一种全自动微型轴类校直机的制作方法
1.本发明涉及一种全自动微型轴类校直机,属于轴杆类校正领域。
背景技术:
2.对于医疗器械中,轴径2
‑
5mm的钻头类工件,要求直线度小于0.02mm以内,常规的自动校直设备难以校直此类工件。目前此类产品依靠手工锤击的方式进行校直。由于工件精度要求高、弹性大,导致人工校直效率低,需要3
‑
5人同时工作才能满足生产需要。如何提供一种高精度、全自动校直微小轴类的校直机,是目前本领域技术人员亟待解决的问题。
3.以往的自动校直机主要针工件的轴径20mm以上、校直吨位10吨以上。对于体积微小的工件,传统的台上工装由于体积太大难以适应,所以对于微型轴类的工装要求结构紧凑小巧,同时加载吨位不需要太大。几十公斤的加载力足以校直工件,由此加载机构可配置规格微小的伺服电机。
4.综上所述,如何提供一种高精度、自动上下料、小功率、体积微小的全自动校直机,是目前本领域技术人员亟待解决的问题
技术实现要素:
5.本发明设计开发了一种全自动微型轴类校直机,通过上下料机构进行上料,并通过弹性支撑机构和滚轮驱动机构对工件进行旋转支撑,再通过检测机构对工件进行检测,最后由上下料机构将工件进行分拣,实现了工件的自动上料和分拣。
6.本发明提供的技术方案为:
7.一种全自动微型轴类校直机,包括:
8.机座;
9.第一滑动机构,其沿纵向设置在所述机座上,并能够沿着所述机座相对运动;
10.支撑机构,其设置在所述第一滑动机构上;
11.加载横梁,其设置在所述支撑机构的上部,所述加载横梁的两端能够沿着所述支撑机构上下运动;
12.测量机构,其设置在所述加载横梁上,并能够沿着所述加载横梁水平运动;
13.驱动压头,其设置在所述测量机构的底部;
14.第二滑动机构,其沿水平方向设置在所述第一滑动机构的一侧;
15.两个弹性支撑机构,其间隔匹配设置在所述第二滑动机构上,并能够沿着所述第二滑动机构水平运动;
16.滚轮驱动机构,其设置在所述机座上,并位于所述弹性支撑机构的一侧;
17.上下料机构,其设置在所述机座的一侧,并靠近所述测量机构,用于将工件传送至所述支撑机构的顶部,所述测量机构对所述工件进行检测后再通过所述上下料机构进行分拣。
18.优选的是,还包括:
19.防护罩,其设置在所述机座上,并套设在所述支撑机构、所述弹性支撑机构以及所述滚轮驱动机构外部。
20.优选的是,还包括:控制柜,其设置在所述机座的一端。
21.优选的是,还包括:
22.第一驱动电机,其设置在所述支撑机构的顶部;
23.第一丝杠机构,其一端连接所述第一驱动电机的输出端;
24.第二丝杠机构,其与所述第一丝杠机构相对设置,所述第二丝杠机构的一端可旋转支撑在所述支撑机构的顶部;
25.同步机构,其设置在所述第一丝杠机构和所述第二丝杠机构的一端;
26.下横梁,其设置在所述支撑机构的中部,并位于所述加载横梁的下方,所述第一丝杠机构和所述第二丝杠机构的另一端穿过所述加载横梁后可旋转支撑设置在所述下横梁上;
27.两个第一导轨,其分别相对设置在所述支撑机构的两侧;
28.两个滑块连接机构,其一端设置在所述第一导轨上,另一端设置在所述加载横梁上;
29.第二驱动电机,其设置在支撑机构的一侧;
30.移动机构,其设置在所述加载横梁上,所述移动机构的一端连接所述第二驱动电机的输出端,所述测量机构设置在所述移动机构上,所述测量机构能够沿着所述移动机构相对运动。
31.优选的是,所述第一丝杠机构包括:
32.第一丝杠,其一端连接所述第一驱动电机的输出端;
33.第一丝母,其与所述第一丝杠匹配设置,并固定设置在所述加载横梁上;
34.所述第二丝杠机构包括:
35.第二丝杠,其一端可旋转支撑设置在所述支撑机构的顶部;
36.第二丝母,其与所述第二丝杠匹配设置,并固定设置在所述加载横梁上;
37.所述同步机构包括:
38.第一带轮,其固定设置在所述第一丝杠的一端;
39.第二带轮,其固定设置在所述第二丝杠的一端;
40.第一同步带,其设置在所述第一带轮和所述第二带轮上。
41.优选的是,所述移动机构包括:
42.第二导轨,其固定设置在所述加载横梁上;
43.第三丝杠,其两端可旋转支撑设置在所述支撑机构上;所述第三丝杠的一端连接所述第二驱动电机的输出端;
44.第三丝母,匹配设置在所述第三丝杠上,所述测量机构固定设置在所述第三丝母上。
45.优选的是,所述滚轮驱动机构包括:
46.滚轮支架,其为l型机构,并固定设置再所述机座上;
47.滚轮驱动电机,其支撑设置在所述支架的中部;
48.第三带轮,其连接所述滚轮驱动电机的输出端;
49.两个转动机构,其对称设置在所述滚轮支架上,所述转动机构的一端穿过并可旋转支撑在所述滚轮支架的上部;
50.两个第四带轮,其分别匹配设置在所述转动机构的一端;
51.其中,所述第三带轮、所述两个第四带轮的中心位于同一平面内;
52.滚轮传送带,其设置在所述第三带轮和两个第四带轮上,并通过所述驱动电机驱动所述第三带轮转动进而带动所述第四带轮转动。
53.优选的是,所述弹性支撑机构包括:
54.两个固定支撑体,其为l型结构,并设置在所述第二滑动机构上;
55.两个可动支撑底座,其设置在所述固定支撑体一侧;
56.两个可动支撑体,其垂直设置在所述可动支撑底座上,能够沿着所述可动支撑底座水平运动并固定;
57.两个光孔,其沿竖直方向开设在所述可动支撑体上;
58.两个摆动支撑机构,其匹配设置在所述光孔内;
59.升降块,其上表面具有斜面,所述升降块的一端垂直插入到所述可动支撑底座的一侧,并位于所述摆动支撑机构的底部;
60.升降驱动气缸,其支撑设置在所述可动支撑体的一侧,所述升降驱动气缸的输出端连接所述升降块;
61.弹性体,其两端可转动连接在所述摆动支撑机构的顶部;
62.滑台气缸,其支撑设置在所述固定支撑体的另一侧。
63.优选的是,所述上下料机构包括:
64.支架,其设置在所述机座的一侧;
65.第一定板和第二定板,其设置在所述支架的一端,所述第一定板和所述第二定板之间能够相对运动,所述第一定板和所述第二定板在所述支架上能够沿水平方向运动;
66.动板气缸,其设置在所述第一定板和所述第二定板之间;
67.动板机构,其设置在所述动板气缸输出端;
68.举升机构,其设置在所述第一定板和所述第二定板的一侧;
69.抓取机构,其设置在所述举升机构的一侧,并靠近所述弹性支撑机构;所述抓取机构能够沿着所述支架横向运动和纵向运动;
70.工件储料盒,其支撑设置在所述支架的另一端,并位于所述抓取机构的一侧。
71.优选的是,所述工件储料盒内设置有分隔挡板,将工件储料盒分为合格区和不合格区。
72.本发明所述的有益效果:
73.本发明提供的全自动微型轴类校直机,结构紧凑精巧、设备走线规整;设备自动化程度高,集机、电、气、软件控制于一体;由于具有全自动上下料功能,其能够实现长时间无人值守;解决微小轴类不能自动校直的难题,填补医疗器械领域轴类自动校直的空白。
74.本发明解决了以外圆为基准、微小轴类、具有高精度直线度要求的轴类不能进行全自动校直的难题,填补了微型轴类自动校直的市场空白;对于实现微型轴类自动化生产、减少人工成本、提高生产效率、等方面起到关键性作用。
附图说明
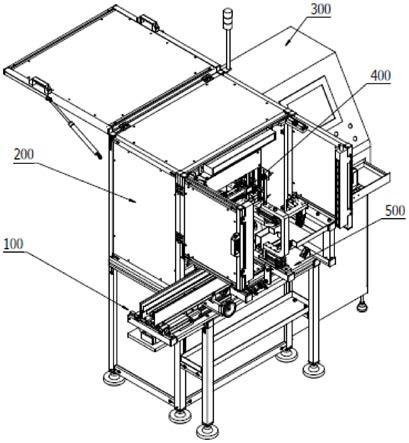
75.图1为本发明所述的全自动微型轴类校直机的结构示意图。
76.图2为本发明所述的全自动微型轴类校直机的正视图。
77.图3为图2中a处的局部放大图。
78.图4为本发明所述的全自动微型轴类校直机去掉保护罩的结构示意图。
79.图5为图4中加载机构处的局部放大图。
80.图6为本发明所述的加载机构的结构示意图。
81.图7为本发明所述的加载机构的正视图。
82.图8为本发明所述的测量机构的a
‑
a剖视图。
83.图9为本发明所述的台上工装的机构示意图。
84.图10为本发明所述的弹性支撑机构的结构示意图。
85.图11为本发明所述的弹性支撑机构的左视图。
86.图12为本发明所述的滚轮驱动机构的结构示意图。
87.图13为本发明所述的滚轮驱动机构的局部剖视图。
88.图14为本发明所述的上下料机构的结构示意图。
89.图15为本发明所述的上下料机构的正视图。
90.图16为图15中d处的局部放大图。
具体实施方式
91.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
92.如图1
‑
16所示,本发明提供一种全自动微型轴类校直机,包括:机座100、保护罩200、控制柜300、加载机构400、上下料机构500、滚轮驱动机构600、弹性支撑机构700、工件800。
93.如图1
‑
5所示,机座100设置在水平面上,保护罩200设置在机座100上,控制柜300设置在机座100的一端,在保护罩加载机构400可移动设置在机座100上,滚轮驱动机构600和弹性支撑机构700设置在加载机构400的一侧,并位于加载机构400的下方,上下料机构500设置在机座100的一侧,靠近滚轮驱动机构600,其中,通过上下料机构500将工件800放置在弹性支撑机构700顶部,通过滚轮驱动机构600进行旋转,加载机构400上的测量机构430对工件800进行检测和校直后,再通过上下料机构500将工件输送到工件储料盒530内,完成工件上料、检测、校直和分拣。
94.如图6
‑
8所示,加载机构400通过第一滑动机构设置在机座100上,能够在机座100上沿着纵向滑动,第一滑动机构包括:两个第一滑动导轨411、两个第一滑动块412、气缸连接板413以及第一气缸414,两个第一滑动导轨411沿纵向平行间隔设置在机座100的顶部,第一滑动块412匹配设置在第一滑动导轨411上,气缸连接板413的两端分别固定设置在两个第一滑动块412上,第一气缸414的一端固定设置在机座100的顶部,另一端固定设置在气缸连接板413的底部,通过第一气缸414带动加载机构400整体在第一滑动导轨411上相对运动。支撑机构420包括两个侧板421和连接在两个侧板421顶端的定板,两个侧板421的底端分别匹配固定设置在第一滑块412上,顶板固定连接在两个侧板421的顶端,下横梁422连接
设置在两个侧板421的下部,加载横梁440设置在顶板和下横梁422之间,并能够沿着侧板421上下运动。
95.第一驱动电机461固定设置在顶板上,第一驱动电机461的输出端连接第一丝杠机构的第一端,第二丝杠机构的一端可旋转设置在顶板上,第一丝杠机构与第二丝杠机构相互平行间隔设置,并通过同步机构进行连接,通过第一驱动电机461同时带动第一丝杠机构和第二丝杠机构同时转动。第一丝杠机构包括第一丝杠和第一丝母,第一丝杠的一端连接第一驱动电机461的输出端,另一端穿过加载横梁440可旋转支撑在下横梁422上,第一丝母与第一丝杆匹配设置,并固定在加载横梁440上;第二丝杠机构包括:第二丝杠466和第二丝母,第二丝杠466的一端可旋转支撑设置在顶板上,另一端穿过加载横梁440后可旋转支撑设置在下横梁422上,第二丝母与第二丝杠匹配设置,并固定在加载横梁440上,同步机构包括第一带轮、第二轮和传送带,第一带轮固套在第一丝杠的一端,第二带轮464固套在第二丝杠的一端,第一带轮和第二带轮464通过第一传送带463进行同步连接。
96.在两个侧板421上,位于侧板421的内侧,相对设置有两个第一导轨443,在第一滑动导轨443上,匹配设置有第一滑动块442,能够沿着第一导轨443上下运动,加载横梁440的两端通过支撑座441与第一滑动块442连接,支撑座441为l型结构,包括相互垂直的第一面和第二面,其中第一面同时固定连接加载横梁440和第一滑动块442,使加载横梁440能够沿着第一导轨443相对运动。通过第一驱动电机461驱动第一丝杠进行旋转,同时带动第二丝杠旋转,加载横梁440随着丝杠的旋转沿着两个侧板421上下运动。
97.第三丝杠的两端可旋转支撑设置在第二面上,第二驱动电机451支撑设置在侧板421上,第二驱动电机451的输出端连接第三丝杠,第三丝母匹配设置在第三丝杠上,在加载横梁440上还设置有加载导轨,测量机构430固定设置在第三丝母上,并且测量机构430朝向加载导轨的一侧设置有测量滑块,测量滑块与第三导轨匹配设置,通过第二驱动电机451驱动第三丝杠转动,进而带动测量机构300在第加载导轨上左右移动,测量机构300还能够在加载横梁的带动下上下运动。
98.如图9
‑
13所示,滚轮驱动机构600和弹性支撑机构700设置在机座100上,位于加载机构400的一侧,固定底座710固定设置在机座100上,固定导轨720设置在固定底座710上,滚轮驱动机构600固定设置在固定导轨720上,弹性支撑机构700可移动设置在固定导轨720上,固定导轨720沿横向设置在固定底座710上,弹性支撑机构700位于滚轮驱动机构600的一侧。
99.弹性支撑机构700包括两个间隔设置的固定支撑体731,两个可动支撑底座732分别匹配设置在固定支撑体731的一侧,在可动支撑底座732上,垂直设置有可动支撑体733,可动支撑体733能够沿着可动支撑底座732水平运动并固定,在可动支撑体733上,沿竖直方向开设有光孔,摆动支撑机构734匹配设置在光孔内,在摆动支撑机构734下部螺纹连接有芯轴738,摆动支撑机构734的下部和芯轴738设置在光孔内,升降块737b的一端垂直插入到可动支撑底座的一侧,并位于芯轴738的底部,升降气缸支架737支撑设置在可动支撑体的一侧,升降气缸737a设置在升降气缸支架737上,升降气缸737a的输出端连接升降块737b,摆动连接块735通过转轴739转动连接在摆动支撑体734上,弹性体736的两端分别设置在摆动连接块735上,工件800设置在弹性体736上,工件800的一端设置在滚轮驱动机构600的第二滚轮之间,另一端可旋转支撑设置在固定支撑体731的顶部,在远离滚轮驱动机构600的
固定支撑体731的一侧,还设置有滑台气缸740,用于调整两个固定支撑体731之间的距离。
100.如图14
‑
16所示,上下料机构500设置在机座100的一侧,靠近弹性支撑机构700和加载机构400,上下料机构500包括:上料机构510、举升机构、抓取机构520以及工件储料盒530。
101.上料机构510设置在支撑架540的一端,包括两个相对设置的定板,两个定板之间的间距可以调节,在两个定板之间还设置有动板气缸和锯齿型的动板,通过动板气缸驱动锯齿型动板上下动作,将放在锯齿型动板上的工件800依靠动板的推动及自重滚动,工件在定板上的前进。
102.举升机构设置在上料机构的一侧,包括:举升托板551、托板连接板552、双轴气缸553以及气缸固定架554,气缸固定架554固定设置在定板的一侧,双轴气缸553设置在气缸固定架554上,举升托板551设置在托板连接板552上,并设置在双轴气缸553的输出端,用于将滚动过来的工件升起。
103.抓取机构520设置在举升机构的一侧,能够沿着支撑架540横向和纵向移动,包括第一机械手机构521和设置在其下方与其垂直的第二机械手机构522,两个机械手机构522能够90
°
旋转,将举升托板551上的工件送至弹性支撑机构700进行检测,并将检测后的工件800送至工件储料盒530。
104.工件储料盒530内,设置有分隔板,将工件储料盒530分为合格区和不合格区,靠近抓取机构520一侧为合格区,另一侧为不合格区。当抓取机构520抓取的工件800为合格工件时,则直接防止到合格区中,当抓取机构520抓取的工件为不合格工件时,则抓取机构520向工件储料盒530方向移动,将工件放到不合格区内。
105.工件800通过上料机构510输送到举升机构处,并通过抓取机构520放置到弹性支撑机构700上,通过滚轮驱动机构600进行旋转,并通过设置在加载机构400上的检测机构430的测量头431进行检测,通过压头432进行校直,再通过抓取机构520将其送至工件储料盒530内,实现工件的自动上下料和校直。
106.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1