一种用于非晶态合金的激光切割设备及其切割方法与流程
1.本发明涉及非晶态合金加工技术领域,具体为一种用于非晶态合金的激光切割设备及其切割方法。
背景技术:
2.非晶态合金作为一种近现代社会出现的新材料,因其出色的结构强度在工业生产以及生活中的应用十分广泛,非晶态合金又称金属玻璃,结合了玻璃以及金属材质的结构优点,解决了传统玻璃易碎的问题,由于其本质是合金的一种,所以在进行加工过程中,也需要使用到激光设备对其进行切割分段操作,虽然现有的同类激光切割设备具备切面平整无毛边的优点,但是在实际使用时依然存在以下问题:非晶态合金在整体加工结束后,一般会呈方形或长条形结构,而为了满足特殊设备以及环境的使用要求,激光切割设备需要将圆柱形的非晶态合金进行分段切片操作,现有的切割设备虽然能够对方形或长条形合金进行稳定切割,但是缺少对于圆柱形合金的限位结构,需要工作人员使用夹具手动从远处对合金材料进行辅助定位,实际使用过程十分麻烦。
技术实现要素:
3.本发明的目的在于提供一种用于非晶态合金的激光切割设备及其切割方法,以解决上述背景技术中提出非晶态合金在整体加工结束后,一般会呈方形或长条形结构,而为了满足特殊设备以及环境的使用要求,激光切割设备需要将圆柱形的非晶态合金进行分段切片操作,现有的切割设备虽然能够对方形或长条形合金进行稳定切割,但是缺少对于圆柱形合金的限位结构,需要工作人员使用夹具手动从远处对合金材料进行辅助定位,实际使用过程十分麻烦的问题。
4.为实现上述目的,本发明提供如下技术方案:一种用于非晶态合金的激光切割设备,包括外壳和激光部件,所述外壳的顶端安装有激光部件,且激光部件的下方设置有安装在外壳顶端的夹具,并且夹具对称分布有两个,其与外壳的顶端边侧为铰接连接,所述外壳的内部设置有输送带,且输送带缠绕安装在第一横辊、第二横辊和第三横辊上,第一横辊、第二横辊和第三横辊均转动安装在外壳的内部,并且第二横辊和外壳上安装的电动机相连,所述输送带上开设有漏孔,且漏孔的边侧设置有镶嵌在输送带表面的滚珠,并且滚珠位于输送带表面的凹陷部中,同时凹陷部为弧形结构,所述夹具中设置有弹性带,且弹性带安装在3个辊轴上,弹性带表面为阻尼材料,且其呈三角形状态分布,并且辊轴与安装在夹具上的电机相连。
5.优选的,所述第一横辊的中段安装有卡杆,且卡杆关于第一横辊的中心等角度分布,并且卡杆的尾端和气腔相连通,卡杆的顶端穿过插孔延伸至空腔的内部。
6.优选的,所述气腔开设在第一横辊的内部,且气腔和轴承连接在第一横辊外端的气管相连通,所述空腔开设在输送带的内部,且插孔开设在输送带的内表面,并且插孔的闭合状态呈“y”字形结构,并且空腔和开设在输送带上的气孔相连通,并且气孔为倾斜向上分
布。
7.优选的,所述卡杆的内部开设有空槽,且空槽靠近第一横辊一端的直径大于另一端的孔径,且空槽的内部设置有钢珠。
8.优选的,所述钢珠的直径小于空槽的内径且大于空槽顶端的内径,卡杆开口朝上时,钢珠的底端和托杆相接触,托杆固定安装在卡杆的内部。
9.优选的,所述第三横辊的上方设置有齿轮,且齿轮通过横轴转动安装在外壳的内壁,并且横轴通过皮带轮机构和第三横辊的末端相连,同时齿轮和齿块相啮合。
10.优选的,所述齿块等角度固定在圆筒的外表面端头处,且圆筒转动安装在第三横辊的中段,并且圆筒上安装有等角度分布的刷毛,并且刷毛的尾端和输送带的内表面相贴合,同时圆筒和第三横辊的转向相反。
11.一种用于非晶态合金的激光切割设备的切割方法,所述切割方法包含如下步骤:步骤一:将气管与气泵等现有供气设备相连接,气体经由气管进入到气腔的内部,随后便会经由空槽进入到卡杆的内部,卡杆在跟随第一横辊转动的过程中,会相应的经由插孔刺入输送带的内部,且顶端会位于空腔的内部,从而利用气孔处喷出的气流对工件切割面进行辅助降温,提高断面的冷却速率;步骤二:将圆柱形的非晶态合金工件放置在输送带上的凹陷部中,首先凹陷部的使用便会有一个稳定工件状态的作用,随后输送带运转,将工件移动至指定位置,夹具向下转动,使夹具能够压在如图4所示的工件上,弹性带11便会如图4所示发生相应的弹性形变,从而将工件紧紧的压在输送带上,同时,夹具上安装的电机转动时,会带动辊轴同步处于转动状态,从而利用弹性带和工件的之间的摩擦力,带动工件在输送带的滚珠9上同步转动,从而使激光部件能够对工件进行更加快速的切割,其过程中产生的碎屑便会经由两个夹具之间的漏孔8进入到输送带之间的位置;步骤三:当输送带转动时,第三横辊也会同步转动,因此在皮带轮机构带动下,横轴与齿轮会同步处于转动状态,因此在齿轮和齿块的啮合传动作用下圆筒会同步转动,且转向与第三横辊转向相反,从而利用圆筒表面的刷毛对落在输送带中的碎屑进行清扫,确保其能够经由其他位置的漏孔进入到外壳内部的底端。
12.与现有技术相比,本发明的有益效果是:该用于非晶态合金的激光切割设备及其切割方法,利用输送带内凹弧形结构凹陷部的设置,配合夹具中弹性带的使用,能够利用弹性带的弹性形变对圆柱形的非晶态合金进行稳定的限位,同时能够使被切割的圆柱形工件同时处于翻转状态,通过切换不同切割点的方式,提高垂直切割面上的切割速度,并且能够利用重新设计的输送带对切割面进行高效降温操作;1.凹陷部的结构设计,能够对圆柱形的非晶态合金进行贴合表面的稳定放置,当夹具向下转动至水平状态时,能够利用形变后的弹性带对工件进行稳定的压紧操作,同时,弹性带本身三角结构的分布状态,为其自身在挤压形变时提供了弹性形变空间,同时不影响在辊轴带动下弹性带的运转,而弹性带自身的运转,能够使工件在输送带上凹陷部中稳定翻转,从而使激光的垂直切割更加高效;进一步的,输送带自身内部空腔以及气孔的结构设计,能够通过气管处于气泵外界设备的相连以及充气操作,经由气腔和卡杆内部的空槽将外界冷空气输送至空腔内部,再经由气孔处喷出,确保圆柱形非晶态合金切割面的高效冷却,提高成型质量;
进一步的,卡杆自身的结构设计,使其不仅能够起到通过与插孔吻合稳定输送带运行的作用,还能够起到气体输送的作用,而且插孔自身的y字型结构设计,使其在不与卡杆接触时能够在输送带自身弹性作用下处于挤压封闭状态,确保气体会准确的从气孔处喷出不会逸出,同时卡杆内部钢柱的使用,能够在卡杆处于倾斜或下方的时候利用钢柱自身的重力和直径对卡杆内部空槽的顶端开口处进行密封,确保卡杆位于输送带的空腔内部并处于垂直状态时才会起到输送气体的作用,更加的节能环保;3.齿轮以及齿块的结构设计,使第三横辊不仅能够起到支撑输送带稳定运行传动的目的,还能够利用皮带轮机构带动横轴以及齿轮同步转动,在齿轮齿块的啮合传动作用下使圆筒能够反向转动,从而确保切割后的掉落在输送带之间的碎屑能够被扫除并从其他位置的漏孔排出,传动结构设计更加合理。
附图说明
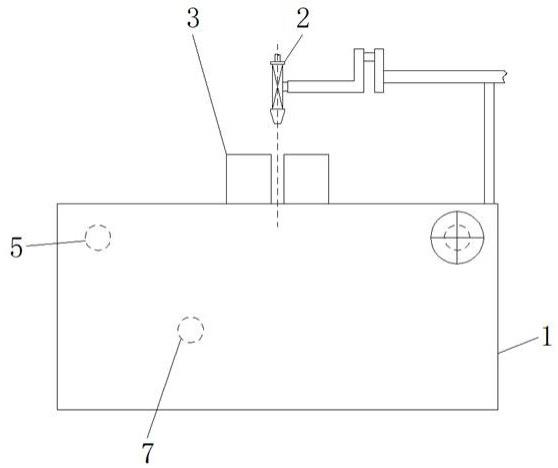
13.图1为本发明正视结构示意图;图2为本发明外壳正剖面结构示意图;图3为本发明输送带俯视结构示意图;图4为本发明弹性带工作状态前后变化结构示意图;图5为本发明第一横辊侧视结构示意图;图6为本发明图5中a处剖面放大结构示意图;图7为本发明输送带正剖面结构示意图;图8为本发明第三横辊侧视结构示意图;图9为本发明第三横辊正剖面结构示意图。
14.图中:1、外壳;2、激光部件;3、夹具;4、输送带;5、第一横辊;6、第二横辊;7、第三横辊;8、漏孔;9、滚珠;10、凹陷部;11、弹性带;12、辊轴;13、卡杆;14、气腔;15、气管;16、插孔;17、空腔;18、气孔;19、空槽;20、托杆;21、钢珠;22、横轴;23、齿轮;24、齿块;25、圆筒;26、刷毛。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1-9,本发明提供如下技术方案:一种用于非晶态合金的激光切割设备,包括外壳1、激光部件2、夹具3、输送带4、第一横辊5、第二横辊6、第三横辊7、漏孔8、滚珠9、凹陷部10、弹性带11、辊轴12、卡杆13、气腔14、气管15、插孔16、空腔17、气孔18、空槽19、托杆20、钢珠21、横轴22、齿轮23、齿块24、圆筒25和刷毛26,外壳1的顶端安装有激光部件2,且激光部件2的下方设置有安装在外壳1顶端的夹具3,并且夹具3对称分布有两个,其与外壳1的顶端边侧为铰接连接,外壳1的内部设置有输送带4,且输送带4缠绕安装在第一横辊5、第二横辊6和第三横辊7上,第一横辊5、第二横辊6和第三横辊7均转动安装在外壳1的内部,并且第二横辊6和外壳1上安装的电动机相连,输送带4上开设有漏孔8,且漏孔8的边侧设置有
镶嵌在输送带4表面的滚珠9,并且滚珠9位于输送带4表面的凹陷部10中,同时凹陷部10为弧形结构,夹具3中设置有弹性带11,且弹性带11安装在3个辊轴12上,弹性带11表面为阻尼材料,且其呈三角形状态分布,并且辊轴12与安装在夹具3上的电机相连。
17.第一横辊5的中段安装有卡杆13,且卡杆13关于第一横辊5的中心等角度分布,并且卡杆13的尾端和气腔14相连通,卡杆13的顶端穿过插孔16延伸至空腔17的内部,气腔14开设在第一横辊5的内部,且气腔14和轴承连接在第一横辊5外端的气管15相连通,空腔17开设在输送带4的内部,且插孔16开设在输送带4的内表面,并且插孔16的闭合状态呈“y”字形结构,并且空腔17和开设在输送带4上的气孔18相连通,并且气孔18为倾斜向上分布,卡杆13的内部开设有空槽19,且空槽19靠近第一横辊5一端的直径大于另一端的孔径,且空槽19的内部设置有钢珠21,钢珠21的直径小于空槽19的内径且大于空槽19顶端的内径,卡杆13开口朝上时,钢珠21的底端和托杆20相接触,托杆20固定安装在卡杆13的内部,使用者可将气管15与气泵等现有供气设备相连接,气体经由气管15进入到气腔14的内部,随后便会经由空槽19进入到卡杆13的内部,卡杆13在跟随第一横辊5转动的过程中,会相应的经由插孔16刺入输送带4的内部,且顶端会位于空腔17的内部,如图6所示,垂直分布且开口朝上的卡杆13,其内部的钢珠21与底端的托杆20贴合,此时空槽19处于连通的状态,因此气体会经由空槽19进入到空腔17内部,并经由图7中所示的气孔18处喷出,其他位置的卡杆13便会在钢珠21的重力封堵作用下处于密封状态,确保气体不会从其他位置的卡杆13溢出,而如图7所示,未与卡杆13接触的插孔16也处于封闭状态,从而实现节能的目的,从而利用气孔18处喷出的气流对工件切割面进行辅助降温,提高断面的冷却速率。
18.第三横辊7的上方设置有齿轮23,且齿轮23通过横轴22转动安装在外壳1的内壁,并且横轴22通过皮带轮机构和第三横辊7的末端相连,同时齿轮23和齿块24相啮合,齿块24等角度固定在圆筒25的外表面端头处,且圆筒25转动安装在第三横辊7的中段,并且圆筒25上安装有等角度分布的刷毛26,并且刷毛26的尾端和输送带4的内表面相贴合,同时圆筒25和第三横辊7的转向相反,当输送带4转动时,图8所示的第三横辊7也会同步转动,因此在皮带轮机构带动下,横轴22与齿轮23会同步处于转动状态,因此在齿轮23和齿块24的啮合传动作用下圆筒25会同步转动,且转向与第三横辊7转向相反,从而利用圆筒25表面的刷毛26对落在输送带4中的碎屑进行清扫,确保其能够经由其他位置的漏孔8进入到外壳1内部的底端,方便后续清扫。
19.一种用于非晶态合金的激光切割设备的切割方法,切割方法包含如下步骤:步骤一:将气管15与气泵等现有供气设备相连接,气体经由气管15进入到气腔14的内部,随后便会经由空槽19进入到卡杆13的内部,卡杆13在跟随第一横辊5转动的过程中,会相应的经由插孔16刺入输送带4的内部,且顶端会位于空腔17的内部,从而利用气孔18处喷出的气流对工件切割面进行辅助降温,提高断面的冷却速率;步骤二:将圆柱形的非晶态合金工件放置在输送带4上的凹陷部10中,首先凹陷部10的使用便会有一个稳定工件状态的作用,随后输送带4运转,将工件移动至指定位置,之后即可使图4以及图1中的夹具3向下转动,使夹具3能够压在如图4所示的工件上,弹性带11便会如图4所示发生相应的弹性形变,从而将工件紧紧的压在输送带4上,同时,夹具3上安装的电机转动时,会带动辊轴12同步处于转动状态,从而利用弹性带11和工件的之间的摩擦力,带动工件在输送带4的滚珠9上同步转动,从而使激光部件2能够对工件进行更加快速的切
割,其过程中产生的碎屑便会经由两个夹具3之间的漏孔8进入到输送带4之间的位置;步骤三:当输送带4转动时,图8所示的第三横辊7也会同步转动,因此在皮带轮机构带动下,横轴22与齿轮23会同步处于转动状态,因此在齿轮23和齿块24的啮合传动作用下圆筒25会同步转动,且转向与第三横辊7转向相反,从而利用圆筒25表面的刷毛26对落在输送带4中的碎屑进行清扫,确保其能够经由其他位置的漏孔8进入到外壳1内部的底端。
20.工作原理:首先可将圆柱形的非晶态合金工件放置在输送带4上的凹陷部10中,首先凹陷部10的使用便会有一个稳定工件状态的作用,随后输送带4运转,将工件移动至指定位置,之后即可使图4以及图1中的夹具3向下转动,使夹具3能够压在如图4所示的工件上,其中需要注意的是,夹具3的转动方式可以是工人手动操作或电机等现有设备自动驱动,夹具3在完成转动下压后,弹性带11便会如图4所示发生相应的弹性形变,从而将工件紧紧的压在输送带4上,同时,夹具3上安装的电机转动时,会带动辊轴12同步处于转动状态,从而利用弹性带11和工件的之间的摩擦力,带动工件在输送带4的滚珠9上同步转动,从而使激光部件2能够对工件进行更加快速的切割,且切割面更加光滑平整,切割完成后,其过程中产生的碎屑便会经由两个夹具3之间的漏孔8进入到输送带4之间的位置;在开始切割之前,使用者可将气管15与气泵等现有供气设备相连接,气体经由气管15进入到气腔14的内部,随后便会经由空槽19进入到卡杆13的内部,卡杆13在跟随第一横辊5转动的过程中,会相应的经由插孔16刺入输送带4的内部,且顶端会位于空腔17的内部,如图6所示,垂直分布且开口朝上的卡杆13,其内部的钢珠21与底端的托杆20贴合,此时空槽19处于连通的状态,因此气体会经由空槽19进入到空腔17内部,并经由图7中所示的气孔18处喷出,其他位置的卡杆13便会在钢珠21的重力封堵作用下处于密封状态,确保气体不会从其他位置的卡杆13溢出,而如图7所示,未与卡杆13接触的插孔16也处于封闭状态,从而实现节能的目的,从而利用气孔18处喷出的气流对工件切割面进行辅助降温,提高断面的冷却速率;当输送带4转动时,图8所示的第三横辊7也会同步转动,因此在皮带轮机构带动下,横轴22与齿轮23会同步处于转动状态,因此在齿轮23和齿块24的啮合传动作用下圆筒25会同步转动,且转向与第三横辊7转向相反,从而利用圆筒25表面的刷毛26对落在输送带4中的碎屑进行清扫,确保其能够经由其他位置的漏孔8进入到外壳1内部的底端,方便后续清扫。
21.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1