接线盒焊接机的制作方法
1.本发明涉及接线盒焊接机。
背景技术:
2.光伏板需要在多个接线盒处进行焊接,现有的焊接方式为人工焊接,效率低。
技术实现要素:
3.本发明的目的是提供一种高效的自动化的接线盒焊接机。
4.本发明通过如下技术方案实现上述目的:接线盒焊接机,包括x轴第一移动模组、安装在x轴移动模组上的焊接机构,位于x轴移动模组下方的输送线,焊接机构包括三个并排设置的压焊组件以及一个焊料供应组件,以及带动焊料供应组件移动的y轴第一移动模组,焊接机构还包括带动压焊组件移动的x轴第二移动模组和y轴第二移动模组。
5.进一步的,所述焊料供应组件包括焊丝供料机,焊丝供料机供应焊丝。
6.进一步的,所述焊料供应组件包括焊丝剪料气缸,焊丝剪料气缸连接有焊丝剪刀。
7.进一步的,所述焊料供应组件还包括焊丝夹取z轴气缸,焊丝夹取z轴气缸连接有旋转气缸,旋转气缸连接有焊丝夹爪。
8.进一步的,所述焊料供应组件还包括焊丝加热载具。
9.进一步的,所述压焊组件包括压焊z轴气缸,压焊z轴气缸连接有压焊头安装板,压焊头安装板的底部设有压焊头。
10.进一步的,所述压焊组件还包括脱料z轴气缸,脱料z轴气缸的底部设有脱料头。
11.进一步的,所述脱料头的形状为两个对称设置的u型,压焊头位于两个脱料头之间的区域。
12.与现有技术相比,本发明接线盒焊接机的有益效果是:相对于传统人工接线盒焊接操作,提升了生产效率。
附图说明
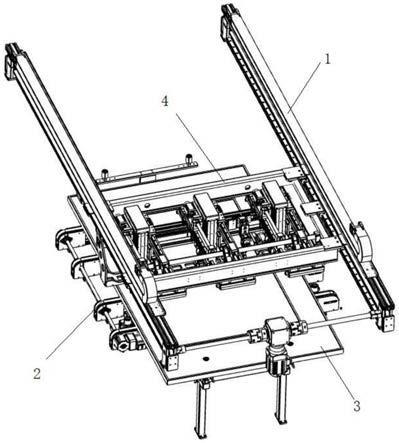
13.图1是接线盒焊接机的结构示意图。
14.图2是接线盒焊接机的焊接机构的结构示意图。
15.图3是图2的主视示意图。
16.图4是焊接机构的焊料供应组件的结构示意图。
17.图5是焊接机构的压焊组件的结构示意图。
18.图6是图5的另一角度部分结构示意图。
具体实施方式
19.请参阅图1至图6,接线盒焊接机,包括x轴第一移动模组1、安装在x轴移动模组1上的焊接机构4,位于x轴移动模组1下方的输送线2,光伏板3放置于输送线2上。
20.焊接机构4包括三个并排设置的压焊组件41以及一个焊料供应组件44,以及带动焊料供应组件44移动的y轴第一移动模组45。焊接机构4还包括带动压焊组件41移动的x轴第二移动模组42和y轴第二移动模组43。
21.焊料供应组件44包括焊丝供料机441,焊丝供料机441供应焊丝444,焊料供应组件44包括焊丝剪料气缸442,焊丝剪料气缸442连接有焊丝剪刀443,焊料供应组件44还包括焊丝夹取z轴气缸445,焊丝夹取z轴气缸445连接有旋转气缸446,旋转气缸446连接有焊丝夹爪447,焊料供应组件44还包括焊丝加热载具448。
22.压焊组件41包括压焊z轴气缸414,压焊z轴气缸414连接有压焊头安装板415,压焊头安装板415的底部设有压焊头416。
23.压焊组件41还包括脱料z轴气缸412,脱料z轴气缸412的底部设有脱料头413。脱料头413的形状为两个对称设置的u型,压焊头416位于两个脱料头413之间的区域。
24.压焊组件41还包括视觉检测机构411,视觉检测机构411用于检测焊接情况。
25.本发明的工作原理为:光伏板3通过输送线2进行上料,焊接机构4通过各个轴的模组移动至焊接位置,焊料供应组件44的焊丝供料机441供应焊丝,焊丝夹爪447移动过来夹住焊丝一端,焊丝剪刀443将焊丝剪断,焊丝夹爪447再将焊丝送至焊丝加热载具448融化,压焊组件41的压焊头416蘸取融化的焊丝并移动至接线盒处进行压焊,焊接完成后,脱料头413协助压焊头416进行脱料。
26.本发明相对于传统人工接线盒焊接操作,提升了生产效率。
27.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
28.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1