一种短棒钢筋的自动进料焊接装置的制作方法
[0001]
本发明涉及焊接装置领域,具体为一种短棒钢筋的自动进料焊接装置。
背景技术:
[0002]
焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
[0003]
在对短棒钢筋的焊接过程中,往往采用人工手动的方式对两个短棒钢筋进行焊接,但是由于钢筋为圆形截面,故工作人员在焊接过程中需要对钢筋的各个方位进行焊接,不仅焊接不便,而且费事费力,效率低下,并且对焊接人员的技术水平要求较高。本发明阐述的,能够解决上述问题。
技术实现要素:
[0004]
技术问题:短棒钢筋的焊接过程中工作人员需要对钢筋的各个方位进行焊接,不仅焊接不便,而且费事费力,效率低下,对焊接人员的技术水平要求较高。
[0005]
为解决上述问题,本例设计了一种短棒钢筋的自动进料焊接装置,本例的一种短棒钢筋的自动进料焊接装置,包括工作箱体,所述工作箱体内设有运输腔,所述工作箱体内设有位于所述运输腔上侧且下侧内壁与所述运输腔上侧内壁贯通的焊接腔,所述工作箱体内关于所述运输腔左右对称设有两个开口向上且下侧内壁与所述焊接腔上侧内壁贯通的进料腔,所述进料腔内上下滑动设有短棒钢筋,所述运输腔内设有输送装置,所述输送装置包括沿前后方向均匀阵列且转动设置在所述运输腔左右侧内壁之间的三个运输轴,所述运输轴上固定设有运输轮,三个所述运输轮之间缠绕设有运输带,所述工作箱体内关于所述运输腔左右对称设有两个传动腔,所述传动腔靠近所述运输腔侧内壁与所述焊接腔对应侧内壁贯通,所述传动腔内设有夹持装置,所述夹持装置包括嵌入设置在所述传动腔远离所述运输腔侧内壁内的两个液压缸,所述液压缸靠近所述运输腔侧端动力连接设有液压杆,所述液压杆靠近所述运输腔侧端面上固定设有第一固定板,所述第一固定板靠近所述运输腔侧端面上转动设有第一转动轴,所述第一转动轴靠近所述运输腔侧端面上固定设有在所述焊接腔内左右滑动的从动箱,所述工作箱体内设有下侧内壁与所述焊接腔上侧内壁贯通的行程腔,所述工作箱体内设有下侧内壁与所述行程腔上侧内壁贯通的第一滑腔,所述第一滑腔内设有焊接装置,所述焊接装置包括上下滑动设置在所述第一滑腔内的第一滑板,所述第一滑板下端面上固定设有焊接器,所述第一滑板下端面上关于所述焊接器左右对称且固定设有感应板,所述运输腔内设有开闭装置,所述开闭装置包括关于所述焊接器左右对称设置在所述运输腔左右侧内壁上且开口向靠近所述焊接器侧的滑槽,所述滑槽内前后滑动设有两组承料板,每组所述承料板包括关于所述焊接器前后对称的两个。
[0006]
其中,所述输送装置还包括固定设置在左侧所述传动腔右侧内壁上的电机,所述电机左端动力连接设有与中间位置所述运输轴皮带连接的动力轴,所述运输腔后侧内壁与
所述工作箱体后端面贯通设有出料口,当两个所述短棒钢筋焊接完毕后落到所述运输带上,随着所述运输带的转动通过所述运输腔送出装置外。
[0007]
其中,所述夹持装置还包括设置在所述从动箱内的第二滑腔,所述第二滑腔内左右滑动设有第二滑板,所述第二滑板远离所述运输腔侧端面与所述第二滑腔远离所述运输腔侧内壁之间固定设有第一弹簧,所述第二滑板靠近所述运输腔侧端面上固定设有第一滑杆,所述第一滑杆靠近所述运输腔侧端延伸至所述焊接腔内且所述第一滑杆靠近所述运输腔侧端面上固定设有能够与所述短棒钢筋抵触的第三滑板,所述第一转动轴上固定设有第一直齿轮,所述传动腔靠近所述运输腔侧内壁上转动设有与中间所述运输轴皮带连接的第二转动轴,所述第二转动轴上固定设有能够与对应侧所述第一直齿轮啮合连接的第二直齿轮,当两个所述液压杆向靠近所述焊接器侧移动带动所述第一直齿轮对对应侧所述第二直齿轮啮合时,位于所述焊接腔内两个所述短棒钢筋抵触并随着所述第一直齿轮转动而转动,从而实现对所述焊接腔内两个所述短棒钢筋接触点的环绕焊接。
[0008]
其中,所述焊接装置还包括固定设置在所述第一滑板上端面与所述第一滑腔上侧内壁之间的第二弹簧,所述感应板内设有下侧内壁与所述感应板下端面贯通的感应腔,所述感应腔左右侧内壁之间转动设有转动销,所述转动销上固定设有能够与所述短棒钢筋抵触的感应轮,左侧所述传动腔右侧内壁上左右滑动设有第二滑杆,所述第二滑杆左端面上固定设有能够与左侧所述第一直齿轮右端面抵触的抵触板,所述抵触板右端面与左侧所述传动腔右侧内壁之间固定设有第三弹簧,所述抵触板右端面上固定设有拉伸,所述拉伸另一端与所述第一滑板上端面固定连接,当左侧所述第一直齿轮抵触所述抵触板右移时,所述第三弹簧压缩,所述拉伸松弛,所述第二弹簧弹性势能释放,所述感应轮下移抵触所述短棒钢筋,所述焊接器与所述短棒钢筋保持一定焊接距离。
[0009]
其中,所述开闭装置还包括固定设置在所述第一固定板下端面上的第二固定板,所述第二固定板后端面上固定设有齿板,两个所述齿板靠近所述运输轮侧端延伸至所述运输腔内且与所述运输腔内壁左右滑动连接,所述运输腔前后内壁上关于所述运输轮左右对称且转动设有两个第三转动轴,所述第三转动轴上固定设有转动轮,所述转动轮内关于所述第三转动轴环形阵列设有八个开口向远离所述第三转动轴侧的滑孔,所述滑孔内滑动设有能够与对称位置所述齿板上端面啮合的滑动齿块,所述滑动齿块靠近所述第三转动轴侧端面与所述滑孔靠近所述第三转动轴侧内壁之间固定设有第四弹簧,所述第三转动轴上固定设有位于所述转动轮前侧的半齿轮,所述运输腔内关于所述运输轮左右对称设有两个齿箱,所述齿箱内设有前后贯通的齿腔,所述半齿轮位于对称侧所述齿腔内且与所述齿腔左侧内壁或者右侧内壁啮合连接,所述齿箱上端面上固定设有第一铰接板,两个所述承料板下端面上固定设有第二铰接板,前侧所述第二铰接板靠近所述运输轮端铰接设有与对应侧所述第一铰接板靠近所述运输轮端铰接的第一摆杆,后侧所述第二铰接板靠近所述运输轮端铰接设有与对应侧所述第一铰接板靠近所述运输轮端铰接的第二摆杆,当所述齿箱上移时,前后两个所述承料板将相背移动,从而使所述承料板上的已焊接完毕的所述短棒钢筋落到所述运输带上,当所述齿箱下移时,前后两个所述承料板将相向移动相互抵触。
[0010]
本发明的有益效果是:本发明利用通过对短棒钢筋夹持并带动两个短棒钢筋转动,使焊接器对两个短棒钢筋抵触连接处进行焊接,本装置对短棒钢筋进行初始尺寸定位,保证焊接器与焊接点保持一定距离,防止焊接器在焊接过程中过量进给而造成焊接器损
坏,同时保证了焊接质量,同时,本装置在焊接完毕后自动将焊接完毕后的短棒钢筋送出,并将下一组焊接短棒钢筋进入预备位置,重复进行焊接工作周期,提高了短棒钢筋的焊接效率。
附图说明
[0011]
为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0012]
下面结合附图和实施例对本发明进一步说明。
[0013]
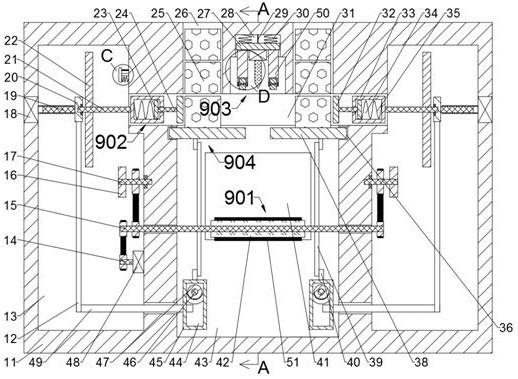
图1是本发明的整体结构示意图;图2是图1中“a-a”方向的结构示意图;图3是图2中“b-b”方向的结构示意图;图4是图1中“c”部分的放大结构示意图;图5是图1中“d”部分的放大结构示意图。
具体实施方式
[0014]
下面结合图1-5对本发明进行详细说明,其中,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
[0015]
本发明涉及一种短棒钢筋的自动进料焊接装置,主要应用于短棒钢筋的自动进料焊接的过程中,下面将结合本发明附图对本发明做进一步说明:本发明所述的一种短棒钢筋的自动进料焊接装置,包括工作箱体11,所述工作箱体11内设有运输腔43,所述工作箱体11内设有位于所述运输腔43上侧且下侧内壁与所述运输腔43上侧内壁贯通的焊接腔31,所述工作箱体11内关于所述运输腔43左右对称设有两个开口向上且下侧内壁与所述焊接腔31上侧内壁贯通的进料腔26,所述进料腔26内上下滑动设有短棒钢筋25,所述运输腔43内设有输送装置901,所述输送装置901包括沿前后方向均匀阵列且转动设置在所述运输腔43左右侧内壁之间的三个运输轴15,所述运输轴15上固定设有运输轮42,三个所述运输轮42之间缠绕设有运输带51,所述工作箱体11内关于所述运输腔43左右对称设有两个传动腔13,所述传动腔13靠近所述运输腔43侧内壁与所述焊接腔31对应侧内壁贯通,所述传动腔13内设有夹持装置902,所述夹持装置902包括嵌入设置在所述传动腔13远离所述运输腔43侧内壁内的两个液压缸18,所述液压缸18靠近所述运输腔43侧端动力连接设有液压杆19,所述液压杆19靠近所述运输腔43侧端面上固定设有第一固定板20,所述第一固定板20靠近所述运输腔43侧端面上转动设有第一转动轴21,所述第一转动轴21靠近所述运输腔43侧端面上固定设有在所述焊接腔31内左右滑动的从动箱33,所述工作箱体11内设有下侧内壁与所述焊接腔31上侧内壁贯通的行程腔62,所述工作箱体11内设有下侧内壁与所述行程腔62上侧内壁贯通的第一滑腔28,所述第一滑腔28内设有焊接装置903,所述焊接装置903包括上下滑动设置在所述第一滑腔28内的第一滑板27,所述第一滑板27下端面上固定设有焊接器63,所述第一滑板27下端面上关于所述焊接器63左右对称且固定设有感应板50,所述运输腔43内设有开闭装置904,所述开闭装置904包括关于所述焊
接器63左右对称设置在所述运输腔43左右侧内壁上且开口向靠近所述焊接器63侧的滑槽36,所述滑槽36内前后滑动设有两组承料板38,每组所述承料板38包括关于所述焊接器63前后对称的两个。
[0016]
根据实施例,以下对输送装置901进行详细说明,所述输送装置901还包括固定设置在左侧所述传动腔13右侧内壁上的电机48,所述电机48左端动力连接设有与中间位置所述运输轴15皮带连接的动力轴14,所述运输腔43后侧内壁与所述工作箱体11后端面贯通设有出料口41,当两个所述短棒钢筋25焊接完毕后落到所述运输带51上,随着所述运输带51的转动通过所述运输腔43送出装置外。
[0017]
根据实施例,以下对夹持装置902进行详细说明,所述夹持装置902还包括设置在所述从动箱33内的第二滑腔34,所述第二滑腔34内左右滑动设有第二滑板23,所述第二滑板23远离所述运输腔43侧端面与所述第二滑腔34远离所述运输腔43侧内壁之间固定设有第一弹簧35,所述第二滑板23靠近所述运输腔43侧端面上固定设有第一滑杆24,所述第一滑杆24靠近所述运输腔43侧端延伸至所述焊接腔31内且所述第一滑杆24靠近所述运输腔43侧端面上固定设有能够与所述短棒钢筋25抵触的第三滑板32,所述第一转动轴21上固定设有第一直齿轮22,所述传动腔13靠近所述运输腔43侧内壁上转动设有与中间所述运输轴15皮带连接的第二转动轴17,所述第二转动轴17上固定设有能够与对应侧所述第一直齿轮22啮合连接的第二直齿轮16,当两个所述液压杆19向靠近所述焊接器63侧移动带动所述第一直齿轮22对对应侧所述第二直齿轮16啮合时,位于所述焊接腔31内两个所述短棒钢筋25抵触并随着所述第一直齿轮22转动而转动,从而实现对所述焊接腔31内两个所述短棒钢筋25接触点的环绕焊接。
[0018]
根据实施例,以下对焊接装置903进行详细说明,所述焊接装置903还包括固定设置在所述第一滑板27上端面与所述第一滑腔28上侧内壁之间的第二弹簧30,所述感应板50内设有下侧内壁与所述感应板50下端面贯通的感应腔66,所述感应腔66左右侧内壁之间转动设有转动销64,所述转动销64上固定设有能够与所述短棒钢筋25抵触的感应轮65,左侧所述传动腔13右侧内壁上左右滑动设有第二滑杆61,所述第二滑杆61左端面上固定设有能够与左侧所述第一直齿轮22右端面抵触的抵触板59,所述抵触板59右端面与左侧所述传动腔13右侧内壁之间固定设有第三弹簧60,所述抵触板59右端面上固定设有拉伸29,所述拉伸29另一端与所述第一滑板27上端面固定连接,当左侧所述第一直齿轮22抵触所述抵触板59右移时,所述第三弹簧60压缩,所述拉伸29松弛,所述第二弹簧30弹性势能释放,所述感应轮65下移抵触所述短棒钢筋25,所述焊接器63与所述短棒钢筋25保持一定焊接距离。
[0019]
根据实施例,以下对开闭装置904进行详细说明,所述开闭装置904还包括固定设置在所述第一固定板20下端面上的第二固定板12,所述第二固定板12后端面上固定设有齿板49,两个所述齿板49靠近所述运输轮42侧端延伸至所述运输腔43内且与所述运输腔43内壁左右滑动连接,所述运输腔43前后内壁上关于所述运输轮42左右对称且转动设有两个第三转动轴46,所述第三转动轴46上固定设有转动轮55,所述转动轮55内关于所述第三转动轴46环形阵列设有八个开口向远离所述第三转动轴46侧的滑孔58,所述滑孔58内滑动设有能够与对称位置所述齿板49上端面啮合的滑动齿块56,所述滑动齿块56靠近所述第三转动轴46侧端面与所述滑孔58靠近所述第三转动轴46侧内壁之间固定设有第四弹簧57,所述第三转动轴46上固定设有位于所述转动轮55前侧的半齿轮47,所述运输腔43内关于所述运输
轮42左右对称设有两个齿箱45,所述齿箱45内设有前后贯通的齿腔44,所述半齿轮47位于对称侧所述齿腔44内且与所述齿腔44左侧内壁或者右侧内壁啮合连接,所述齿箱45上端面上固定设有第一铰接板40,两个所述承料板38下端面上固定设有第二铰接板53,前侧所述第二铰接板53靠近所述运输轮42端铰接设有与对应侧所述第一铰接板40靠近所述运输轮42端铰接的第一摆杆52,后侧所述第二铰接板53靠近所述运输轮42端铰接设有与对应侧所述第一铰接板40靠近所述运输轮42端铰接的第二摆杆39,当所述齿箱45上移时,前后两个所述承料板38将相背移动,从而使所述承料板38上的已焊接完毕的所述短棒钢筋25落到所述运输带51上,当所述齿箱45下移时,前后两个所述承料板38将相向移动相互抵触。
[0020]
下结合图1至图5对本文中的一种短棒钢筋的自动进料焊接装置的使用步骤进行详细说明:初始时,液压杆19未伸出,第一直齿轮22与第二直齿轮16未啮合,第二滑板23位于第二滑腔34内较靠近所述焊接器63侧位置,第一弹簧35未压缩,进料腔26内最下侧短棒钢筋25落到承料板38上,第三滑板32与对应位置焊接腔31内短棒钢筋25刚好抵触,抵触板59未与第一直齿轮22抵触,第三弹簧60未压缩,拉伸29拉紧,第二弹簧30压缩,第一滑板27位于第一滑腔28内较上侧位置,感应轮65与行程腔62下侧内壁保持一定距离,两个齿板49靠近运输轮42端位于对应侧转动轮55远离运输轮42侧且未与滑动齿块56啮合,第四弹簧57未压缩,半齿轮47位于齿腔44内最上侧,前后两个承料板38相互抵触;工作时,启动电机48,动力轴14转动带动运输轴15、运输轮42转动,运输轮42转动带动运输带51转动,运输轴15转动带动第二转动轴17、第二直齿轮16转动,启动液压缸18,两个液压杆19向靠近焊接器63侧伸出,液压杆19移动带动第一固定板20、第二固定板12、齿板49、第一转动轴21、第一直齿轮22向靠近焊接器63侧移动,第一转动轴21移动带动从动箱33向靠近焊接器63侧移动,从动箱33移动带动第二滑板23、第一滑杆24、第三滑板32向靠近焊接器63侧移动,第三滑板32移动带动位于焊接腔31内的两个短棒钢筋25相向移动,当焊接腔31内的两个短棒钢筋25相互抵触时,第三滑板32受到抵触限制从而第二滑板23在第二滑腔34内相对从动箱33向远离焊接器63侧移动,第一弹簧35压缩,焊接腔31内的两个短棒钢筋25受第一弹簧35弹力作用被夹紧,此时左侧第一直齿轮22抵触抵触板59带动抵触板59、第二滑杆61右移,第三弹簧60压缩。拉伸29松弛,拉伸29松弛从而第二弹簧30弹力释放带动第一滑板27、感应板50、感应轮65、焊接器63下移,感应轮65下移与焊接腔31内的短棒钢筋25抵触,焊接器63与两个短棒钢筋25连接处保持一定焊接距离,第一直齿轮22与对应侧第二直齿轮16啮合转动,第一直齿轮22转动带动第一转动轴21、从动箱33转动,从而带动两个第三滑板32之间夹持的两个短棒钢筋25转动,短棒钢筋25转动时焊接器63对两个短棒钢筋25连接处进行焊接,当齿板49向靠近运输轮42侧移时与对应侧滑动齿块56发生相对滑动,滑孔58压缩,滑动齿块56向靠近第三转动轴46侧滑动,即齿板49向靠近运输轮42侧移动时不带动滑动齿块56、转动轮55转动,液压缸18具有定时功能,当焊接腔31内两个短棒钢筋25被焊接器63焊接一周时,液压杆19向远离焊接腔31侧缩回,沿相同传动路线抵触板59、第二滑杆61回复原位,第三弹簧60弹性势能释放,拉伸29拉紧带动感应板50、感应轮65、焊接器63、第一滑板27回复原位,第二弹簧30压缩,第一直齿轮22与第二直齿轮16脱离啮合,齿板49向远离运输轮42侧移动并与滑动齿块56啮合,在齿板49复位过程中带动滑动齿块56、转动轮55、第三转动轴46刚好转动一周,第三转动轴46转动一周带动半齿轮47转动一周,半齿
轮47转动先带动齿箱45、第一铰接板40上移,第一铰接板40上移带动第二摆杆39、第一摆杆52摆动并带动前后两个承料板38相背运动,两个承料板38相背运动使焊接腔31内焊接完毕后的短棒钢筋25掉落在运输带51上并随着运输带51的转动通过出料口41带出装置,当半齿轮47转动带动齿箱45、第一铰接板40下移时,第一铰接板40下移带动第二摆杆39、第一摆杆52摆动并带动前后两个承料板38相向运动重新抵触,当第三滑板32向北运动回复原位时,位于进料腔26内的最下侧短棒钢筋25重新掉落在承料板38上,此时重新启动液压缸18伸出液压杆19能够重复进行上述工作周期。
[0021]
本发明的有益效果是:本发明利用通过对短棒钢筋夹持并带动两个短棒钢筋转动,使焊接器对两个短棒钢筋抵触连接处进行焊接,本装置对短棒钢筋进行初始尺寸定位,保证焊接器与焊接点保持一定距离,防止焊接器在焊接过程中过量进给而造成焊接器损坏,同时保证了焊接质量,同时,本装置在焊接完毕后自动将焊接完毕后的短棒钢筋送出,并将下一组焊接短棒钢筋进入预备位置,重复进行焊接工作周期,提高了短棒钢筋的焊接效率。
[0022]
通过以上方式,本领域的技术人员可以在本发明的范围内根据工作模式做出各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1