一种五轴机床联动误差检测装置及测算方法与流程
[0001]
本发明涉及机床误差检测设备技术领域,具体涉及一种五轴机床联动误差检测装置及测算方法。
背景技术:
[0002]
五轴联动数控机床凭借其加工复杂空间曲面的优良性能,被广泛应用于航空航天、精密机械及高精医疗设备等行业领域。数控机床的加工精度将直接影响加工产品的质量,由于机床精度不足而导致加工精度下降的问题日益凸显。所以如何快速高效的检测数控机床误差并改善精度已经成为一项非常重要且有意义的课题。因两个转动轴的引入使五轴数控机床刀具运动精度的检测变得更加困难,如何判断五轴数控机床的联动性能是否满足精度要求是当前五轴机床检测领域研究的一大难点。而一些传统的精度检测仪器如激光干涉仪、双球杆仪、激光跟踪仪等在机床多轴联动精度检测方面的局限性逐步显现。
[0003]
针对旋转轴联动性能检测,常用的检测仪器包括球杆仪和r-test测试仪等仪器,这类检测仪器均基于五轴数控机床都具备的rtcp(绕刀具中心点旋转)功能来实现,利用rtcp功能在机床刀尖点不动时进行多轴联动运动可以准确的检测机床五轴联动过程中刀具的运动误差,评估机床实际加工过程中的性能。然而球杆仪和r-test检测仪只可以用于检测五轴数控机床上刀具刀尖点的三个轴向的位移误差,而不能反映五轴数控机床刀具的姿态,这使得检测误差结果不便于对应误差位置,导致误差补偿不准确甚至起反作用,另外传统的编码器测试角度的检测装置,结构复杂,并且在与机床的联动过程中信号传输电缆容易造成干涉。
[0004]
因此,机床误差检测设备技术领域亟需一种结构简单、规避干涉,并且既可以检测机床刀具的空间位移误差,还能同步实时测量刀具运动姿态和刀尖点位置误差的五轴机床联动误差检测装置。
技术实现要素:
[0005]
本发明克服了现有技术的缺陷,提供一种结构简单、规避干涉,并且既可以检测机床刀具的空间位移误差,还能同步实时测量刀具运动姿态和刀尖点位置误差的五轴机床联动误差检测装置。
[0006]
本发明通过下述技术方案实现:
[0007]
一种五轴机床联动误差检测装置,包括与输出主轴可拆卸连接的探测部件和与工作台可拆卸连接的感应部件;所述探测部件包括筒状外罩壳,所述外罩壳中设有电性连接的电池组和测控模组,所述外罩壳远离输出主轴的一端设有与感应部件相作用的精密芯球,所述测控模组包括角度传感器;所述感应部件包括传感器底座,所述传感器底座朝向探测部件的一端设有三个圆周均布的支撑臂,所述支撑臂顶端设有贯通孔,三个所述贯通孔中分别设有位移传感器,三个所述位移传感器的轴线相互正交,三个所述位移传感器的向心一端为与精密芯球相互作用的感应头。
[0008]
进一步的,所述外罩壳的侧壁设有用于取放电池组的电池仓,所述电池仓的开口位置设有电池盖。
[0009]
进一步的,所述外罩壳靠近感应部件的一端设有用于取放测控模组的容纳腔,所述容纳腔的开口位置设有罩壳盖,所述罩壳盖的底面通过连杆与精密芯球固接。
[0010]
进一步的,所述外罩壳远离感应部件的一端设有夹持柱,所述夹持柱通过刀柄与机床主轴可拆卸连接。
[0011]
进一步的,所述测控模组还包括电源管理模块、无线传输模块,所述电源管理模块与电池组电性连接,所述电源管理模块与角度传感器、无线传输模块供电连接,所述角度传感器与无线传输模块通信连接。
[0012]
进一步的,所述测控模组为堆叠设置的多层结构。
[0013]
进一步的,所述角度传感器的类型包括陀螺仪传感器、倾角传感器、角位移传感器、旋转矢量传感器。
[0014]
进一步的,所述位移传感器与无线传输模块通信连接,所述位移传感器为接触式平头传感器。
[0015]
本发明还提供一种五轴机床联动误差测算方法,利用前述的五轴机床联动误差检测装置,包括以下步骤:
[0016]
a、将探测部件安装于主轴上,将感应部件安装于机床工作台上;
[0017]
b、调整感应部件的位置或方向,使其中一个位移传感器的测量方向在工作台平面的投影与机床其中一个直线轴平行;
[0018]
c、调整探测部件空间位置,使得角度传感器其中一个探测角度的方向与机床旋转轴一致;
[0019]
d、移动直线轴系使精密芯球与三个位移传感器接触,然后微调直线轴系使三个位移传感器的检测方向轴线均指向精密芯球的球心;
[0020]
e、调整机床旋转轴至初始位置(0,0,0),初始化角度传感器和位移传感器;
[0021]
f、规划五轴机床误差检测轨迹,根据检测轨迹编制检测轨迹机床运动指令程序;
[0022]
g、同时采集位移传感器检测的位移值ε
x
,ε
y
,ε
z
和角度传感器检测的角速度值ω
a
,ω
c
;
[0023]
h、将位移值ε
x
,ε
y
,ε
z
和角速度值ω
a
,ω
c
进行转化,得到位移误差值和刀具姿态。
[0024]
进一步的,步骤h中的转化方法,包括以下步骤:
[0025]
h1、设定某测量点在机床坐标系o-xyz和传感器坐标系o
′-
x
′
y
′
z
′
中分别有坐标(x,y,z)、(x
′
,y
′
,z
′
),两套坐标系之间存在三个平移参数δx、δy、δz和三个旋转参数α、β、γ,则有:
[0026][0027]
其中,λ为两个坐标间的尺度比例因子,r为坐标间的旋转变换矩阵,
[0028][0029]
其中,[δx、δy、δz]
t
为坐标间的平移矩阵;
[0030]
h2、探测部件在x、y、z方向测得的位移值分别为ε
x
、ε
y
、ε
z
,经过两次坐标系变换,得到位移误差值[ε
x
″ ε
y
″ ε
z
″
]为
[0031][0032]
h3、对角速度检测值进行积分得到五轴数控机床的旋转轴旋转运动产生的刀具姿态
[0033]
本发明与现有技术相比,具有如下的优点和有益效果:
[0034]
本发明公开了一种五轴机床联动误差检测装置,包括与xyz直线轴系一端的输出主轴可拆卸连接的探测部件和与ac旋转轴系一端的工作台可拆卸连接的感应部件;探测部件的外罩壳中设有电性连接的电池组和测控模组,外罩壳远离输出主轴的一端设有精密芯球;感应部件的传感器底座朝向探测部件的一端设有三个支撑臂并分别设有位移传感器,三个位移传感器的轴线相互正交,三个位移传感器的向心一端为感应头。无需设置电缆,结构简单,规避干涉,安装方便;还提供一种五轴机床联动误差测算方法,既可以检测机床刀具的空间位移误差,还能同步实时测量刀具运动姿态和刀尖点位置误差,具有极大的推广价值和广阔的应用前景。
附图说明
[0035]
此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
[0036]
图1为本发明整体结构的爆炸示意图;
[0037]
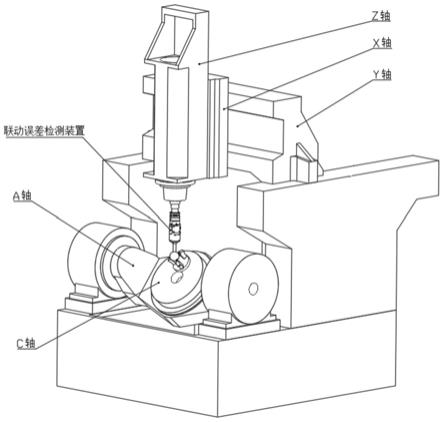
图2为本发明在五轴机床上的安装示意图;
[0038]
图3为本发明两组坐标系的示意图;
[0039]
图4为本发明测算方法的逻辑示意图;
[0040]
图5为本发明的检测轨迹示意图。
[0041]
附图中标记及对应的零部件名称:
[0042]
1-刀柄,2-外罩壳,21-罩壳盖,3-电池组,31-电池盖,4-测控模组,5-精密芯球,6-位移传感器,7-传感器底座。
具体实施方式
[0043]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0044]
一种五轴机床联动误差检测装置,包括与输出主轴可拆卸连接的探测部件和与工作台可拆卸连接的感应部件;探测部件包括筒状外罩壳,外罩壳中设有电性连接的电池组和测控模组,外罩壳远离输出主轴的一端设有与感应部件相作用的精密芯球,测控模组包括角度传感器;感应部件包括传感器底座,传感器底座朝向探测部件的一端设有三个圆周均布的支撑臂,支撑臂顶端设有贯通孔,三个贯通孔中分别设有位移传感器,三个位移传感器的轴线相互正交,三个位移传感器的向心一端为与精密芯球相互作用的感应头。可以理解的是,如图2所示,展示了联动误差检测装置在双转台式五轴机床上的示意图,其中探测部件通过刀柄与位于xyz直线轴系一端的机床主轴可拆卸连接,感应部件设置在双转台上,对于双摆头式、俯垂型摆头式、俯垂型工作台式、一摆一转式等常见形式的五轴机床都可以有类似的安装方式。
[0045]
进一步的,外罩壳的侧壁设有用于取放电池组的电池仓,电池仓的开口位置设有电池盖。可以理解的是,设置取放电池组的电池仓并配备电池盖,实现无线供电,避免线缆干扰,提高检测效率。
[0046]
进一步的,外罩壳靠近感应部件的一端设有用于取放测控模组的容纳腔,容纳腔的开口位置设有罩壳盖,罩壳盖的底面通过连杆与精密芯球固接。进一步的,外罩壳远离感应部件的一端设有夹持柱,夹持柱通过刀柄与机床主轴可拆卸连接。可以理解的是,设置罩壳盖便于测控模组的更换养护,通过设置夹持柱可以实现感应部件的快速安装和拆卸。
[0047]
进一步的,测控模组还包括电源管理模块、无线传输模块,电源管理模块与电池组电性连接,电源管理模块与角度传感器、无线传输模块供电连接,角度传感器与无线传输模块通信连接。可以理解的是,电池组为整体硬件电路供电,由电源管理模块统一管理,提供工作电压并分别电连接至角度传感器、蓝牙传输模块,蓝牙传输电路采用成熟蓝牙协议,通过蓝牙发送刀具姿态检测信息至采集系统。
[0048]
进一步的,测控模组为堆叠设置的多层结构。可以理解的是,设置为多层结构可以避免面积过大导致外罩壳体积过大,从而实现节约空间、小型精巧的目的。
[0049]
进一步的,角度传感器的类型包括陀螺仪传感器、倾角传感器、角位移传感器、旋转矢量传感器。可以理解的是,角度传感器只要能实现角速度的测量即可,可以是陀螺仪传感器、倾角传感器、角位移传感器、旋转矢量传感器或其他能测量角速度的传感器。
[0050]
进一步的,位移传感器与无线传输模块通信连接,位移传感器为接触式平头传感器。
[0051]
本发明还提供一种五轴机床联动误差测算方法,利用前述的五轴机床联动误差检测装置,如图4所示,包括以下步骤:
[0052]
a、将探测部件安装于主轴上,将感应部件安装于机床工作台上;
[0053]
b、调整感应部件的位置或方向,使其中一个位移传感器的测量方向在工作台平面的投影与机床其中一个直线轴平行;也即位移传感器的三个探测头中的任意一个在工作台平面的投影与x轴或者y轴或者z轴平行。
[0054]
c、调整探测部件空间位置,使得角度传感器其中一个探测角度的方向与机床旋转轴一致;可以理解的是,测控模组为多层结构,通过调整角度传感器所在层的倾斜角度即可实现其中一个探测角度与机床转轴一致,在实际操作中可根据感测系统反馈的数值进行调节。
[0055]
d、移动直线轴系使精密芯球与三个位移传感器接触,然后微调直线轴系使三个位移传感器的检测方向轴线均指向精密芯球的球心;
[0056]
e、调整机床旋转轴至初始位置(0,0,0),初始化角度传感器和位移传感器;
[0057]
f、规划五轴机床误差检测轨迹,根据检测轨迹编制检测轨迹机床运动指令程序;如图5所示,类似于cam规划检测轨迹,再利用如ug、master cam等现有的cam设计平台比编制指令程序。
[0058]
g、同时采集位移传感器检测的位移值ε
x
,ε
y
,ε
z
和角度传感器检测的角速度值ω
a
,ω
c
;
[0059]
h、将位移值ε
x
,ε
y
,ε
z
和角速度值ω
a
,ω
c
进行转化,得到位移误差值和刀具姿态。
[0060]
进一步的,步骤h中的转化方法,包括以下步骤:
[0061]
h1、如图3所示,设定某测量点在机床坐标系o-xyz和传感器坐标系o
′-
x
′
y
′
z
′
中分别有坐标(x,y,z)、(x
′
,y
′
,z
′
),两套坐标系之间存在三个平移参数δx、δy、δz和三个旋转参数α、β、γ,则有:
[0062][0063]
其中,λ为两个坐标间的尺度比例因子,r为坐标间的旋转变换矩阵,
[0064][0065]
其中,[δx、δy、δz]
t
为坐标间的平移矩阵;
[0066]
h2、探测部件在x、y、z方向测得的位移值分别为ε
x
、ε
y
、ε
z
,经过两次坐标系变换,得到位移误差值[ε
x
″ ε
y
″ ε
z
″
]为
[0067][0068]
h3、对角速度检测值进行积分得到五轴数控机床的旋转轴旋转运动产生的刀具姿态
[0069]
刀具旋转中心点沿设定轨迹行走过程中,五轴数控机床的旋转轴旋转运动产生的刀具姿态及刀尖点产生的空间三轴向微位移量ε
x
、ε
y
和ε
z
可分别由陀螺仪与三个位移传感器实时同步测得,测得数据可实时显示、记录到检测系统中。实测数据中陀螺仪测得的运动角度表示五轴数控机床刀具的姿态,由实测数据中的ε
x
、ε
y
和ε
z
经过一定形式的变换后即可得到五轴数控机床刀尖点的位置误差[ε
x
″ ε
y
″ ε
z
″
],通过该五组数据即可反映出五轴数控机床在实际加工过程中刀具刀尖点的位置误差以及刀具的姿态。
[0070]
可以理解的是,在理想情况下,五轴机床联动误差检测过程中,刀具刀尖点沿设定的轨迹行走,即保持精密芯球球心不动,但是当机床存在联动误差时,球心会在一定范围内运动,从而引起位移传感器压缩或拉伸,由于位移传感器的轴向均指向球心,因此位移传感器测得了球心在机床联动过程中空间运动位移。旋转轴运动时驱动整体检测仪器在空间内旋转,带动陀螺仪检测,即可得到五轴机床两个旋转轴的运动角度,通过该五组数据即可反映出五轴数控机床在实际加工过程中刀具刀尖点的位置误差以及刀具的姿态。
[0071]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0072]
可以理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的组件或机构必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0073]
以上的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上仅为本发明较佳的实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1