一种用于异质结低温焊带的无铅焊料及熔炼炉的制作方法
1.本发明涉及光伏领域,特别涉及一种用于异质结低温焊带的无铅焊料及熔炼炉。
背景技术:
2.随着电子产品的无铅化和向轻薄、高功能方向的迅速发展,当前smt中主要使用的无铅焊料snagcu系(特别是sac305),由于焊料熔点偏高(200℃~230℃),回流焊工艺中新型轻薄的芯片对温度非常敏感,芯片极易损坏,因此低温锡焊料(包括但不限于锡膏、锡丝、锡条)市场对低温焊料的需求十分迫切。现有技术中snbi系焊料常被应用于低温焊接的场合,特别是snbi58焊料。然而由于bi本身的脆性,特别是sn-bi共晶合金在焊接过程中,组织中sn和cu基板反应形成sn-cu金属间化合物,导致这一局部区域sn的相对量减少,bi相对含量增多,snbi合金由共晶体系偏向过共晶,初生bi相析出,初生bi相偏聚与在靠近基板处,形成了富bi带。富bi带的出现,成为了整个焊点最薄弱的区域,严重的影响了焊点的结合强度,这均使得snbi系焊料的研究和使用一直处于低靡状态。
3.另外,熔炼炉是指熔化金属锭加入必要的合金成分,经过精炼等操作将它们熔炼成所需要的合金的设备。无铅焊料熔炼过程需要分批次加入各组分金属,而各金属熔炼温度均不同,如果均采用高温,或造成能源的大量浪费。
技术实现要素:
4.针对以上现有技术存在的缺陷,本发明的主要目的在于克服现有技术的不足之处,公开了一种用于异质结低温焊带的无铅焊料,包括20%bi、0.1%in、0.5%sb、0.7%ag、0.5%ce、0.3ga和余量sn;
5.步骤1:将原料投入熔炼炉中,制备中间合金sn-ce,而后将制备好的中间合金中依次加入sb和ag,温度保持在500℃,通过搅拌器各搅拌15分钟;
6.步骤2:而后将温度降至450℃,将bi、in依次投入所述熔炼炉内,通过搅拌器各搅拌15分钟;
7.步骤3:熔炼炉降温至250℃,将ga投入到所述熔炼炉中,过搅拌器搅拌30分钟;得到液态合金;
8.步骤4:将合金溶液倒入模具中,模具温度保持125℃,保持16小时以上后,冷却出模,得到低温无铅焊料。
9.一种用于异质结低温焊带的无铅焊料的熔炼炉,包括炉本体、加热棒、安装机构、导热机构和熔炼桶,所述加热棒通过所述安装机构圆周阵列设置在所述炉本体的周向,所述炉本体内设置容纳腔,所述导热机构设置在所述容纳腔内,所述熔炼桶可拆卸的设置在所述导热机构内,并且所述导热机构包裹于所述熔炼桶的外壁上;
10.所述炉本体包括上筒体和下筒体,所述上筒体上设置子加热腔,所述子加热腔内设置子加热桶。
11.进一步地,所述上筒体的直径大于所述下筒体的直径,呈倒阶梯结构,所述上筒体
设置有所述子加热腔的远离所述容纳腔中心的一侧设置冷却管路。
12.进一步地,所述子容纳腔呈扇形结构。
13.进一步地,所述安装机构包括安装罩、压板和锁定机构,所述压板通过弹簧弹性设置在所述安装罩内,所述压板上设置所述加热棒的安装位,所述炉本体侧壁轴向凹设凹槽,并且在所述凹槽内的上端设置卡槽,所述安装罩的一端设置与所述卡槽配合的卡件,所述凹槽的下端设置所述锁定机构以固定所述安装罩的另一端。
14.进一步地,所述安装罩内设置有所述安装位的边上设置保温棉。
15.进一步地,所述锁定机构包括固定座、锁舌和弹簧,所述固定座内设置引导腔,所述锁舌滑动设置在所述引导腔内,所述锁舌的上端具有水平面和斜面,所述固定座的底板上设置导柱,所述锁舌的对应位置设置配合的引导孔,所述弹簧设置在所述导柱上,并且两端作用在所述锁舌和所述固定座的底板上。
16.进一步地,所述锁定机构还包括锁定座、锁定杆、旋转杆和拨动杆,所述锁定座固定设置所述固定座上,所述旋转杆转动设置在所述锁定座上,所述锁定杆通过扭转弹簧铰接在所述旋转杆的一端,使得所述锁定杆与所述旋转杆在不受外情况下“一”字形,且能够向单向转动,所述拨动杆设置在所述旋转杆的另一端,利用所述拨动杆驱动所述旋转杆转动。
17.进一步地,所述导热机构包括导热层和导热砖,所述导热层贴于所述容纳腔的内壁上,所述导热砖粘接固定在所述导热层的内壁上。
18.进一步地,还包括安装支架,利用所述安装支架支撑和保护所述炉本体;
19.所述安装支架包括安装底板、定位环、支撑杆、径向固定杆和轴向固定杆,所述支撑杆圆周阵列设置在所述安装底板上,所述炉本体安装于所述支撑杆上,所述径向固定杆圆周阵列设置在所述定位环的内壁上,利用所述径向固定杆与所述炉本体同心设置,所述轴向固定杆圆周阵列设置在所述炉本体的边上,并且连接所述定位环和安装底板。
20.本发明取得的有益效果:
21.本发明通过增加ag、in、ga共同降低合金的熔点;并且ag的添加,能够改善bi在显微组织中粗大组织的到略微改善;sb、ga的添加使得共晶组织成粒分散,分散均匀,并且硬度得到大大提高。ce溶入sn的晶格中,使得低温焊料的硬度大大增加。上述制备方法中,当制备得到的液态合金倒入模具有,在125℃中保持16小时,使得bi分局均匀,以提高其硬度。
22.熔炼炉中设置两个加热腔,利用余温对较低温的金属进行预加热熔化,节约了资源。加热棒通过安装罩和安装机构实现快速安装。巧妙的利用锁定杆单向转动,只需要调节锁定杆转动方向实现安装罩的锁定和打开,单人即可操作;导热机构采用导热层和导热砖,通过导热层有效传递热量,通过导热砖使得熔炼桶受热更均匀。
附图说明
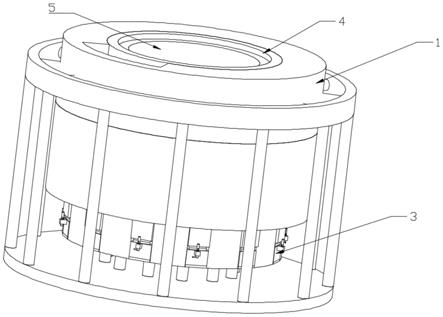
23.图1为本发明的一种用于异质结低温焊带的无铅焊料的熔炼炉的立体图结构示意图;
24.图2为炉本体的结构示意图;
25.图3为本发明的一种用于异质结低温焊带的无铅焊料的熔炼炉的剖视图;
26.图4为安装机构的立体结构示意图;
27.图5为图4中另一视角的结构示意图;
28.图6为锁定杆、旋转杆和拨动杆的配合示意图;
29.附图标记如下:
30.1、炉本体,2、加热棒,3、安装机构,5、熔炼桶,11上筒体,12、下筒体,13、子加热腔,31、安装罩,32、压板,33、锁定机构,41、导热层,42、导热砖,61、安装底座,62、定位环,63、支撑杆,64、径向固定杆,65、轴向固定杆,311、卡件,331、固定座,332、锁舌,333、弹簧,334、导柱,335、锁定座,336、锁定杆,337、旋转杆,338、拨动杆,3321、水平面,3322、斜面,
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图及实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
32.一种用于异质结低温焊带的无铅焊料,包括20%bi、0.1%in、0.5%sb、0.7%ag、0.5%ce、0.3ga和余量sn;
33.步骤1:将原料投入熔炼炉中,制备中间合金sn-ce,而后将制备好的中间合金中依次加入sb和ag,温度保持在500℃,通过搅拌器各搅拌15分钟;
34.步骤2:而后将温度降至450℃,将bi、in依次投入所述熔炼炉内,通过搅拌器各搅拌15分钟;
35.步骤3:熔炼炉降温至250℃,将ga投入到所述熔炼炉中,过搅拌器搅拌30分钟;得到液态合金;
36.步骤4:将合金溶液倒入模具中,模具温度保持125℃,保持16小时以上后,冷却出模,得到低温无铅焊料。
37.其中,通过增加ag、in、ga共同降低合金的熔点;并且ag的添加,能够改善bi在显微组织中粗大组织的到略微改善;sb、ga的添加使得共晶组织成粒分散,分散均匀,并且硬度得到大大提高。ce溶入sn的晶格中,使得低温焊料的硬度大大增加。上述制备方法中,当制备得到的液态合金倒入模具有,在125℃中保持16小时,使得bi分局均匀,以提高其硬度。
38.由于合金在制备过程中,各组分的熔点均不同,采用过高的熔点会造成资源浪费,因此:本发明还公开了一种用于异质结低温焊带的无铅焊料的熔炼炉,如图1-6所示,包括炉本体1、加热棒2、安装机构3、导热机构和熔炼桶5,加热棒2通过安装机构3圆周阵列设置在炉本体1的周向,加热棒2的电线连接外部电源,以对炉本体1加热。炉本体1内设置容纳腔,导热机构设置在容纳腔内,熔炼桶5可拆卸的设置在导热机构内,并且导热机构包裹于熔炼桶5的外壁上;进而对熔炼桶4内的金属进行加热熔化。
39.如图1-6所示,炉本体1包括上筒体11和下筒体12,上筒体11上设置子加热腔13,子加热腔13内设置子加热桶。利用加热棒2对熔炼桶5加热的余温加热子加热桶内的金属,节约了能源。
40.在一实施例中,如图1-6所示,上筒体11的直径大于下筒体12的直径,呈倒阶梯结构,上筒体11设置有子加热腔13的远离容纳腔中心的一侧设置冷却管路(未示出),由于熔炼桶5内的加热温度可能高于子加热桶内的温度,因此利用冷却管路对余温进行降温,使得子加热桶内的温度符合需求的温度,。
41.在一实施例中,如图1-6所示,子容纳腔呈扇形结构。
42.在一实施例中,如图1-6所示,安装机构3包括安装罩31、压板32和锁定机构33,压板32通过弹簧弹性设置在安装罩31内,压板32上设置加热棒2的安装位,炉本体1侧壁轴向凹设凹槽,并且在凹槽内的上端设置卡槽,安装罩31的一端设置与卡槽配合的卡件311,凹槽的下端设置锁定机构33以固定安装罩31的另一端。优选的,为了降低加热棒2向外侧损失的热量,安装罩31内设置有安装位的边上设置保温棉。保温棉可以为石棉。
43.在上述实施例中,如图1-6所示,锁定机构33包括固定座331、锁舌332和弹簧333,固定座331内设置引导腔,锁舌332滑动设置在引导腔内,锁舌的上端具有水平面3321和斜面3322,固定座331的底板上设置导柱334,锁舌332的对应位置设置配合的引导孔,弹簧333设置在导柱334上,并且两端作用在锁舌332和固定座331的底板上。通过导柱334和引导孔的配合,以引导弹簧333压缩和展开;另外,通过水平面3321和斜面3322的设置,通过斜面3322使得在安装罩31安装时锁舌332向下移动,而后通过水平面3321与安装好31的下端面配合,利用弹簧333推动锁舌332压紧安装罩31,以防止安装罩31下沉。
44.在上述实施例中,如图1-6所示,锁定机构33还包括锁定座335、锁定杆336、旋转杆337和拨动杆338,锁定座335固定设置固定座331上,旋转杆337转动设置在锁定座335上,锁定杆336通过扭转弹簧铰接在旋转杆337的一端,使得锁定杆336与旋转杆337在不受外情况下“一”字形,且能够向单向转动,即锁定杆336能够向一方向施加推力,能够绕铰接点相对旋转杆337转动,而向其反方向则无法转动。拨动杆338设置在旋转杆337的另一端,利用拨动杆338驱动旋转杆337转动。通过拨动杆338控制锁定杆336转动方向。在使用时,当安装罩31安装时,其卡件331一端插入卡槽后,另一端向炉本体1移动,与锁舌332接触后,将锁舌332下压,通过锁定杆336也向炉本体1转动,当安装罩31与锁定杆36分离时,锁定杆336受到扭转弹簧的回复力复位。此时,安装罩31的下端被锁舌332向上顶紧,通过弹簧驱动压板32使得加热棒2紧贴于炉本体,同时具有一径向反推力;并且受到锁定杆336的限制,使得安装罩31无法向远离炉本体1的一方向移动,进而实现安装罩31的快速安装。并且操作人员单手就能够完成安装。拆卸时,只需要转动旋转杆337,改变锁定杆336转动方向,即可快速将安装罩31拆卸。
45.在一实施例中,如图1-6所示,导热机构包括导热层41和导热砖42,导热层41贴于容纳腔的内壁上,导热砖42粘接固定在导热层41的内壁上。通过导热层41将加热棒2的热量传递至导热砖42上,并且通过导热砖42的恒温性,使得加热更加均匀。
46.在一实施例中,如图1-6所示,还包括安装支架6,利用安装支架6支撑和保护炉本体1;
47.安装支架6包括安装底板61、定位环62、支撑杆63、径向固定杆64和轴向固定杆65,支撑杆63圆周阵列设置在安装底板61上,炉本体1安装于支撑杆63上,径向固定杆64圆周阵列设置在定位环62的内壁上,利用径向固定杆64与炉本体1同心设置,轴向固定杆65圆周阵列设置在炉本体1的边上,并且连接定位环62和安装底板61。通过支撑杆和径向固定杆64减少与炉本体的接触面积,降低热量的损耗;同时通过轴向固定杆64连接定位环62和安装底板61,并对炉本体1进行保护,防止行车等搬运物体时撞击炉本体1;同时防止工作人员误触炉本体造成烫伤。
48.以上仅为本发明的较佳实施例,并非用来限定本发明的实施范围;如果不脱离本
发明的精神和范围,对本发明进行修改或者等同替换,均应涵盖在本发明权利要求的保护范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1