一种车底式加热炉出炉板坯全长温度均匀性的控制方法与流程
1.本发明属于中厚板轧制生产线的自动控制领域,具体涉及一种车底式加热炉出炉板坯全长温度均匀性的控制方法。
背景技术:
2.目前有的中厚板轧制生产线配置有车底式加热炉,用作大型件、异型件、重型件加热,车底式加热炉是周期性操作的间歇式加热炉,燃烧系统为上下加热、多个烧嘴、多段控制(前后、上下、左右)。车底式炉通常不配置二级控制系统,没有钢板温度热跟踪功能。车底式加热炉常用来加热重型特厚的钢坯,比如特厚的电渣重熔锭,炉温升温曲线通常预先在仪表控制系统中设定,炉温自动调节采用双交叉限幅控制。而对于车底式加热炉的钢坯出炉温度,特别是车底式炉钢坯出炉温度的全长温度均匀性,对后工序的轧机轧制尺寸控制、轧后冷却温度均匀性控制、缓冷工艺给定、合金钢种防开裂措施自动化等控制过程,非常重要。
3.车底式炉的加热控制过程,包括在车间生产管理mes系统中给定加热板坯的升温曲线编号,该编号在仪表自动化dcs系统中被解释为一组时间~温度的曲线,当板坯入炉后,dcs系统依据已在炉时间从升温曲线中得到对应的温度设定值,该温度设定值是自动燃烧控制回路中温度调节器的输入值,做为控制目标,指导炉温自动调节。车底式炉按照炉型可以把炉膛左右方向把烧嘴分段组进行独立的自动燃烧控制,这些独立的燃烧控制回路的具体控制参数可以分别优化,但通常采用相同的目标温度,即来自于事先存储的升温曲线数据。车底式炉通常不具备基于出炉板坯温度测量反馈的温度自适应控制功能,不具备自适应控制的原因即后述的高温钢坯测量困难。
4.车底式加热炉钢坯的出炉过程为,炉门打开,车间吊车把钢坯夹起吊运至除鳞箱后辊道上,除鳞后,开始粗轧机轧制。加热炉出炉温度在1100℃-1200℃左右,此时的高温钢坯的温度测量极为困难。
5.使用常规的比色高温计仪表,在中厚板生产线上准确测量出炉板坯的温度,难点有三点。一是,板坯出炉后,覆有一层厚厚的肉眼可见的黑褐色的裂开的氧化铁皮,行业中通常称为一次氧化铁皮,此时如果使用高温计,测量到的是一次氧化铁皮的近似温度,而不是板坯的温度。二是,板坯出炉后,被运送至除鳞箱,该装置高速喷射板坯表面,可以吹扫掉一次氧化铁皮,但当板坯离开除鳞箱后,高温的板坯很快会再次附上一层较薄的氧化铁皮(二次氧化铁皮),严重影响测温精度,并且在板坯被除鳞后,由于受到除鳞水的影响,板坯厚度方向的温度分布变化剧烈,板坯表面温度先急剧降温再快速回升,所以即使配置有高温计,此时的测量温度也很难代表板坯的整体温度水平。三是,由于除鳞箱的存在,加热炉出炉辊道到粗轧机之间的区域,水汽弥漫,氧化铁皮飞溅,测量环境恶劣。
6.车底式加热炉自动烧钢的钢坯全长温度均匀性可作为烧钢效果的一个评价指标,通常通过真实稳定可靠的测量粗轧机区域的高温钢坯温度反应钢坯全长温度的均匀性状况。而如何真实稳定可靠的测量出炉后的高温钢坯,现有技术中有的采用非接触式测温仪
建立测量,但是由于受到钢板表面氧化铁皮和高温、高湿气环境的干扰,测量结果非常不可靠。现有技术中也有通过接触式测温仪建立测量,接触式测温仪的优点在于克服了测量环境对非接触式测温仪测量精度影响,缺点在于一是高温、高湿气环境中的仪表维护保养难度大,二是接触式测温会降低板坯输运速度,降低生产效率。同时现有技术还存在如下问题:加热控制状态为开环运行,缺少能够提高钢坯全长温度均匀性的自适应控制技术方案;车底式加热炉的钢坯出炉温度的全长温度均匀性缺乏可靠、实用的测量方案。
7.申请号为:201621470492.1的实用新型申请,公开了“一种用于测量金属锭的温度的装置”,包括固定支架;自动伸缩模块,所述自动伸缩模块安装在所述固定支架上并且所述自动伸缩模块能够在第一位置与第二位置之间移动;以及温度测量模块,所述温度测量模块被设置在所述自动伸缩模块的一端,并且其中当所述自动伸缩模块位于第一位置时所述温度测量模块接触被测金属锭;当所述自动伸缩模块位于第二位置时所述温度测量模块与被测金属锭隔开。
8.申请号为:200710020599.5的发明申请,公开了“一种铸锭加热炉测铝锭温度的热电偶装置”,包含四根热电偶偶丝,其材质两根为镍铬、另两根为镍硅,每根镍铬偶丝与一根镍硅偶丝构成一组热电偶,所有热电偶偶丝均置于一个耐热钢套管之内,套管与气缸连接,在气缸的驱动下沿导套滑动。每根热电偶偶丝的下端均设有弹簧,偶丝的高度由弹簧调节,在弹簧弹力的作用下,偶丝与被测铝扁锭的下表面实现“软着陆”式接触测量。当需要测温时,气缸带动热电偶组件上升并与炉内铝扁锭的下表面接触,接触到金属以后两种不同材质的偶丝导通,形成一个闭路,产生温度测量信号。
技术实现要素:
9.为解决以上问题,本发明提供了一种非接触式测温闭环运行的车底式加热炉出炉板坯全长温度均匀性的控制方法,其技术方案具体如下:
10.一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
11.所述控制方法通过如下步骤建立:
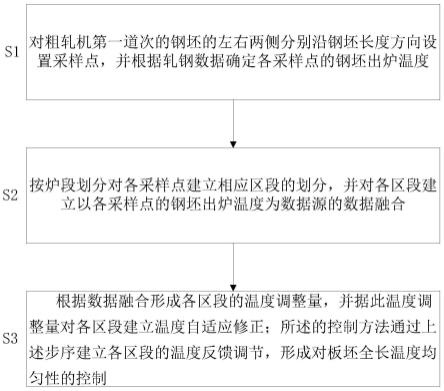
12.s1:对粗轧机第一道次的钢坯的左右两侧分别沿钢坯长度方向设置采样点,并根据轧钢数据确定各采样点的钢坯出炉温度;
13.s2:按炉段划分对各采样点建立相应区段的划分,并对各区段建立以各采样点的钢坯出炉温度为数据源的数据融合;
14.s3:根据数据融合形成各区段的温度调整量,并据此温度调整量对各区段建立温度自适应修正;
15.所述的控制方法通过上述步序建立各区段的温度反馈调节,形成对板坯全长温度均匀性的控制。
16.根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
17.步骤s1中所述的根据轧钢数据确定各采样点的钢坯温度,通过下列三式联立反算求解tc确定:
[0018][0019][0020]
ta=tc+δtc,
[0021]
其中,
[0022]
ta:钢板温度,单位:℃;
[0023]
f:轧制力,单位:n;
[0024]
w:轧件宽度,单位:m;
[0025]
lc:轧件轧辊接触弧长,单位:m;
[0026]
hc:轧件平均厚度,单位:m;
[0027]
k1、k2:与钢种有关的模型参数;
[0028]
ε:变形率;
[0029]
变形速率,1/s;
[0030]
c1:辐射模型参数;
[0031]
δτ:从板坯出炉到开始轧制的时间,单位:s;
[0032]
h:板坯厚度,单位:m;
[0033]
δtc:从板坯出炉到开始轧制的板坯温降,单位:℃;
[0034]
tc:板坯出炉温度,单位:℃。
[0035]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0036]
步骤s2中所述的以各采样点的钢坯出炉温度为数据源的数据融合,具体包括如下步骤:
[0037]
s21:统计各区段内的采样点的相应钢坯出炉温度的中位值;
[0038]
s22:基于每个钢坯中位值的平均值与各区段中位值的差,形成各个钢坯各区段的偏差量;
[0039]
s23:根据各个钢坯各区段的偏差量建立由二级递进式的第一次历史数据与当前数据融合及第二次历史数据与当前数据融合构成的数据融合结构。
[0040]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0041]
步骤s23中所述的第一次历史数据与当前数据融合,具体包括如下步骤:
[0042]
s23a1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的偏差量进行均值确定;
[0043]
s23a2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0044]
s23a3:对根据步骤s23a1确定的均值与步骤s23a2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差
量。
[0045]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0046]
步骤s23中所述的第二次历史数据与当前数据融合,具体包括如下步骤:
[0047]
s23b1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的偏差量进行均值确定;
[0048]
s23b2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0049]
s23b3:对根据步骤s23b1确定的均值与步骤s23b2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量;
[0050]
s23b4:根据步骤s22确定当前第一个钢坯轧制道次的钢坯各区段的偏差量;
[0051]
s23b5:对根据步骤s23b3确定的基于生产历史数据的钢坯出炉温度各段统计偏差量与步骤s23b4确定的当前第一个钢坯轧制道次的钢坯各区段的偏差量进行加权求和,完成第二次历史数据与当前数据融合,形成各区段的温度调整量。
[0052]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0053]
步骤s21还包括:统计各区段内的采样点的相应钢坯出炉温度的标准差;
[0054]
步骤s23中所述的第二次历史数据与当前数据融合,据此具体包括如下步骤:
[0055]
s23c1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的出炉温度的标准差进行排序,对排位在设定区间的钢坯各区段的偏差量进行均值确定;
[0056]
s23c2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0057]
s23c3:对根据步骤s23c1确定的均值与步骤s23c2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量。
[0058]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0059]
步骤s21还包括:统计各区段内的采样点的相应钢坯出炉温度的标准差;
[0060]
步骤s23中所述的第二次历史数据与当前数据融合,具体包括如下步骤:
[0061]
s23d1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的出炉温度的标准差进行排序,对排位在设定区间的钢坯各区段的偏差量进行均值确定;
[0062]
s23d2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0063]
s23d3:对根据步骤s23d1确定的均值与步骤s23d2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量;
[0064]
s23d4:根据步骤s22确定当前第一个钢坯轧制道次的钢坯各区段的偏差量;
[0065]
s23d5:对根据步骤s23d3确定的基于生产历史数据的钢坯出炉温度各段统计偏差量与步骤s23d4确定的当前第一个钢坯轧制道次的钢坯各区段的偏差量进行加权求和,完成第二次历史数据与当前数据融合,形成各区段的温度调整量。
[0066]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在
于:
[0067]
以加热炉的升温曲线号表征炉段及各区段。
[0068]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0069]
步骤s23c1中的设定区间为[30%,70%]。
[0070]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0071]
各区段的温度调整量通过下式确定:
[0072]
δk[i]=a2
×
δki[i]+(1-a2)
×
δkcn[i]
[0073]
其中,
[0074]
δk[i]:各区段的温度调整量,单位:℃;
[0075]
a2:计算参数;
[0076]
δki[i]:当前第一个钢坯轧制道次的钢坯各区段的偏差量,单位:℃;
[0077]
δkcn[i]:基于生产历史数据的钢坯出炉温度各段统计偏差量,单位:℃。
[0078]
根据本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,其特征在于:
[0079]
基于生产历史数据的钢坯出炉温度各段统计偏差量通过下式确定:
[0080]
δkcn[i]=a1
×
δkcn_long[i]+(1-a1)
×
δkcn_partner[i]
[0081]
其中,
[0082]
δkcn[i]:基于生产历史数据的钢坯出炉温度各段统计偏差量,单位:℃;
[0083]
a1:计算参数;
[0084]
δkcn_long[i]:排位在设定区间的钢坯各区段的偏差量的均值,单位:℃;
[0085]
δkcn_partner[i]:当前加热周期的同炉的所有出炉钢坯各区段的偏差量的均值,单位:℃。
[0086]
本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,以不通过接触式测温仪的方式,根据现有轧制数据、通过反算间接得到钢坯的出炉温度,并对得到的钢坯出炉温度、根据数据融合思想建立自适应修正的数值运算结构,得到自适应修正反馈调整值;可清楚地表征出车底式炉出炉钢板的全长温度均匀程度,利用该自动测量数据建立起的车底式炉钢坯全长温度均匀性闭环控制系统,可减少车底式炉中厚板出炉温度头尾温差。
[0087]
综述,通过本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,可从除鳞箱到粗轧机前后辊道的恶劣环境中可靠、稳定、准确的测量出车底式加热炉钢坯温度的全长均匀性情况,建立车底式炉加热炉温控制的自适应控制回路,提高车底式炉的加热质量。其适应面广,且使用方便,充分利用现有装备,仅需要增加少量炉温分段控制改造投资,适合中厚板轧机生产线上的轧线、车底式加热炉,具有广阔的技术推广前景。
附图说明
[0088]
图1为本发明的控制步序示意图;
[0089]
图2为本发明中以各采样点的钢坯出炉温度为数据源的数据融合的步序示意图;
[0090]
图3为本发明中的第一次历史数据与当前数据融合的步序示意图;
[0091]
图4为本发明中的第二次历史数据与当前数据融合的步序示意图;
[0092]
图5为本发明中的基于各区段的采样点的相应钢坯出炉温度的标准差的第一次历史数据与当前数据融合的步序示意图;
[0093]
图6本发明中的基于各区段的采样点的相应钢坯出炉温度的标准差的第二次历史数据与当前数据融合的步序示意图;
[0094]
图7本发明工作原理部分的步序示意图;
[0095]
图8本发明实施例中的轧制力曲线示意图。
具体实施方式
[0096]
下面,根据说明书附图和具体实施方式对本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法作进一步具体说明。
[0097]
如图1所示的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,
[0098]
相应控制方法通过如下步骤建立:
[0099]
s1:对粗轧机第一道次的钢坯的左右两侧分别沿钢坯长度方向设置采样点,并根据轧钢数据确定各采样点的钢坯出炉温度;
[0100]
s2:按炉段划分对各采样点建立相应区段的划分,并对各区段建立以各采样点的钢坯出炉温度为数据源的数据融合;
[0101]
s3:根据数据融合形成各区段的温度调整量,并据此温度调整量对各区段建立温度自适应修正;
[0102]
所述的控制方法通过上述步序建立各区段的温度反馈调节,形成对板坯全长温度均匀性的控制。
[0103]
其中,
[0104]
步骤s1中所述的根据轧钢数据确定各采样点的钢坯温度,通过下列三式联立反算求解tc确定:
[0105][0106][0107]
ta=tc+δtc,
[0108]
其中,
[0109]
ta:钢板温度,单位:℃;
[0110]
f:轧制力,单位:n;
[0111]
w:轧件宽度,单位:m;
[0112]
lc:轧件轧辊接触弧长,单位:m;
[0113]
hc:轧件平均厚度,单位:m;
[0114]
k1、k2:与钢种有关的模型参数;
[0115]
ε:变形率,为无量纲;
[0116]
变形速率,单位:1/s;
[0117]
c1:辐射模型参数;
[0118]
δτ:从板坯出炉到开始轧制的时间,单位:s;
[0119]
h:板坯厚度,单位:m;
[0120]
δtc:从板坯出炉到开始轧制的板坯温降,单位:℃;
[0121]
tc:板坯出炉温度,单位:℃。
[0122]
其中,
[0123]
步骤s2中所述的以各采样点的钢坯出炉温度为数据源的数据融合,具体包括如下步骤,如图2所示:
[0124]
s21:统计各区段内的采样点的相应钢坯出炉温度的中位值;
[0125]
s22:基于每个钢坯中位值的平均值与各区段中位值的差,形成各个钢坯各区段的偏差量;
[0126]
s23:根据各个钢坯各区段的偏差量建立由二级递进式的第一次历史数据与当前数据融合及第二次历史数据与当前数据融合构成的数据融合结构。
[0127]
其中,
[0128]
步骤s23中所述的第一次历史数据与当前数据融合,具体包括如下步骤,如图3所示:
[0129]
s23a1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的偏差量进行均值确定;
[0130]
s23a2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0131]
s23a3:对根据步骤s23a1确定的均值与步骤s23a2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量。
[0132]
其中,
[0133]
步骤s23中所述的第二次历史数据与当前数据融合,具体包括如下步骤,如图4所示:
[0134]
s23b1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的偏差量进行均值确定;
[0135]
s23b2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0136]
s23b3:对根据步骤s23b1确定的均值与步骤s23b2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量;
[0137]
s23b4:根据步骤s22确定当前第一个钢坯轧制道次的钢坯各区段的偏差量;
[0138]
s23b5:对根据步骤s23b3确定的基于生产历史数据的钢坯出炉温度各段统计偏差量与步骤s23b4确定的当前第一个钢坯轧制道次的钢坯各区段的偏差量进行加权求和,完成第二次历史数据与当前数据融合,形成各区段的温度调整量。
[0139]
其中,
[0140]
步骤s21还包括:统计各区段内的采样点的相应钢坯出炉温度的标准差;
[0141]
步骤s23中所述的第二次历史数据与当前数据融合,据此具体包括如下步骤,如图5所示:
[0142]
s23c1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的出炉温度的标准差进行排序,对排位在设定区间的钢坯各区段的偏差量进行均值确定;
[0143]
s23c2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0144]
s23c3:对根据步骤s23c1确定的均值与步骤s23c2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量。
[0145]
其中,
[0146]
步骤s21还包括:统计各区段内的采样点的相应钢坯出炉温度的标准差;
[0147]
步骤s23中所述的第二次历史数据与当前数据融合,具体包括如下步骤,如图6所示:
[0148]
s23d1:以加热炉年修为统计周期,对周期内的所有钢坯各区段的出炉温度的标准差进行排序,对排位在设定区间的钢坯各区段的偏差量进行均值确定;
[0149]
s23d2:对当前加热周期的同炉的所有出炉钢坯进行各区段的偏差量的均值确定;
[0150]
s23d3:对根据步骤s23d1确定的均值与步骤s23d2确定的均值进行加权求和,完成第一次历史数据与当前数据融合,形成基于生产历史数据的钢坯出炉温度各段统计偏差量;
[0151]
s23d4:根据步骤s22确定当前第一个钢坯轧制道次的钢坯各区段的偏差量;
[0152]
s23d5:对根据步骤s23d3确定的基于生产历史数据的钢坯出炉温度各段统计偏差量与步骤s23d4确定的当前第一个钢坯轧制道次的钢坯各区段的偏差量进行加权求和,完成第二次历史数据与当前数据融合,形成各区段的温度调整量。
[0153]
其中,
[0154]
以加热炉的升温曲线号表征炉段及各区段。
[0155]
其中,
[0156]
步骤s23c1中的设定区间为[30%,70%]。
[0157]
其中,
[0158]
各区段的温度调整量通过下式确定:
[0159]
δk[i]=a2
×
δki[i]+(1-a2)
×
δkcn[i]
[0160]
其中,
[0161]
δk[i]:各区段的温度调整量,单位:℃;
[0162]
a2:计算参数;
[0163]
δki[i]:当前第一个钢坯轧制道次的钢坯各区段的偏差量,单位:℃;
[0164]
δkcn[i]:基于生产历史数据的钢坯出炉温度各段统计偏差量,单位:℃。
[0165]
其中,
[0166]
基于生产历史数据的钢坯出炉温度各段统计偏差量通过下式确定:
[0167]
δkcn[i]=a1
×
δkcn_long[i]+(1-a1)
×
δkcn_partner[i]
[0168]
其中,
[0169]
δkcn[i]:基于生产历史数据的钢坯出炉温度各段统计偏差量,单位:℃;
[0170]
a1:计算参数;
[0171]
δkcn_long[i]:排位在设定区间的钢坯各区段的偏差量的均值,单位:℃;
[0172]
δkcn_partner[i]:当前加热周期的同炉的所有出炉钢坯各区段的偏差量的均值,单位:℃。
[0173]
工作原理及过程
[0174]
按照车底式炉炉膛左右方向把烧嘴划分为若干段,每段建立独立的炉温自动调节控制回路,每个独立炉温自动调节控制回路的炉温控制目标有两部分组成,即
[0175]
炉温控制目标=常规的预定升温曲线目标+炉温自适应控制调整量
[0176]
比如把车底式炉炉膛从左至右的烧嘴划分为左、中、右三段,分别建立左段炉温自动调节回路、中段炉温自动调节回路、右段炉温自动调节回路。每个炉温自动调节回路采用常用的双交叉限幅控制即可,控制回路中的炉温自动调节器输入设定温度、炉气测量温度,输出燃料目标流量。其中的炉温自动调节器输入设定温度是这个控制回路的炉温控制目标,炉温控制目标是两部分之和,即:是常规的预定升温曲线目标与炉温自适应控制调整量之和。
[0177]
其中常规的预定升温曲线目标是在板坯入炉前,车间级生产管理mes系统把指定的车底式炉升温曲线号发送给仪表自动化系统,仪表自动化根据在炉时间从对应静态数据表中查得对应的炉温目标。而炉温自适应控制调整量由如下步骤得到,参照图7。
[0178]
1)在轧机l2计算机中新增车底式炉出炉温度观测器及对应数据库。当板坯出炉后,mes系统发送给新增模块若干信息,这些信息包括钢坯在车底式炉的升温曲线号heatno等。
[0179]
2)当钢板在粗轧机轧制后,轧线l2发送多个采样点的轧制过程信息给新增模块,这些信息包括轧机测量轧制力、轧机辊缝、钢板宽度、钢板轧制入口厚度、钢板轧制出口厚度、轧制速度等,用于每个采样的间接测量钢板温度tc。
[0180]
新模块中的钢板温度tc的间接测量方法,利用常见的轧制力(图8所示为轧制力曲线示意图)计算方法即可反算出钢板温度;比如,可采用对如下公式进行联立反算求解的方式进行:先通过
[0181]
f=1.15wlcq
p
σ
[0182][0183][0184]
得出:
[0185][0186]
,而后采用温降计算方法,通过如下两式与上式的联立、反算出对应的板坯出炉温度tc:公式:
[0187][0188]
ta=tc+δtc[0189]
上述公式中,f是测量轧制力,w是轧件宽度,lc是轧件轧辊接触弧长,hc是轧件平均厚度,k1和k2是钢种有关的模型参数,ε是变形率,是变形速率。以上这些参数的数值都包括在轧线l2计算机提供的轧制过程信息中。公式中的σ是材料变形抗力,q
p
是应力状态影响函数,ta就是钢板温度;c1是辐射模型参数,δτ是从板坯出炉到开始轧制的时间,h是板坯厚度。以上这些参数的数值都包括在轧线l2计算机提供的轧制过程信息中。ta是上步已经求的钢板温度,tc是反算的出炉温度,δtc是从板坯出炉到开始轧制的板坯温降;在最后求取tc的过程中,可以看作是关于tc的代数方程,以诸如牛顿迭代法求取。
[0190]
3)对于粗轧机的第1个道次,计算多个采用点的tc的统计标准差σa。
[0191]
4)由于炉温控制系统已经按炉膛左右方向(对应钢坯长度方向)划分了若干段,分布独立进行炉温自动调节,按照炉膛划分方式,同样对钢坯按长度方向划分为对应的若干段。对每个段计算所属采样点的统计中位值tki[i];
[0192]
5)计算基于当前轧制数据的各段偏差量δki[i],即(各段中位值的平均值-该段中位值)
[0193]
钢坯共划分为k段。
[0194]
6)把σa、各段δki[i]、钢坯在车底式炉的升温曲线号heatno保存至数据库;
[0195]
7)计算基于生产历史数据的钢坯出炉温度各段统计偏差量δkcn[i],
[0196]
δkcn[i]=a1
×
δkcn_long[i]+(1-a1)
×
δkcn_partner[i]
[0197]
a1是计算参数,在0~1之间。它们计算方法为在数据集中,以车底式炉的升温曲线号heatno为索引,取出自从车底式加热炉年修以来的所有保存的各钢坯的对应长度段的n个σa,对这n个σa排序,找到排位在30%~70%的各板坯的数据索引,对索引到的板坯的δki(i),求得平均值为δkcn_long[i]。这种做法的原因是车底式加热炉在年修后,由于测温计重新校对安装、炉窑修补等原因,炉况常常发生明显变化,所以以年修为周期统计表达不同加热炉长期运行炉况。而只选择排位在30%~70%的各板坯的数据的原因是,前述的以轧制压力反算温度的计算流程得到的计算结果的精度同样不太高,容易受板坯尺寸信息、钢种等等因素的影响,但在探索中,发现排序中间区段的数据是比较稳定的,所以仅使用所有数据中的30%~70%排位数据。使用升温曲线号heatno为索引,筛选数据是因为不同升温曲线之间的加热时间、加热速率等也不尽相同,这是影响出炉温度均匀性的重要因素,所以以升温曲线号来筛选,获得到加热工况近似的钢坯们的历史数据。δkcn_partner[i]是车底式炉本次加热周期内各钢坯对应全长温度变化的表征,它们计算方法为在数据集中,取出当前这个加热周期同炉的ns个钢坯的每段的δki(i),求得ns条数据记录的各段δki(i)的平均值,为δkcn_partner[i];
[0198]
8)融合基于历史数据的δkcn[i]和基于当前生产过程数据的δki[i],计算最终的当前钢板长度各段温度自适应调整量δk[i]=a2
×
δki[i]+(1-a2)
×
δkcn[i],a2是计算参数,在0~0.8之间。
[0199]
9)输出当前钢板长度各段温度自适应调整量δk[i]到仪表自动化系统的对应各个独立控制回路,做为各段的目标温度调整量参与到此后生产的炉温控制当中。
[0200]
实施例
[0201]
对于有1座车底式加热炉的中厚板产线,钢坯升温曲线号“hp303”。
[0202]
把车底式炉改造为从左至右分为两段,即左段与右段。左段对应钢板长度方向的尾部至中部,右段对应钢板长度方向的中部至头部。
[0203]
轧机l2计算机中新增温度观测器模块及对应数据库。
[0204]
当板坯出炉时,mes系统发送给新增模块若干信息,这些信息包括钢坯在车底式炉的位置号layoutno=“l1”、钢坯在车底式炉的升温曲线号heatno=“hp303”等。
[0205]
当钢板在粗轧机轧制后,轧线l2发送多个采样点的轧制过程信息给新增模块,这些信息包括轧机测量轧制力、轧机辊缝、钢板宽度、钢板轧制入口厚度、钢板轧制出口厚度、轧制速度等,用于每个采样的间接测量钢板温度tai。设采样模式为每200mm采样一次。
[0206]
对于粗轧机第1道次,若钢板长度为2米,可得到10个采样数据组,包括轧制力等生产过程数据和对应钢板长度位置。算出这10个点的温度tc及统计结果如下:
[0207]
采样点tai(℃)110352102131044410515103461027710398103291044101031
ꢀꢀ
标准差8.90
[0208]
得到标准差σa=8.90℃。
[0209]
钢板分为两段,采样点1到5为钢板头部至中部的段,称为第1段;采样点6到10为钢板中部至尾部,称为第2段。
[0210]
第1段的统计中位值tki[1]=1035℃,第2段的统计中位值tki[2]=1032℃。
[0211]
第1段的偏差量δki[1]=(1035+1032)/2-1035=-1.5℃,第2段的偏差量δki[2]=(1035+1032)/2-1032=1.5℃。
[0212]
把σa=8.90℃、第1段的偏差量δki[1]=-1.5℃、第2段的偏差量δki[2]=1.5℃、钢坯在车底式炉的升温曲线号heatno=“hp303”保存至数据库。
[0213]
计算基于生产历史数据的钢坯出炉温度各段统计偏差量δkcn[i],
[0214]
δkcn[i]=a1
×
δkcn_long[i]+(1-a1)
×
δkcn_partner[i]
[0215]
a1是计算参数,在0~1之间,本次取a1=0.5。它们的计算方法为在数据集中,以车底式炉的升温曲线号heatno=“hp303”为索引,取出自从车底式加热炉年修以来的所有保
存的各钢坯的n个σa,设n有100个,对这100个δa排序,得到σa的排位在30%~70%的各板坯的数据记录索引,获得这些记录索引对应的δki[1]、δki[2],求这些记录索引对应的δki[1]的平均值。得到δkcn_long[1]=-6.50℃、同样方法得到δkcn_long[2]=6.5℃。在数据集中,取出当前这个加热周期同炉的各钢坯的ns个板坯的对应δki[1]、δki[2],若已出炉4块,则ns=4,对这4个δki[1]、δki[2]的平均值,为δkcn_partner[1]、δkcn_partner[2]。得到δkcn_partner[1]=-3.26℃、δkcn_partner[2]=3.26℃。
[0216]
那么得到:
[0217]
δkcn[1]=a1
×
δkcn_long[1]+(1-a1)
×
δkcn_partner[1]=0.5
×
(-6.5)+(1-0.5)
×
(-3.26)=-4.88℃
[0218]
δkcn[2]=a1
×
δkcn_long[2]+(1-a1)
×
δkcn_partner[2]=4.88℃
[0219]
融合基于历史数据的δkcn[i]和基于当前生产过程数据的δki[i],计算最终的当前钢板长度各段温度自适应调整量δk[i]。a2是计算参数,取a2=0.5。
[0220]
得到:
[0221]
δk[1]=a2
×
δki[1]+(1-a2)
×
δkcn[1]=0.5
×
(-1.5)+(1-0.5)
×
(-4.88)=-3.19℃。同样方法得到δk[2]=3.19℃。
[0222]
输出当前钢板长度各段温度自适应调整量δk[1]=-3.19℃到仪表自动化系统的炉膛右段炉温调整控制回路。
[0223]
右段炉温自动调节器输入设定温度=常规预定升温曲线目标-3.19℃。
[0224]
输出当前钢板长度各段温度自适应调整量δk[2]=+3.19℃到仪表自动化系统的炉膛左段炉温调整控制回路。
[0225]
左段炉温自动调节器输入设定温度=常规预定升温曲线目标+3.19℃。
[0226]
本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,以不通过接触式测温仪的方式,根据现有轧制数据、通过反算间接得到钢坯的出炉温度,并对得到的钢坯出炉温度、根据数据融合思想建立自适应修正的数值运算结构,得到自适应修正反馈调整值;可清楚地表征出车底式炉出炉钢板的全长温度均匀程度,利用该自动测量数据建立起的车底式炉钢坯全长温度均匀性闭环控制系统,可减少车底式炉中厚板出炉温度头尾温差。
[0227]
综述,通过本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法,可从除鳞箱到粗轧机前后辊道的恶劣环境中可靠、稳定、准确的测量出车底式加热炉钢坯温度的全长均匀性情况,建立车底式炉加热炉温控制的自适应控制回路,提高车底式炉的加热质量。其适应面广且使用方便,充分利用现有装备,仅需要增加少量炉温分段控制改造投资,适合中厚板轧机生产线上的轧线、车底式加热炉,具有广阔的技术推广前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1