汽车转向器壳体镗孔用加工液压夹具装置的制作方法
1.本发明涉及汽车转向器壳体加工领域,尤其涉及一种汽车转向器壳体镗孔用加工液压夹具装置。
背景技术:
2.转向管柱类产品镗孔深度比较深,一般多采用二次装夹来完成内部镗孔,工序比较多,操作难度大,做出产品精度比较差、增加了人力成本和产品报废率。目前的镗孔夹具操作不便,无法满足生产的需求。因此解决这一问题就显得十分必要了。
技术实现要素:
3.为解决上述问题,本发明提供一种汽车转向器壳体镗孔用加工液压夹具装置,通过将产品工件从从而两个压块板对准插入到三个卡爪中,通过液压机带动油轴上推,三个卡爪压紧产品,之后再通过机床刀具进行镗孔,操作方便,一次装夹可以完成整个镗孔,提高的产品的精度,克服了现有车床的加工缺点,具有方便、快捷、准确的优点,解决了背景技术中出现的问题。
4.本发明的目的是提供一种汽车转向器壳体镗孔用加工液压夹具装置,包括有底板,所述底板上中间设置有左右两个支撑座,支撑座顶部向内伸,两个支撑座顶端通过前后两个加强板进行连接固定加强;底板中部从下往上伸入有油轴,油轴顶部连接有三个卡爪,三个卡爪位于两个支撑座中间用于夹持工件;油轴底部设置有油轴固定座,油轴固定座底部设置有配油套,配油套用于连接液压机;两个支撑座顶端内侧设置有压块板,左右两个压块板位于前后两个加强板之间用于对准插入工件。
5.进一步改进在于:所述底板顶部位于支撑座前后两侧设置有配重块。
6.进一步改进在于:所述配重块通过螺母螺栓组件可拆卸的安装在底板顶部,可根据需要更换不同大小的配重块,从而实现调节夹具转动的稳定性。
7.本发明的有益效果:本发明通过将产品工件从从而两个压块板对准插入到三个卡爪中,通过液压机带动油轴上推,三个卡爪压紧产品,之后再通过机床刀具进行镗孔,操作方便,一次装夹可以完成整个镗孔,提高的产品的精度,克服了现有车床的加工缺点,具有方便、快捷、准确的优点。
附图说明
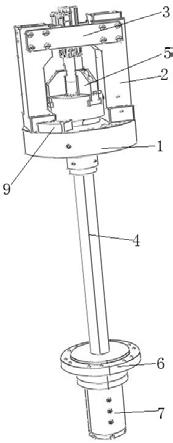
8.图1是本发明的示意图。
9.图2是本发明的俯视图。
10.其中:1
‑
底板,2
‑
支撑座,3
‑
加强板,4
‑
油轴,5
‑
卡爪,6
‑
油轴固定座,7
‑
配油套,8
‑
压块板,9
‑
配重块。
具体实施方式
11.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
12.如图1和2所示,本实施例提供一种汽车转向器壳体镗孔用加工液压夹具装置,包括有底板1,所述底板1上中间设置有左右两个支撑座2,支撑座2顶部向内伸,两个支撑座2顶端通过前后两个加强板3进行连接固定加强;底板1中部从下往上伸入有油轴4,油轴4顶部连接有三个卡爪5,三个卡爪5位于两个支撑座2中间用于夹持工件;油轴4底部设置有油轴固定座6,油轴固定座6底部设置有配油套7,配油套7用于连接液压机;两个支撑座2顶端内侧设置有压块板8,左右两个压块板8位于前后两个加强板3之间用于对准插入工件。
13.所述底板1顶部位于支撑座2前后两侧设置有配重块9。所述配重块9通过螺母螺栓组件可拆卸的安装在底板1顶部,可根据需要更换不同大小的配重块9,从而实现调节夹具转动的稳定性。
14.通过将产品工件从从而两个压块板8对准插入到三个卡爪5中,通过液压机带动油轴4上推,三个卡爪5压紧产品,之后再通过机床刀具进行镗孔,操作方便,一次装夹可以完成整个镗孔,提高的产品的精度,克服了现有车床的加工缺点,具有方便、快捷、准确的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1