固定,且人员通过手轮转动第三丝杆,通过第三丝杆上第三丝块的移动,可有效带动第二杆套进行横向移动,使其移动至所需的焊接点,并利用第二转块与第二连接板的转动连接,人员将第二杆套转动至所需的焊设角度,随后通过第二扭紧旋钮对第二杆套的第二转块进行扭紧固定;
[0007]
步骤二:待步骤一的自行车的头管固定好后,将自行车的上管和下管分别置于支
撑架两侧的第一杆套内,随后通过第一杆套的压块和其上的第三扭紧旋钮相继对对应的上官和下管进行扭转压紧固定;随后通过手轮相继转动第一丝杆和第二丝杆,实现对第一杆套的y轴和x轴的位置进行调节,再基于第一转块与第一连接板的转动连接,将上管和下管的第一杆套相继转动,使得上管和下管底端与头管的焊接卡点实现卡设连接;
[0008]
步骤三:通过金属定型软管相继将火焰焊机的喷枪头的喷火角度进行调,使上管、下管和头管的插接处的内侧、外侧均能够受到火焰的覆盖位置,先行开设火焰焊机,对上管、下管和头管的插接处以500-600℃的温度进行30-40s的预热处理;
[0009]
步骤四:对步骤三预热处理的火焰焊机的燃烧温度进行提高,并取2-4组10-20g的铝铜合金块对上管和下管顶部进行投至,且铝铜合金块随着管道滑落至与上管、下管与头管插接端内部,随后对火焰焊机的燃烧温度调高,使其达到800-850℃,铝铜合金块将在上管、下管与头管插接端内部熔化,以此提高上管、下管与头管焊接点的强度,同时保证更好的外观,并以此温度继续对上管、下管与头管的插接端燃烧式焊接2-2.5min;
[0010]
步骤五:待步骤四燃烧式焊接结束后,人员停止火焰焊机的工作,并取下上管、下管与头管焊接组成的自行车主架,对其淬火10-20s后,待其焊接端降温至常温后,由人员统一收集备存。
[0011]
进一步地,所述第一丝块两端与第一滑槽滑动连接,所述第二丝块两端与第二滑槽滑动连接,所述第三丝块两端与第三滑槽滑动连接。
[0012]
进一步地,所述第二连接板的转轴一端螺纹套设有第二扭紧旋钮。
[0013]
进一步地,所述支撑架上且位于第一滑槽顶部分布印设有x轴刻度尺,所述支撑架上且位于第一滑槽一侧分布印设有y轴刻度尺。
[0014]
进一步地,所述金属定型软管和喷枪头布设有3-6组。
[0015]
进一步地,所述第一连接板和第二连接板的转轴外围分布印设有角度尺。
[0016]
进一步地,所述第一丝杆、第二丝杆和第三丝杆一端的转动轴均装配有手轮。
[0017]
进一步地,所述压块内壁胶覆有橡胶防滑垫。
[0018]
进一步地,所述支撑架上且位于第二杆套处装配2-3组温度传感器。
[0019]
与现有技术相比,本发明的有益效果是:通过第一杆套、第二杆套实现多角度的转动调节,通过角度尺、y轴刻度尺和x轴刻度尺辅助人员进行所需角度的调节,可实现对多种焊接规格的自行车管架进行固定装配调节,大大提高焊接装配的灵活性和便捷性;通过铝铜块的加入,提高上管、下管与头管焊接点的强度,同时保证更好的外观,使自行车使用稳定性更高。
附图说明
[0020]
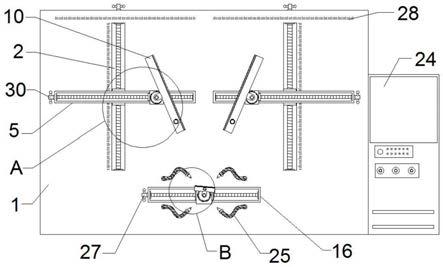
图1为本发明一种自行车车架焊接装置及生产方式的整体结构示意图。
[0021]
图2为本发明一种自行车车架焊接装置及生产方式的图1a处放大示意图。
[0022]
图3为本发明一种自行车车架焊接装置及生产方式的图1b处放大示意图。
[0023]
图4为本发明一种自行车车架焊接装置及生产方式的第一杆套主视局部结构示意图。
[0024]
图5为本发明一种自行车车架焊接装置及生产方式的第一扭紧旋钮结构示意图。
[0025]
图中:1、支撑架;2、第一滑槽;3、第一丝杆;4、第一丝块;5、上横向滑套;6、第二滑
槽;7、第二丝杆;8、第二丝块;9、第一连接板;10、第一杆套;11、第一转块;12、第一扭紧旋钮;13、角度尺;14、压块;15、第三扭紧旋钮;16、下横向滑套;17、第三滑槽;18、第三丝杆;19、第三丝块;20、第二连接板;21、第二杆套;22、第二转块;23、第二扭紧旋钮;24、火焰焊机;25、金属定型软管;26、喷枪头;28、x轴刻度尺;29、y轴刻度尺;30、手轮。
具体实施方式
[0026]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0027]
实施例1
[0028]
如图1-5所示,一种自行车车架焊接装置及生产方式,包括支撑架1、第一杆套10、第二杆套21和火焰焊机24,所述支撑架1顶部两侧分别开设有对应的第一滑槽2,所述第一滑槽2内通过轴承转动安装有第一丝杆3,所述第一丝杆3上套设有对应的第一丝块4,所述第一丝块4一侧焊设有上横向滑套5,所述上横向滑套5内开设有第二滑槽6,所述第二滑槽6内通过轴承转动安装有第二丝杆7,所述第二丝杆7上套设有第二丝块8,所述第二丝块8一侧焊设有第一连接板9,所述第一连接板9一侧设有第一杆套10,所述第一杆套10一侧焊设第一转块11,所述第一转块11通过转轴与第一连接板9转动连接,所述第一连接板9的转轴一端螺纹套设有第一扭紧旋钮12,所述支撑架1底部焊设有下横向滑套16,所述下横向滑套16内开设有第三滑槽17,所述第三滑槽17内转动安装有第三丝杆18,所述第三丝杆18上套设有对应的第三丝块19,所述第三丝块19一侧焊设有第二连接板20,所述第二连接板20一侧设有第二杆套21,所述第二杆套21底部焊设有第二转块22,所述第二转块22与第二连接板20通过转轴转动连接,所述第一杆套10和第二杆套21内两侧分别设有压块14,所述压块14一端贯穿杆套壁焊设有第三扭紧旋钮15,所述支撑架1上且位于下横向滑套16顶部和底部安装有金属定型软管25,所述支撑架1一端设有火焰焊机24,所述火焰焊机24的喷枪头26装配于金属定型软管25一端。
[0029]
其中,所述生产方式包括以下步骤:
[0030]
步骤一:取自行车头管,将其横向放置于第二杆套21上,并通过第二杆套21的压块14和其上的第三扭紧旋钮15对头管进行扭转压紧固定,且人员通过手轮30转动第三丝杆18,通过第三丝杆18上第三丝块19的移动,可有效带动第二杆套21进行横向移动,使其移动至所需的焊接点,并利用第二转块22与第二连接板20的转动连接,人员将第二杆套21转动至所需的焊设角度,随后通过第二扭紧旋钮23对第二杆套21的第二转块22进行扭紧固定;
[0031]
步骤二:待步骤一的自行车的头管固定好后,将自行车的上管和下管分别置于支撑架1两侧的第一杆套10内,随后通过第一杆套10的压块14和其上的第三扭紧旋钮15相继对对应的上官和下管进行扭转压紧固定;随后通过手轮30相继转动第一丝杆3和第二丝杆7,实现对第一杆套10的y轴和x轴的位置进行调节,再基于第一转块11与第一连接板9的转动连接,将上管和下管的第一杆套10相继转动,使得上管和下管底端与头管的焊接卡点实现卡设连接;
[0032]
步骤三:通过金属定型软管25相继将火焰焊机24的喷枪头26的喷火角度进行调,
使上管、下管和头管的插接处的内侧、外侧均能够受到火焰的覆盖位置,先行开设火焰焊机24,对上管、下管和头管的插接处以500℃的温度进行30s的预热处理;
[0033]
步骤四:对步骤三预热处理的火焰焊机24的燃烧温度进行提高,并取2组10g的铝铜合金块对上管和下管顶部进行投至,且铝铜合金块随着管道滑落至与上管、下管与头管插接端内部,随后对火焰焊机24的燃烧温度调高,使其达到800℃,铝铜合金块将在上管、下管与头管插接端内部熔化,以此提高上管、下管与头管焊接点的强度,同时保证更好的外观,并以此温度继续对上管、下管与头管的插接端燃烧式焊接2min;
[0034]
步骤五:待步骤四燃烧式焊接结束后,人员停止火焰焊机24的工作,并取下上管、下管与头管焊接组成的自行车主架,对其淬火10s后,待其焊接端降温至常温后,由人员统一收集备存。
[0035]
其中,所述第一丝块4两端与第一滑槽2滑动连接,所述第二丝块8两端与第二滑槽6滑动连接,所述第三丝块19两端与第三滑槽17滑动连接。
[0036]
其中,所述第二连接板20的转轴一端螺纹套设有第二扭紧旋钮23。
[0037]
其中,所述支撑架1上且位于第一滑槽2顶部分布印设有x轴刻度尺28,所述支撑架1上且位于第一滑槽2一侧分布印设有y轴刻度尺29。
[0038]
其中,所述金属定型软管25和喷枪头26布设有3组。
[0039]
其中,所述第一连接板9和第二连接板20的转轴外围分布印设有角度尺13。
[0040]
其中,所述第一丝杆3、第二丝杆7和第三丝杆18一端的转动轴均装配有手轮30。
[0041]
其中,所述压块14内壁胶覆有橡胶防滑垫。
[0042]
其中,所述支撑架1上且位于第二杆套21处装配2组温度传感器。
[0043]
实施例2
[0044]
如图1-5所示,一种自行车车架焊接装置及生产方式,包括支撑架1、第一杆套10、第二杆套21和火焰焊机24,所述支撑架1顶部两侧分别开设有对应的第一滑槽2,所述第一滑槽2内通过轴承转动安装有第一丝杆3,所述第一丝杆3上套设有对应的第一丝块4,所述第一丝块4一侧焊设有上横向滑套5,所述上横向滑套5内开设有第二滑槽6,所述第二滑槽6内通过轴承转动安装有第二丝杆7,所述第二丝杆7上套设有第二丝块8,所述第二丝块8一侧焊设有第一连接板9,所述第一连接板9一侧设有第一杆套10,所述第一杆套10一侧焊设第一转块11,所述第一转块11通过转轴与第一连接板9转动连接,所述第一连接板9的转轴一端螺纹套设有第一扭紧旋钮12,所述支撑架1底部焊设有下横向滑套16,所述下横向滑套16内开设有第三滑槽17,所述第三滑槽17内转动安装有第三丝杆18,所述第三丝杆18上套设有对应的第三丝块19,所述第三丝块19一侧焊设有第二连接板20,所述第二连接板20一侧设有第二杆套21,所述第二杆套21底部焊设有第二转块22,所述第二转块22与第二连接板20通过转轴转动连接,所述第一杆套10和第二杆套21内两侧分别设有压块14,所述压块14一端贯穿杆套壁焊设有第三扭紧旋钮15,所述支撑架1上且位于下横向滑套16顶部和底部安装有金属定型软管25,所述支撑架1一端设有火焰焊机24,所述火焰焊机24的喷枪头26装配于金属定型软管25一端。
[0045]
其中,所述生产方式包括以下步骤:
[0046]
步骤一:取自行车头管,将其横向放置于第二杆套21上,并通过第二杆套21的压块14和其上的第三扭紧旋钮15对头管进行扭转压紧固定,且人员通过手轮30转动第三丝杆
18,通过第三丝杆18上第三丝块19的移动,可有效带动第二杆套21进行横向移动,使其移动至所需的焊接点,并利用第二转块22与第二连接板20的转动连接,人员将第二杆套21转动至所需的焊设角度,随后通过第二扭紧旋钮23对第二杆套21的第二转块22进行扭紧固定;
[0047]
步骤二:待步骤一的自行车的头管固定好后,将自行车的上管和下管分别置于支撑架1两侧的第一杆套10内,随后通过第一杆套10的压块14和其上的第三扭紧旋钮15相继对对应的上官和下管进行扭转压紧固定;随后通过手轮30相继转动第一丝杆3和第二丝杆7,实现对第一杆套10的y轴和x轴的位置进行调节,再基于第一转块11与第一连接板9的转动连接,将上管和下管的第一杆套10相继转动,使得上管和下管底端与头管的焊接卡点实现卡设连接;
[0048]
步骤三:通过金属定型软管25相继将火焰焊机24的喷枪头26的喷火角度进行调,使上管、下管和头管的插接处的内侧、外侧均能够受到火焰的覆盖位置,先行开设火焰焊机24,对上管、下管和头管的插接处以600℃的温度进行40s的预热处理;
[0049]
步骤四:对步骤三预热处理的火焰焊机24的燃烧温度进行提高,并取4组20g的铝铜合金块对上管和下管顶部进行投至,且铝铜合金块随着管道滑落至与上管、下管与头管插接端内部,随后对火焰焊机24的燃烧温度调高,使其达到850℃,铝铜合金块将在上管、下管与头管插接端内部熔化,以此提高上管、下管与头管焊接点的强度,同时保证更好的外观,并以此温度继续对上管、下管与头管的插接端燃烧式焊接2.5min;
[0050]
步骤五:待步骤四燃烧式焊接结束后,人员停止火焰焊机24的工作,并取下上管、下管与头管焊接组成的自行车主架,对其淬火20s后,待其焊接端降温至常温后,由人员统一收集备存。
[0051]
其中,所述第一丝块4两端与第一滑槽2滑动连接,所述第二丝块8两端与第二滑槽6滑动连接,所述第三丝块19两端与第三滑槽17滑动连接。
[0052]
其中,所述第二连接板20的转轴一端螺纹套设有第二扭紧旋钮23。
[0053]
其中,所述支撑架1上且位于第一滑槽2顶部分布印设有x轴刻度尺28,所述支撑架1上且位于第一滑槽2一侧分布印设有y轴刻度尺29。
[0054]
其中,所述金属定型软管25和喷枪头26布设有6组。
[0055]
其中,所述第一连接板9和第二连接板20的转轴外围分布印设有角度尺13。
[0056]
其中,所述第一丝杆3、第二丝杆7和第三丝杆18一端的转动轴均装配有手轮30。
[0057]
其中,所述压块14内壁胶覆有橡胶防滑垫。
[0058]
其中,所述支撑架1上且位于第二杆套21处装配3组温度传感器。
[0059]
本发明的工作原理及使用流程:取自行车头管,将其横向放置于第二杆套21上,并通过第二杆套21的压块14和其上的第三扭紧旋钮15对头管进行扭转压紧固定,且人员通过手轮30转动第三丝杆18,通过第三丝杆18上第三丝块19的移动,可有效带动第二杆套21进行横向移动,使其移动至所需的焊接点,并利用第二转块22与第二连接板20的转动连接,人员将第二杆套21转动至所需的焊设角度,随后通过第二扭紧旋钮23对第二杆套21的第二转块22进行扭紧固定;将自行车的上管和下管分别置于支撑架1两侧的第一杆套10内,随后通过第一杆套10的压块14和其上的第三扭紧旋钮15相继对对应的上官和下管进行扭转压紧固定;随后通过手轮30相继转动第一丝杆3和第二丝杆7,实现对第一杆套10的y轴和x轴的位置进行调节,再基于第一转块11与第一连接板9的转动连接,将上管和下管的第一杆套10
相继转动,使得上管和下管底端与头管的焊接卡点实现卡设连接;通过金属定型软管25相继将火焰焊机24的喷枪头26的喷火角度进行调,使上管、下管和头管的插接处的内侧、外侧均能够受到火焰的覆盖位置,先行开设火焰焊机24,对上管、下管和头管的插接处以500-600℃的温度进行30-40s的预热处理;对预热处理的火焰焊机24的燃烧温度进行提高,并取2-4组10-20g的铝铜合金块对上管和下管顶部进行投至,且铝铜合金块随着管道滑落至与上管、下管与头管插接端内部,随后对火焰焊机24的燃烧温度调高,使其达到800-850℃,铝铜合金块将在上管、下管与头管插接端内部熔化,以此提高上管、下管与头管焊接点的强度,同时保证更好的外观,并以此温度继续对上管、下管与头管的插接端燃烧式焊接2-2.5min;待燃烧式焊接结束后,人员停止火焰焊机24的工作,并取下上管、下管与头管焊接组成的自行车主架,对其淬火10-20s后,待其焊接端降温至常温后,由人员统一收集备存。
[0060]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1