一种用于U型抱箍与平头销钉焊接的自动化装备及其焊接方法与流程
一种用于u型抱箍与平头销钉焊接的自动化装备及其焊接方法
技术领域
1.本发明属于焊接技术领域,涉及一种焊接的自动化方法与装备,具体涉及一种用于u型抱箍与平头销钉焊接的自动化装备及其焊接方法。
背景技术:
2.u型抱箍和平头销钉这两种零件具有尺寸小、数量多、结构复杂等特征,且在生产时存在拼装和焊接困难的问题。传统的生产方式仍是以小作坊式生产为主,完全依赖于人力手工劳动,其主要生产流程如下:人工分拣、人工装配、人工焊接、人工卸料,生产工艺仍处在落后阶段。
3.这种工艺存在以下问题:
4.1)拼装完成后需要人工手动扶持,保持工件的拼装状态,再进行焊接,对操作员的安全没有保障,危险性高;
5.2)目前的生产方式仍为小作坊生产,完全依赖于人力手工劳动,生产效率低,且人工成本高;
6.3)u型抱箍结构形状复杂,自动化分拣机构设计困难。
技术实现要素:
7.发明目的:为了克服现有技术中存在的不足,提供一种用于u型抱箍与平头销钉焊接的自动化装备及其焊接方法,其实现了短时间内u型抱箍和平头销钉的自动化上料、装配、焊接和下料,解决了现在u型抱箍与平头销钉焊接的自动化程度低,生产效率低下,人工成本高,危险系数高等问题,使得整体装配生产线大大提高了生产能力,降低了人工成本,自动化程度和智能化程度都得到了明显的提高。
8.技术方案:为实现上述目的,本发明提供一种用于u型抱箍与平头销钉焊接的自动化装备,包括上料装置、下料装置和四工位回转工作台;其中,
9.所述上料装置包括u型抱箍上料装置和平头销钉上料装置,所述u型抱箍上料装置和平头销钉上料装置分别用于u型抱箍和平头销钉的分拣和输料;
10.所述下料装置用于收集完成焊接后的u型抱箍和平头销钉;
11.所述u型抱箍上料装置、平头销钉上料装置、下料装置和焊机分别设置于四工位回转工作台的四侧形成四个工位,所述四工位回转工作台用于实现四个工位的变换,所述u型抱箍上料装置、平头销钉上料装置和下料装置分别设置于四工位回转工作台的三个工位处,四工位回转工作台剩余的一个工位作为焊接工位。
12.进一步地,所述u型抱箍上料装置包括第一振动盘、u型抱箍分拣机构、u型抱箍定向机构和旋转式棘轮送料机构,所述u型抱箍分拣机构安装于第一振动盘出料口前端,所述u型抱箍定向机构与第一振动盘的出料口相连,所述旋转式棘轮送料机构与u型抱箍定向机构的出口相连用于将分拣后的u型抱箍送至四工位回转工作台的工位上。
13.进一步地,所述平头销钉上料装置包括第二振动盘、平头销钉分拣机构、平头销钉定向机构、输送料道和旋转式圆盘送料机构,所述平头销钉分拣机构安装于第二振动盘出料口前端,所述平头销钉定向机构与第二振动盘的出料口相连,所述输送料道与平头销钉定向机构的出口相连,所述旋转式圆盘送料机构安装于平头销钉定向机构的出口处。
14.进一步地,所述四工位回转工作台包括凸轮分割器、安装在凸轮分割器上的分度盘和分别安装于分度盘的四个工位上的四个专用夹具,所述凸轮分割器用于驱动分度盘转动实现工位切换,所述专用夹具用于固定住u型抱箍和平头销钉。
15.进一步地,所述下料装置包括下料箱和下料推杆,所述下料推杆用于将完成焊接的u型抱箍和平头销钉推入下料箱。
16.进一步地,所述旋转式棘轮送料机构包括棘轮、第一转轴和第一步进电机,所述转轴设置于步进电机上,所述棘轮设置于第一转轴上。
17.进一步地,所述旋转式圆盘送料机构包括旋转圆盘、第二转轴和第二步进电机,所述第二转轴设置于第二步进电机上,所述旋转圆盘设置于第二转轴上。
18.进一步地,所述输送料道包括夹板和挡条,夹板和挡条设置于平头销钉定向机构的出口处,所述旋转圆盘设置于夹板和挡条的底部处用于输送平头销钉。
19.进一步地,所述专用夹具上设置有分别与u型抱箍和平头销相匹配的抱箍槽和平头销槽。
20.本发明还提供一种用于u型抱箍与平头销钉焊接的自动化焊接方法,包括如下步骤:
21.s1:u型抱箍分拣:
22.设备开始工作时,将u型抱箍、平头销钉分别倒入第一振动盘、第二振动盘内,第一振动盘不断振动,将u型抱箍送到u型抱箍分拣机构,u型抱箍分拣机构对u型抱箍的姿态进行调整,并将姿态存在问题的u型抱箍,送回第一振动盘内;
23.s2:u型抱箍上料:
24.统一姿态后的u型抱箍进入u型抱箍定向机构,在到达u型抱箍定向机构的出料口后,旋转式棘轮送料机构开始工作,棘轮转动,带动u型抱箍进入到四工位回转工作台上的专用夹具,同时将正在上料的u型抱箍与后续待上料的u型抱箍分离开来;
25.s3:四工位回转工作台工位变换:
26.u型抱箍进入专用夹具后,u型抱箍被专用夹具吸附,四工位回转工作台开始工作,将u型抱箍转动到平头销钉上料装置的送料位置处;
27.s4:平头销钉分拣:
28.第二振动盘开始工作,通过不断振动,将平头销钉送到平头销钉分拣机构处,平头销钉分拣机构对平头销钉的姿态进行调整,并将姿态存在问题的平头销钉,送回第二振动盘内,平头销钉定向机构用于固定平头销钉的姿态,将平头销钉以统一的姿态送入输送料道;
29.s5:平头销钉上料:
30.平头销钉进入输送料道后,安装在输送料道中段的旋转式圆盘送料机构开始工作,送料机构转动,使平头销钉由水平运动变为竖直运动,依靠自重掉落进入专用夹具,同时将正在上料的平头销钉与后续待上料的平头销钉分离开来;
31.s6:四工位回转工作台工位变换:
32.平头销钉进入专用夹具后,平头销钉被专用夹具吸附,完成u型抱箍和平头销钉的拼装,四工位回转工作台开始工作,将u型抱箍和平头销钉转动到焊机所在工位;
33.s7:焊接:
34.焊机对u型抱箍和平头销钉拼装而成的工件进行点焊;
35.s8:四工位回转工作台工位变换:
36.焊接完成后,四工位回转工作台开始工作,四工位回转工作台转到下料工位;
37.s9:下料:
38.专用夹具停止对工件的吸附,下料推杆将工件从专用夹具内推出,工件掉落至下料箱内。
39.这里需要说明的是,专用夹具对于u型抱箍和平头销钉的吸附原理为:专用夹具采用电磁吸附,由于u型抱箍和平头销钉均为磁性材料,所以专用夹具能够采用电磁吸附对工件进行吸附夹持,从而实现u型抱箍和平头销钉在专用夹具上的自动装配;通过电磁断电便可停止专用夹具对于u型抱箍和平头销钉的夹持,能够实现下料。
40.有益效果:本发明与现有技术相比,存在如下优点:
41.1、通过u型抱箍上料装置和平头销钉上料装置的巧妙结构设计,不但实现了u型抱箍和平头销钉的自动化上料,而且也实现了u型抱箍和平头销钉的自动化分拣,且分拣良好,替代了传统的手工作业方式,减少了人工上下料的干预时间,并且解决了自动化分拣机构设计困难的问题。
42.2、根据生产要求,对工位进行合理规划与布局,在回转工作台上设置四个工位,能够实现柔性连续生产,提高整体效率。
43.3、通过上料装置、步进电机、凸轮分割器和下料装置之间的协同工作,保证每个工位上的生产工时相同,精确把控生产节拍,保障生产速率。
44.4、通过专用夹具将拼装好的u型抱箍和平头销钉送入焊机,不但极大地降低了此工序的人工工时,而且避免了操作员手动操作的潜在危险,且安全系数高。
45.5、平头销钉采用旋转式送料机构上料,使其运动状态由水平变为竖直,利用重力滑落至专用夹具内,减轻了工作负荷,自动化程度得到提高。
附图说明
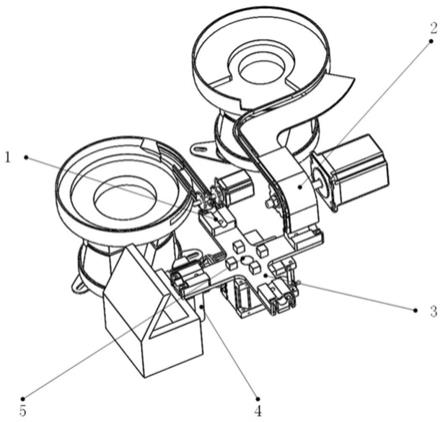
46.图1是本发明中的自动化装备总装结构示意图;
47.图2是本发明装备中的工位分布图;
48.图3是u型抱箍上料装置的结构示意图;
49.图4是平头销钉上料装置的结构示意图;
50.图5是下料装置的结构示意图;
51.图6是四工位回转工作台的结构示意图;
52.图7是本发明方法的流程图;
53.图8是平头销钉的运动状态变换示意图;
54.图9是u型抱箍和平头销钉的拼装示意图;
55.图10是下料机构的下料示意图;
56.图11是u型抱箍的姿态调整示意图。
具体实施方式
57.下面结合附图和具体实施例,进一步阐明本发明,应理解这些实施例仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
58.如图1所示,本发明提供一种用于u型抱箍与平头销钉焊接的自动化装备,包括上料装置、工件下料装置4和四工位回转工作台5;其中,
59.上料装置包括u型抱箍上料装置1和平头销钉上料装置2,u型抱箍上料装置1和平头销钉上料装置2分别用于u型抱箍和平头销钉的分拣和输料;
60.工件下料装置4用于收集完成焊接后的u型抱箍和平头销钉;
61.四工位回转工作台5的四侧分别设置有四个工位,如图2所示,分别为按照顺时针排列的u型抱箍上料工位、平头销钉上料工位、工件焊接工位和工件下料工位,u型抱箍上料装置1、平头销钉上料装置2和工件下料装置4分别设置于u型抱箍上料工位、平头销钉上料工位和工件下料工位处,焊机设置于工件焊接工位处。
62.如图3所示,u型抱箍上料装置1主要包括第一振动盘1
‑
1、u型抱箍分拣机构1
‑
2、u型抱箍定向机构1
‑
3和旋转式棘轮送料机构1
‑
4,u型抱箍分拣机构1
‑
2安装于第一振动盘1
‑
1出料口前端,u型抱箍定向机构1
‑
3与第一振动盘1
‑
1的出料口相连,旋转式棘轮送料机构1
‑
4与u型抱箍定向机构1
‑
3的出口相连。旋转式棘轮送料机构1
‑
4包括棘轮、第一转轴和第一步进电机,转轴设置于步进电机上,棘轮设置于第一转轴上。
63.如图4和图8所示,平头销钉上料装置2包括第二振动盘2
‑
1、平头销钉分拣机构2
‑
2、平头销钉定向机构2
‑
3、输送料道2
‑
4和旋转式圆盘送料机构2
‑
5,平头销钉分拣机构2
‑
2安装于第二振动盘2
‑
1出料口前端,平头销钉定向机构2
‑
3与第二振动盘2
‑
1的出料口相连,输送料道2
‑
4与平头销钉定向机构2
‑
3的出口相连,旋转式圆盘送料机构2
‑
5安装于平头销钉定向机构2
‑
3的出口处。旋转式圆盘送料机构2
‑
5包括旋转圆盘2
‑5‑
1、第二转轴2
‑5‑
2和第二步进电机2
‑5‑
3,第二转轴2
‑5‑
2设置于第二步进电机2
‑5‑
3上,旋转圆盘2
‑5‑
1设置于第二转轴2
‑5‑
2上;输送料道2
‑
4包括夹板2
‑4‑
1和挡条2
‑4‑
2,夹板2
‑4‑
1和挡条2
‑4‑
2形成料道,料道设置于平头销钉定向机构2
‑
3的出口处。
64.如图5所示,工件下料装置4包括下料箱4
‑
1和下料推杆4
‑
2,这里需要说明的是,下料推杆4
‑
2位于电动推杆装置上,电动推杆装置由驱动电机、减速齿轮、螺杆、螺母、导套、推杆、滑座、弹簧、外壳及控制开关等组成,下料推杆4
‑
2用于将完成焊接的u型抱箍和平头销钉推入下料箱4
‑
1。
65.如图6所示,四工位回转工作台5包括凸轮分割器5
‑
3、安装在凸轮分割器5
‑
3上的分度盘5
‑
2和分别安装于分度盘5
‑
2的四个工位上的四个专用夹具5
‑
1,凸轮分割器5
‑
3用于驱动分度盘5
‑
2转动实现工位切换,本实施例中专用夹具5
‑
1采用电磁吸附技术,由于u型抱箍和平头销钉均为磁性材料,所以专用夹具能够采用电磁吸附对工件进行吸附夹持,专用夹具5
‑
1上分别设置有抱箍槽5
‑1‑
1和平头销槽5
‑1‑
2,抱箍槽5
‑1‑
1和平头销槽5
‑1‑
2分别用于夹持住u型抱箍和平头销钉,实现u型抱箍和平头销钉的自动装配。
66.本实施例中将上述自动化装备应用于u型抱箍100和平头销钉101的焊接工艺中,
如图7~图11所示,其具体的流程如下:
67.s1:u型抱箍分拣:
68.设备开始工作时,将u型抱箍100、平头销钉101分别倒入第一振动盘1
‑
1、第二振动盘2
‑
1内,第一振动盘1
‑
1先启动,在第一振动盘1
‑
1不断振动的作用下,第一振动盘1
‑
1内的u型抱箍100送到了u型抱箍分拣机构1
‑
2处,由于u型抱箍分拣机构1
‑
2的特定结构,使得u型抱箍分拣机构1
‑
2能够对u型抱箍100的姿态进行调整,并将姿态存在问题的u型抱箍送回第一振动盘1
‑
1内;
69.如图11所示,u型抱箍100需要进行两次分拣。第一次分拣,根据u型抱箍100的横向尺寸与纵向尺寸存在较大的差异,将姿态如a所示的u型抱箍剔除,第一次分拣后的u型抱箍100,大致剩下如b1、b2、b3所示的三种姿态。第二次分拣,当剩余的u型抱箍通过u型抱箍分拣机构1
‑
2的分拣楔块1
‑2‑
1时,分拣楔块1
‑2‑
1会将u型抱箍姿态调整至如c所示。
70.s2:u型抱箍上料:
71.只有经过分拣楔块1
‑2‑
1统一姿态后的u型抱箍100才能进入到u型抱箍定向机构1
‑
3内,u型抱箍100在到达u型抱箍定向机构1
‑
3的出料口后,旋转式棘轮送料机构1
‑
4开始工作,棘轮转动,带动u型抱箍100进入到分度盘5
‑
2上的专用夹具5
‑
1,专用夹具5
‑
1的电磁功能为开启状态,u型抱箍100被自动吸附卡配在专用夹具5
‑
1的抱箍槽5
‑1‑
1内,同时将正在上料的u型抱箍100与后续待上料的u型抱箍分离开来;
72.s3:四工位回转工作台工位变换:
73.u型抱箍100夹持在抱箍槽5
‑1‑
1内后,四工位回转工作台5开始工作,通过凸轮分割器5
‑
3驱动分度盘5
‑
2顺时针转动90度,使得吸附有u型抱箍100的专用夹具5
‑
1转动停留至平头销钉上料工位,u型抱箍100转动到平头销钉上料装置2的送料位置处;
74.s4:平头销钉分拣:
75.第二振动盘2
‑
1开始工作,第二振动盘2
‑
1不断振动,将平头销钉送到平头销钉分拣机构2
‑
2处,由于平头销钉分拣机构2
‑
2的特定结构,平头销钉分拣机构2
‑
2能够对平头销钉的姿态进行调整,并将姿态存在问题的平头销钉,送回第二振动盘2
‑
1内,只有统一姿态的平头销钉才会通过平头销钉分拣机构2
‑
2进入到平头销钉定向机构2
‑
3,且将平头销钉以统一的姿态送入输送料道2
‑
4;
76.s5:平头销钉上料:
77.平头销钉进入输送料道2
‑
4后,限位在夹板2
‑4‑
1和挡条2
‑4‑
2之间,安装在输送料道2
‑
4中段的旋转式圆盘送料机构2
‑
5开始工作,旋转圆盘2
‑5‑
1转动,使平头销钉101由水平运动变为竖直运动,结合图8所示,平头销钉101从位置a首先移动至位置b处,然后依靠自重掉落至位置c处,最后掉落至专用夹具5
‑
1上,如图9所示,掉落的平头销钉101在电磁吸附作用下,被夹持在平头销槽5
‑1‑
2上,也就和之前吸附上去的u型抱箍100自动完成了拼装,也就是说,专用夹具5
‑
1从上一状态d变为了完成拼装的状态e,同时将正在上料的平头销钉与后续待上料的平头销钉分离开来;
78.s6:四工位回转工作台工位变换:
79.完成u型抱箍100和平头销钉101的拼装后,四工位回转工作台5开始工作,通过凸轮分割器5
‑
3驱动分度盘5
‑
2顺时针转动90度,使得吸附有拼装好的u型抱箍100和平头销钉101的专用夹具5
‑
1转动停留至工件焊接工位;
80.s7:焊接:
81.焊机对u型抱箍100和平头销钉101拼装而成的工件进行点焊;
82.s8:四工位回转工作台工位变换:
83.焊接完成后,四工位回转工作台5开始工作,通过凸轮分割器5
‑
3驱动分度盘5
‑
2顺时针转动90度,使得吸附有焊接好的工件的专用夹具5
‑
1转动停留在工件下料工位;
84.s9:下料:
85.通过断电关闭专用夹具5
‑
1的电磁功能,专用夹具5
‑
1停止了对工件的吸附,通过下料推杆4
‑
2将工件从专用夹具5
‑
1内推出,工件掉落至下料箱4
‑
1内。
86.如图10所示,下料推杆4
‑
2包括推杆头4
‑2‑
1和伸缩缸4
‑2‑
2,当回转工作台转到下料工位时,下料装置开始工作。下料推杆4
‑2‑
1从伸缩缸4
‑2‑
2中伸出,将装配好的u型抱箍100和平头销钉101从专用夹具上推出,完成下料。
87.需要说明的是,上述焊接工艺中,u型抱箍上料工位、平头销钉上料工位、工件焊接工位和工件下料工位的操作能够同时进行,能够实现柔性连续生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1