改进的零件定位工装的制作方法
1.本发明涉及零件焊接领域,尤其涉及一种改进的零件定位工装。
背景技术:
2.夹具工装是保证零部件的焊接尺寸,传统的零件定位是通过定位销和定位面来保证零件的尺寸,部分零件结构无定位孔且尺寸较小,焊接时很大程度上一致性差,需要一种新的定位的工装对零件进行定位。因此解决这一问题就显得十分必要了。
技术实现要素:
3.为解决上述问题,本发明提供一种改进的零件定位工装,通过将零件嵌入装到定位槽内,通过四个定位挡边挡住,通过磁铁片吸住,磁铁片主体上下左右有与定位挡边吻合的吻合部对零件吻合嵌入,通过感应器安装孔安装检测传感器检测是否装有零件进行防漏,从而对零件进行定位,保证零件的焊接尺寸一致性,节约成本,解决了背景技术中出现的问题。
4.本发明的目的是提供一种改进的零件定位工装,包括有弯折的安装臂,所述安装臂底部设置有定位块,定位块前侧向内凹陷有方形的吻合零件形状的定位槽,定位槽上下左右四边为定位挡边,定位块内位于定位槽后部有左右两个感应器安装孔,感应器安装孔内安装检测感应器,检测感应器对着定位槽;定位块前侧位于定位槽左右两侧和底部有三个压紧面;定位槽内嵌入有磁铁片;零件嵌入装到定位槽内,通过四个定位挡边挡住,通过磁铁片吸住,从而对零件进行定位。
5.进一步改进在于:所述磁铁片主体嵌在定位槽内后壁上,磁铁片位于感应器安装孔处是开口的,磁铁片主体上下左右有与定位挡边吻合的吻合部,用于嵌入吻合定位零件。
6.进一步改进在于:所述磁铁片左右两侧伸出有侧臂部,侧臂部往外伸。
7.本发明的有益效果:本发明通过将零件嵌入装到定位槽内,通过四个定位挡边挡住,通过磁铁片吸住,磁铁片主体上下左右有与定位挡边吻合的吻合部对零件吻合嵌入,通过感应器安装孔安装检测传感器检测是否装有零件进行防漏,从而对零件进行定位,保证零件的焊接尺寸一致性,节约成本。
附图说明
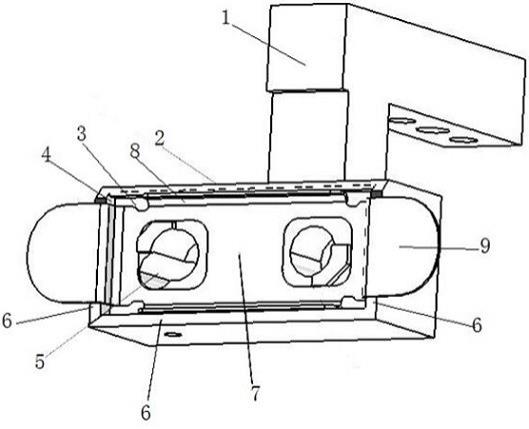
8.图1是本发明的示意图。
9.其中:1
‑
安装臂,2
‑
定位块,3
‑
定位槽,4
‑
定位挡边,5
‑
感应器安装孔,6
‑
压紧面,7
‑
磁铁片,8
‑
吻合部,9
‑
侧臂部。
具体实施方式
10.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
11.如图1所示,本实施例提供一种改进的零件定位工装,包括有弯折的安装臂1,所述安装臂1底部设置有定位块2,定位块2前侧向内凹陷有方形的吻合零件形状的定位槽3,定位槽3上下左右四边为定位挡边4,定位块2内位于定位槽3后部有左右两个感应器安装孔5,感应器安装孔5内安装检测感应器,检测感应器对着定位槽3;定位块2前侧位于定位槽3左右两侧和底部有三个压紧面6;定位槽3内嵌入有磁铁片7;零件嵌入装到定位槽3内,通过四个定位挡边4挡住,通过磁铁片7吸住,从而对零件进行定位。
12.所述磁铁片7主体嵌在定位槽3内后壁上,磁铁片7位于感应器安装孔5处是开口的,磁铁片7主体上下左右有与定位挡边4吻合的吻合部8,用于嵌入吻合定位零件。所述磁铁片7左右两侧伸出有侧臂部9,侧臂部9往外伸。
13.通过将零件嵌入装到定位槽3内,通过四个定位挡边4挡住,通过磁铁片7吸住,磁铁片7主体上下左右有与定位挡边4吻合的吻合部8对零件吻合嵌入,通过感应器安装孔5安装检测传感器检测是否装有零件进行防漏,从而对零件进行定位,保证零件的焊接尺寸一致性,节约成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1