一种散热器的扇叶定位工装的制作方法
[0001]
本发明涉及一种散热器的扇叶定位工装。
背景技术:
[0002]
散热风扇一般是指用于cpu、显卡等主板设备散热的风扇,其中一些散热风扇还设有散热片,其实主要目的是将热量传导出来并吹到附近的空气中去,达到降温的效果。上述此类散热风扇还广泛地应用于机柜、电控柜等金属柜门中,其一般不需要散热片结构。目前现行的金属扇体在生产时,需要将扇叶焊接到中心轴上,通常采用人工逐个定位焊接的方式,其定位精度低,焊接效果差,对产品具有较大的影响,且效率低,无法满足生产要求。
技术实现要素:
[0003]
针对上述问题,本发明提供了一种散热器的扇叶定位工装,从而有效解决了背景技术中指出的问题。
[0004]
本发明采用的技术方案是:
[0005]
一种散热器的扇叶定位工装,包括水平放置的环形安装座,以及呈圆周均布固定在环形安装座内侧的多个扇叶定位座,所述扇叶定位座的表面开设有与扇叶的加强筋相匹配的定位槽。
[0006]
通过扇叶定位座表面的定位槽对扇叶进行定位,从而便于扇叶的焊接。
[0007]
作为优选,所述环形安装座在朝向每个扇叶定位座的内侧开设有转动槽,所述的转动槽内匹配设有转动压紧杆,所述转动压紧杆的上端伸出到转动槽上方、下端在转动槽内与转动槽转动连接,且所述的转动压紧杆的压紧力朝向环形安装座内侧的扇叶定位座。
[0008]
通过转动压紧杆将扇叶向内压紧,使得扇叶与固定在中心的中心轴紧密连接,提高焊接后的强度。
[0009]
作为优选,所述环形安装座的中心设有中心轴固定座安装台,所述的中心轴固定座安装台的外周通过多个横杆与环形安装座相固定,多个所述的横杆呈圆周均布。
[0010]
中心轴固定座安装台用于中心轴固定座的安装,而中心轴固定座则用于中心轴的定位固定,与扇叶的位置相匹配。
[0011]
作为优选,所述环形安装座的底部设有定位底座,所述的定位底座上固定有至少3个呈圆周均布的l型定位架。
[0012]
通过l型定位架对环形安装座进行定位固定。
[0013]
作为优选,所述的定位底座上开设有多个安装孔。
[0014]
通过安装孔将定位底座安装在焊接设备的工位上。
[0015]
本发明通过扇叶定位座表面的定位槽对扇叶进行定位,从而便于扇叶的焊接,并通过定位底座固定在焊接设备的焊接工位上,实现自动化焊接,大大提高了效率。
附图说明
[0016]
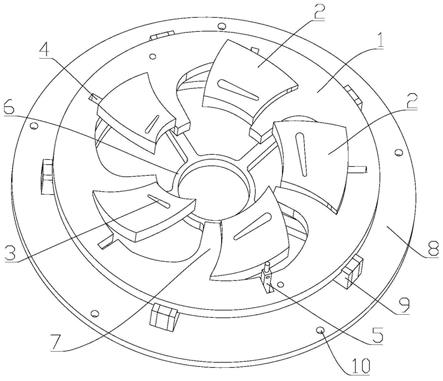
图1为本发明的结构示意图。
具体实施方式
[0017]
下面通过具体的实施例并结合附图对本发明做进一步的详细描述。
[0018]
实施例1
[0019]
如图1所示,一种散热器的扇叶定位工装,包括水平放置的环形安装座1,以及呈圆周均布固定在环形安装座1内侧的多个扇叶定位座2,所述扇叶定位座2的表面开设有与扇叶的加强筋相匹配的定位槽3。
[0020]
所述环形安装座1在朝向每个扇叶定位座2的内侧开设有转动槽4,所述的转动槽4内匹配设有转动压紧杆5,所述转动压紧杆5的上端伸出到转动槽4上方、下端在转动槽4内与转动槽4转动连接,且所述的转动压紧杆5的压紧力朝向环形安装座1内侧的扇叶定位座2。
[0021]
所述环形安装座1的中心设有中心轴固定座安装台6,所述的中心轴固定座安装台6的外周通过多个横杆7与环形安装座1相固定,多个所述的横杆7呈圆周均布。
[0022]
所述环形安装座1的底部设有定位底座8,所述的定位底座8上固定有至少3个呈圆周均布的l型定位架9。
[0023]
所述的定位底座8上开设有多个安装孔10。
[0024]
本发明的工作原理:
[0025]
定位底座8通过螺栓直接固定在焊接设备的焊接工位上,环形安装座1则直接安装在l型定位架9上,在进行扇叶定位前,首先将中心轴固定于安装在中心轴固定座安装台6上的中心轴固定座上,然后再进行扇叶定位,具体为:将扇叶放置在扇叶定位座2上,扇叶上的加强筋匹配置于定位槽3中,转动槽4内的转动压紧杆5从外侧将扇叶向中心轴压紧,这样就完成了扇叶的定位夹紧,在实际使用时,为了提高中心轴和扇叶的固定强度,均通过气缸对中心轴和扇叶进行压紧。
[0026]
最后,需要注意的是,以上列举的仅是本发明的具体实施方式。显然,本发明不限于以上实施方式,还可以有很多变形。本领域的普通技术人员能从本发明公开的内容中直接导出或联想到的所有变形,均应认为是本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1