一种流体分配罩壳的加工方法与流程
[0001]
本发明涉及一种流体分配罩壳的加工方法,属于壳体类加工方法技术领域。
背景技术:
[0002]
因为核电站较传统火力发电厂更具高效性和清洁性的优点,故近年来核电站越来越受到国家和人民的重视,但是核电站的安全问题却更是重中之重;稳压器是核电站常用的设备之一,具有调节压力的作用,其性能的优劣对于核电站的安全与否有着很重要的影响,而流体分配罩壳是稳压器中的重要组成部分,其外形为球面不易装夹,且属于薄壁壳,需加工的孔数量多,采用传统装夹方式进行加工中容易变形,导致形状及尺寸不合格。
技术实现要素:
[0003]
为解决上述技术问题,本发明提供了一种流体分配罩壳的加工方法。
[0004]
本发明通过以下技术方案得以实现。
[0005]
本发明提供的一种流体分配罩壳的加工方法,包括车、精铣、精车三个步骤;
[0006]
车的步骤如下:
[0007]
步骤一,将圆柱形长130
±
0.5、直径220
±
0.5的毛坯件,车平轴向端面去除表面氧化损坏层,光出即可;
[0008]
步骤二,车毛坯件外圆,保证尺寸20,车毛坯直径保证≥φ216;
[0009]
步骤三,沿轴向钻φ50工艺孔,深度48;镗内孔,保证尺寸φ及尺寸20;车内球面,保证内球半径尺寸sr100
±
3;
[0010]
步骤四,调头,使用工装体与内球面装配,从直径≥φ216的外径处装夹外球面并校正,车平端面,保证长≥127;
[0011]
步骤五,车外球面,保证壁厚尺寸6
±
0.1及总高度126;而后去除飞边毛刺;
[0012]
精铣的步骤如下:
[0013]
取车加工完成后的待成型件,夹持φ216的外圆,工装体对其进行支撑;钻366-φ9.5
±
0.2孔,而后钻3-φ10
±
0.2工艺孔,
[0014]
精车的步骤如下:
[0015]
步骤一,夹持φ216外圆,以外圆、端面及3-φ10
±
0.2工艺孔为基准校正工件:
[0016]
步骤二,将装夹用预留尺寸20的工艺夹头车掉,保证3-r5
±
0.1;而后去除飞边毛刺。
[0017]
本发明的有益效果在于:在预留尺寸20的工艺夹头及工装体的支撑下,加工时不变形,加工后流体分配罩壳获得的形状及尺寸合格。
附图说明
[0018]
图1是毛坯件主视图;
[0019]
图2是经车后的流体分配罩壳结构示意图;
[0020]
图3是工装体示意图;
[0021]
图4是工装体与毛坯件内球面装配示意图;
[0022]
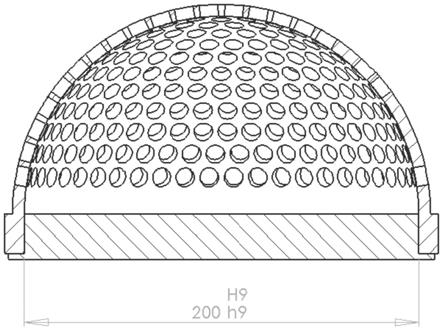
图5是流体分配罩壳成型结构示意图;
[0023]
图6是图5中e向视角的示意图;
具体实施方式
[0024]
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
[0025]
参见图1至图6所示。
[0026]
本发明的一种流体分配罩壳的加工方法,包括车、精铣、精车三个步骤;
[0027]
在ltc-35cl型号的数控卧式车床上进行的车加工的步骤如下:
[0028]
步骤一,将半精加工后的毛坯件,毛坯件要满足nb/t 47010-2017ⅱ级的要求,圆柱形的毛坯件长130
±
0.5、直径220
±
0.5,毛坯件如图1所示,车平轴向端面去除表面氧化损坏层,光出即可;
[0029]
步骤二,车毛坯件外圆,保证尺寸20,车毛坯直径保证≥φ216,如图2所示;
[0030]
步骤三,沿轴向钻φ50工艺孔,深度48;镗内孔,保证尺寸φ及尺寸20;车内球面,保证内球半径尺寸sr100
±
3;
[0031]
步骤四,调头,使用工装体与内球面装配,如图4所示,工装体如图3所示,从直径≥φ216的外径处装夹外球面并校正,车平端面,保证长≥127;
[0032]
步骤五,车外球面,保证壁厚尺寸6
±
0.1及总高度126;而后去除飞边毛刺;
[0033]
在型号为vb-825a的加工中心进行的精铣加工的步骤如下:
[0034]
取车加工完成后的待成型件,夹持φ216的外圆,工装体对其进行支撑;钻366-φ9.5
±
0.2孔,而后钻3-φ10
±
0.2工艺孔,以内球面轴向线相切的轴向线存在的孔的为一排,同一排的孔,同一排的孔,每一排孔的第一个孔开在180
°
方向处,分度头周向转动角度为:360
°
/本排孔的数量;不同排的孔,每钻完一排孔,分度头侧向扳动角度:{(90
°
-第1排孔的中心与球心连线与x轴负方向的夹角-最后一排孔与y轴正方向的夹角)/(总排数-1)},参照图5、图6所示;
[0035]
分度头的转动角度计算如下:
[0036][0037]
注:分度头的转动角度值非整数时采用四舍五入法保留小数点后两位。采用四舍五入保留小数点后两位的方法的合理性论证如下:第1排孔是最密的,由角度四舍五入的偏差导致的孔位置误差也最易导致第1排尺寸干涉,即只要采用四舍五入法导致的第1排孔的位置偏差不会导致第1排尺寸干涉,其余各排孔就不会产生尺寸干涉。按最大角度偏差量推算孔位置偏差量的过程如下:
[0038][0039]
而第1排任意两相邻孔的中心距为12.7,孔径为9.5,所以相邻孔边缘最下距离约为12.7-9.5≈3.2,远大于0.46,故合理;
[0040]
加工中心的数控程序如下:
[0041]
g90 g80 g40 g49 g17 g15;
[0042]
g54 g0 x0 y0;
[0043]
m03 s300;
[0044]
z100.;
[0045]
m08;
[0046]
g98 g73 x0. y0. z-30. r1. q2. f30;
[0047]
g0 z200.;
[0048]
m05;
[0049]
m30;
[0050]
在ltc-35cl型号的数控卧式车床进行的精车加工的步骤如下:
[0051]
步骤一,参见图5,夹持φ216外圆,以外圆、端面及3-φ10
±
0.2工艺孔为基准校正工件:
[0052]
步骤二,将装夹用预留尺寸20的工艺夹头车掉,保证3-r5
±
0.1;而后去除飞边毛
刺。
[0053]
在预留尺寸20的工艺夹头及工装体的支撑下,加工时不变形,加工后流体分配罩壳获得的形状及尺寸合格。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1