一种箱体自动焊接流水线的制作方法
1.本发明涉及箱体焊接技术领域,尤其是涉及一种箱体自动焊接流水线。
背景技术:
2.在对箱柜制造时,需要先把每个面板单独制造出来,然后分别焊接在一起,形成最终的箱柜。现阶段,人们对办公用具的要求越来越高,不仅要求办公家具实用、寿命长,还比较在意办公家具的外观。在对箱体进行焊接时大多采用人工焊接的方式,耗费的人力成本较大,并且效率很低,焊接质量参差不齐,并且焊接处会留下较大的焊点突起,在使用时不仅影响外观还有可能发生安全事故。
3.现有技术中已经出现自动焊接的流水线,如中国专利cn107671445b公开了一种金属板材全自动焊接装置,该装置可以实现对金属板材的自动焊接。由于目前在制造箱柜式办公家具的工厂中,箱体输送线采用的大都是辊轮式输送线,若采用上述装置对箱体进行焊接,依然会出现焊接质量参差不齐的问题,原因是在焊接时箱体依然会在滚轮输送线上滑动。而且,由于现阶段大都采用辊轮式输送线,若引进新的输送线,势必会增加制造成本,所以亟需一种使用既有辊轮式输送线来对箱体焊接的流水线。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种焊接质量好、成本低、安全性高、适用范围广的箱体自动焊接流水线。
5.本发明的目的可以通过以下技术方案来实现:
6.一种箱体自动焊接流水线,包括箱体输送单元、箱体焊接单元和箱体夹紧单元;所述的箱体放置在箱体输送单元上;所述的箱体输送单元的两侧设置有焊接区域;所述的箱体焊接单元和箱体夹紧单元分别设置在箱体输送单元两侧的焊接区域内。
7.优选地,所述的箱体输送单元为辊轮输送线。
8.优选地,所述的箱体焊接单元包括焊枪和十二轴机械臂;所述的焊枪和十二轴机械臂的数量均为两个;所述的两个焊枪分别安装在两个十二轴机械臂的末端。
9.更加优选地,所述的焊接单元设有第一接近传感器、第二接近传感器、第一接近传感器安装架和第二接近传感器安装架;所述的第一接近传感器安装架和第二接近传感器安装架分别安装在焊接区域的首端和尾端;所述的第一接近传感器固定在第一接近传感器安装架上;所述的第二接近传感器固定在第二接近传感器安装架上。
10.优选地,所述的箱体夹紧单元包括第一滑轨、第二滑轨、两个滑轨安装架、四个滑块、四个夹紧驱动电缸、四个夹紧件和四个滑块锁紧件;
11.所述的两个滑轨安装架安装在焊接区域内,设置在箱体输送单元的两侧;所述的第一滑轨和第二滑轨分别安装在两个滑轨安装架上;所述的两个滑块设置在第一滑轨上,另外两个滑块设置在第二滑轨上;所述的四个夹紧驱动气缸分别设置在四个滑块上;所述的四个夹紧件分别设置在四个夹紧驱动气缸的输出轴上;所述的四个滑块锁紧件分别固定
在四个滑块上;
12.所述的四个滑块的位置与箱体焊接时四个角的位置相对应。
13.优选地,所述的箱体夹紧单元包括第一滑轨、第二滑轨、两个滑轨安装架、两个滑块、两个夹紧驱动电缸、两个夹紧件和两个滑块锁紧件;
14.所述的两个滑轨安装架安装在焊接区域内,设置在箱体输送单元的两侧;所述的第一滑轨和第二滑轨分别安装在两个滑轨安装架上;所述的一个滑块设置在第一滑轨上,另外一个滑块设置在第二滑轨上;所述的两个夹紧驱动气缸分别设置在两个滑块上;所述的两个夹紧件分别设置在两个夹紧驱动气缸的输出轴上;所述的两个滑块锁紧件分别固定在两个滑块上;
15.所述的两个滑块的位置与箱体焊接时箱体对角的位置相对应。
16.更加优选地,所述的夹紧件为l型夹紧件。
17.更加优选地,所述的l型夹紧件的内侧设有橡胶垫。
18.更加优选地,所述的滑块锁紧件为机械锁紧件或气动锁紧件。
19.优选地,所述的自动焊接流水线在焊接区域设有围栏。
20.与现有技术相比,本发明具有以下有益效果:
21.一、焊接质量好:本发明中的箱体自动焊接流水线采用十二轴机械臂带动焊枪的方式对箱体进行焊接,在保证焊接质量的同时还能够保证焊点不影响箱体的美观度;另外,还使用了箱体夹紧单元将箱体固定在焊接区域内,在机械臂对箱体进行焊接时固定箱体,保证了焊接质量。
22.二、成本低:本发明中的箱体自动焊接流水线利用目前普遍使用的辊轮式输送线,流水线的投入只限于机械臂和焊枪,流水线的投入成本较低。
23.三、安全性高:本发明中的箱体自动焊接流水线通过夹紧驱动电缸和夹紧件来对箱体进行夹紧,避免由于箱体滑动而出现的意外。
24.四、适用范围广:本发明中的箱体自动焊接流水线适用多种尺寸的箱体,针对不同箱体的不同尺寸,只需要调整滑块在滑轨上的位置并将其锁紧即可,可以对多种尺寸的箱体进行焊接,扩大的流水线的适用范围。
附图说明
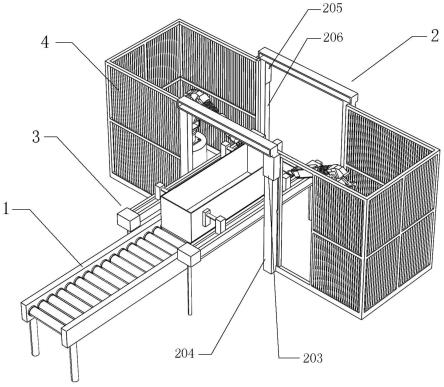
25.图1为本发明中箱体自动焊接流水线的结构示意图;
26.图2为本发明中十二轴机械臂和焊枪的结构示意图;
27.图3为本发明中箱体夹紧单元的结构示意图。
28.图中标号所示:
29.1、箱体输送单元;
30.2、箱体焊接单元,201、焊枪,202、十二轴机械臂,203、第一接近传感器,204、第二接近传感器,205、第一接近传感器安装架,206、第二接近传感器安装架;
31.3、箱体夹紧单元,301、第一滑轨,302、第二滑轨,303、滑块,304、夹紧驱动电缸,305、夹紧件;
32.4、围栏。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。
34.一种箱体自动焊接流水线,其结构如图1所示,包括箱体输送单元1、箱体焊接单元2和箱体夹紧单元3,箱体放置在箱体输送单元1上,箱体输送单元1的两侧设置有焊接区域,箱体焊接单元2和箱体夹紧单元3分别设置在箱体输送单元1两侧的焊接区域内。
35.本实施例中的箱体输送单元1选用辊轮输送线,该输送线是目前大多数箱柜制造工厂普遍使用的输送线。
36.实施例1
37.本实施例中的箱体焊接单元2的结构如图2所示,包括焊枪201和十二轴机械臂202,焊枪201和十二轴机械臂202的数量均为两个,两个焊枪201分别安装在两个十二轴机械臂202的末端。
38.实施例2
39.焊接单元2设有第一接近传感器203、第二接近传感器204、第一接近传感器安装架205和第二接近传感器安装架206,第一接近传感器安装架205和第二接近传感器安装架206分别安装在焊接区域的首端和尾端,第一接近传感器203固定在第一接近传感器安装架205上,第二接近传感器204固定在第二接近传感器安装架206上。
40.实施例3
41.箱体夹紧单元3的结构如图3所示,包括第一滑轨301、第二滑轨302、两个滑轨安装架、四个滑块303、四个夹紧驱动电缸304、四个夹紧件305和四个滑块锁紧件,两个滑轨安装架安装在焊接区域内,设置在箱体输送单元1的两侧,第一滑轨301和第二滑轨302分别安装在两个滑轨安装架上,两个滑块303设置在第一滑轨301上,另外两个滑块303设置在第二滑轨302上,四个夹紧驱动气缸304分别设置在四个滑块303上,四个夹紧件305分别设置在四个夹紧驱动气缸304的输出轴上,四个滑块锁紧件分别固定在四个滑块303上,四个滑块303的位置与箱体焊接时四个角的位置相对应。
42.实施例4
43.箱体夹紧单元3包括第一滑轨301、第二滑轨302、两个滑轨安装架、两个滑块303、两个夹紧驱动电缸304、两个夹紧件305和两个滑块锁紧件,两个滑轨安装架安装在焊接区域内,设置在箱体输送单元1的两侧,第一滑轨301和第二滑轨302分别安装在两个滑轨安装架上,一个滑块303设置在第一滑轨301上,另外一个滑块303设置在第二滑轨302上,两个夹紧驱动气缸304分别设置在两个滑块303上,两个夹紧件305分别设置在两个夹紧驱动气缸304的输出轴上,两个滑块锁紧件分别固定在两个滑块303上,两个滑块303的位置与箱体焊接时箱体对角的位置相对应。
44.实施例5
45.应用在实施例3和实施例4中的夹紧件305为l型夹紧件,在l型夹紧件的内侧设有橡胶垫。
46.实施例6
47.应用在实施例3和实施例4中的滑块锁紧件为机械锁紧件或气动锁紧件,启动夹紧件可以选用气缸对滑块进行锁紧。
48.实施例7
49.本实施例在自动焊接流水线在焊接区域设有围栏4。
50.自动焊接流水线的工作原理为:
51.在制造好箱体面板后,人工对面板进行第一次焊接操作,此次焊接仅是将面板简单固定在一起,然后将箱体放置在辊轮输送线上,箱体随辊轮输送线输送;
52.箱体首先经过第一接近传感器,当第一接近传感器检测到有箱体经过时,工控机控制位于焊接区域末端的夹紧驱动电缸驱动夹紧件伸出到预定位置,保证箱体的停止位置。经过一段预设的时限后,工控机控制位于焊接区域首端的夹紧驱动电缸驱动夹紧件伸出到预定位置,将箱体夹紧。与此同时,工控机关闭辊轮输送线,机械臂开始带动焊枪焊接。
53.焊接完成后,工控机控制位于焊接区域末端的夹紧驱动电缸驱动夹紧件缩回到预定位置,然后开启辊轮输送线,箱体开始输送。当第二接近传感器检测到箱体已经离开焊接区域时,完成一次箱体焊接操作。
54.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1