一种轧钢冷床的防划伤装置及其应用的制作方法
1.本发明涉及轧钢设备技术领域,具体涉及一种轧钢冷床的防划伤装置及其应用。
背景技术:
2.圆棒的防划伤与产品的质量密切相关,是优特钢生产线中重要的课题之一。目前国内的冷床因挡墙与制动块间无安装侧轮的空间,导致成品与挡墙之间为线接触的滑动摩擦,圆棒在滑行过程中表面极易出现划伤,严重影响产品质量。目前生产中仅能通过人工打磨挡墙的方式改善成品划伤,无法根本解决此问题。因此,针对现有设备中存在的问题,迫切的需要一种新的技术方案来解决上述技术问题。
技术实现要素:
3.针对现有技术中存在的不足,本发明提供了一种轧钢冷床的防划伤装置及其应用,将挡墙与成品之间的滑动摩擦变成滚动摩擦,解决轧钢成品被划伤的问题。
4.本发明是通过以下技术手段实现上述技术目的的。
5.一种轧钢冷床的防划伤装置,其特征在于,相对于轧钢冷床可升降的挡墙机构、可升降的辅助侧轮机构、检测机构、控制器,
6.所述可升降的挡墙机构包括挡墙及挡墙升降执行机构,挡墙由挡墙升降执行机构驱动抬起或下降;
7.所述可升降的辅助侧轮机构装在轧钢冷床上下游相邻的挡墙之间、且位于轧钢冷床的下辊轮上方,包括辅助侧轮及辅助侧轮升降执行机构,所述辅助侧轮由辅助侧轮升降执行机构驱动抬起或下降;
8.所述检测机构用于检测轧钢成品是否进入轧钢冷床;
9.所述挡墙升降执行机构、辅助侧轮升降执行机构及检测机构均与控制器连接,所述控制器根据检测机构的检测信号,控制挡墙升降执行机构、辅助侧轮升降执行机构运行,当轧钢成品头部进入冷床时,使挡墙抬起、辅助侧轮下降,当轧钢成品尾部即将进入裙板通道时,使挡墙下降、辅助侧轮抬起。
10.进一步地,所述挡墙升降执行机构为电机,辅助侧轮升降执行机构为气缸,辅助侧轮装在气缸的活塞杆上。
11.进一步地,所述可升降的挡墙机构还包括垂直于轧钢冷床设置的竖直支架、与竖直支架垂直连接的水平支架,所述气缸垂直于轧钢冷床设置,且气缸套上端固定在竖直支架上,气缸的活塞杆驱动辅助侧轮在竖直方向上上下移动。
12.进一步地,所述活塞杆端部通过连接板连接辅助侧轮,所述连接板的两边设置导向板、且连接板的两边缘嵌入到导向板上的导槽内,导向板固定在水平支架上。
13.进一步地,所述气缸套的上端通过固定连接的气缸耳板、气缸固定底座装在竖直支架上,所述竖直支架上具有滑移轨道,所述气缸固定底座镶嵌在所述滑移轨道中,且通过螺纹连接装在丝杆上,所述丝杆的上端有固定在竖直支架上的调节丝杆底板上。
14.进一步地,所述竖直支架、水平支架之间、水平支架与导向板之间设置有加强筋板。
15.进一步地,所述检测机构为高温红外传感器。
16.进一步地,所述控制器根据高温红外传感器检测到的轧钢距离、以及轧钢移动的线速度确定挡墙抬起、辅助侧轮下降的时机,并根据轧钢的长度、轧钢移动的线速度及进入裙板通道的时机确定挡墙下降、辅助侧轮抬起的时机。
17.所述的轧钢冷床的防划伤装置的应用,其特征在于,多个所述防划伤装置依次设置于轧钢冷床生产线上,每两个所述防划伤装置为一组,同一组中的上下游的两个防划伤装置辅助侧轮之间的下降、抬起动作的时刻设置时间延迟δt,所述时间延迟δt根据轧制的线速度以及两个所述防划伤装置之间的距离确定。
18.本发明所述的轧钢冷床的防划伤装置,将可升降的辅助侧轮机构装在相邻的挡墙之间、且位于下辊轮的上方,同时设置能够检测轧制成品是否进入冷床检测机构。当轧制成品是否进入冷床时,控制器根据检测机构的检测信号,控制可升降的挡墙机构、可升降的辅助侧轮机构的升降执行机构,当轧制成品进入冷床时,使挡墙抬起、辅助侧轮下降。根据可升降的挡墙机构与可升降的辅助侧轮机构抬起、下降的配合,避免轧制成品进入冷床时与挡墙之间接触,替换为使用辅助侧轮与轧制成品接触,因为辅助侧轮可以绕其轴转动,因此,在轧制成品向前移动的过程中,会带动辅助侧轮滚动,将原来的轧制成品与挡墙之间的滑动摩擦转变为轧制成品与辅助侧轮之间的滚动摩擦,从而从根本上解决挡墙与轧制成品之间的滑动摩擦对轧制成品表面造成划伤的风险,提高了轧制成品的表面质量。
19.同时,当轧制成品尾部即将进入裙板通道时,控制器发出控制指令使挡墙下降、辅助侧轮抬起,防止成品尾部挂侧轮机构,从而无法进入裙板通道内。
20.本发明整套机构设计巧妙,结构紧凑、拆装方便且通用性强,冷床挡墙可根据实际情况安装多套该机构,解决成品表面划伤的问题,提升产品质量。
附图说明
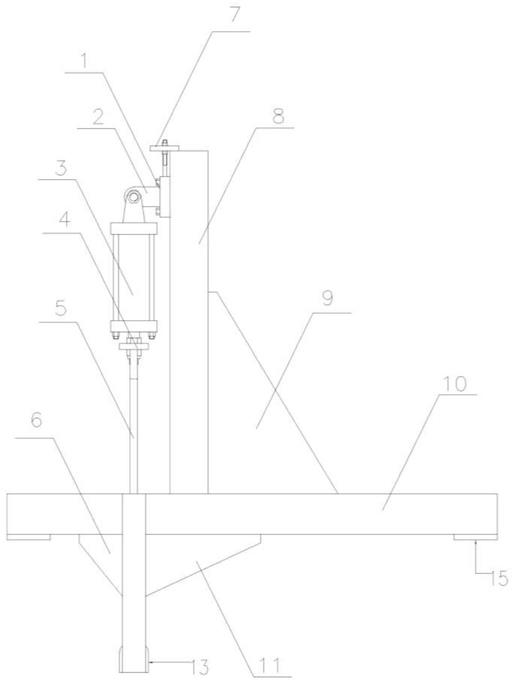
21.图1是本发明所述可升降的辅助侧轮机构的正面视图。
22.图2是所述可升降的辅助侧轮机构的侧面视图。
23.图3是所述可升降的辅助侧轮机构的俯视图。
[0024]1‑
气缸固定底座;2
‑
气缸耳板;3
‑
气缸;4
‑
固定板;5
‑
连接板;6
‑
第一筋板;7
‑
调节丝杆底板;8
‑
竖直支架;9
‑
第二筋板;10
‑
水平支架;11
‑
第三筋板;12
‑
气缸固定销轴;13
‑
辅助侧轮;14
‑
导向板;15
‑
支架固定底座。
具体实施方式
[0025]
下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
[0026]
本发明所述的轧钢冷床的防划伤装置,包括相对于轧钢冷床可升降的挡墙机构、可升降的辅助侧轮机构、检测机构、控制器。所述可升降的挡墙机构包括挡墙及挡墙升降执行机构,挡墙由挡墙升降执行机构驱动抬起或下降。所述可升降的辅助侧轮机构装在轧钢冷床上下游相邻的挡墙之间、且位于轧钢冷床的下辊轮上方,包括辅助侧轮13及辅助侧轮
升降执行机构,所述辅助侧轮13由辅助侧轮升降执行机构驱动抬起或下降。所述检测机构用于检测轧制成品是否进入冷床。所述挡墙升降执行机构、辅助侧轮升降执行机构及检测机构均与控制器连接,所述控制器根据检测机构的检测信号,控制挡墙升降执行机构、辅助侧轮升降执行机构运行,当轧钢成品头部进入冷床时,使挡墙抬起、辅助侧轮下降,当轧钢成品尾部即将进入裙板通道时,使挡墙下降、辅助侧轮抬起。
[0027]
所述挡墙升降执行机构为电机,电机驱动连杆控制挡墙升降。辅助侧轮升降执行机构为气缸,辅助侧轮3装在气缸的活塞杆上,气缸动作驱动辅助侧轮的升降。作为上述升降的实现方式,还可以采用其他能够实现二维方向往复运动的驱动方式。本实施例中具体介绍可升降的辅助侧轮机构的升降执行机构为气缸的具体实施方式。
[0028]
具体的如图1、图2图3所示,所述可升降的挡墙机构包括垂直于轧钢冷床的竖直支架8、与竖直支架8垂直连接的水平支架10,以及气缸3、辅助侧轮13。所述气缸3竖直设置,且气缸套上端固定在竖直支架上,即气缸3上端通过气缸固定销轴12将气缸耳板2固定在气缸固定底座1上,气缸固定底座1装在竖直支架8上。为了方便气缸3上下位置的调整,根据现场实际情况调整气缸3的高度,在所述竖直支架8设置滑移轨道,所述气缸固定底座1镶嵌在所述滑移轨道中,气缸固定底座1通过螺纹连接装在丝杆上,所述丝杆的上端有固定在竖直支架8上的调节丝杆底板7上。通过丝杠结构来调整方便气缸3上下位置。水平支架10下方固定支架固定底座15。
[0029]
所述活塞杆端部通过连接板5连接辅助侧轮13,活塞杆端部与连接板5之间通过固定板4连接。所述连接板5的两边设置导向板14、且连接板5的两边缘嵌入到导向板14上的导槽内,导向板14固定在水平支架10上;气缸3的活塞杆驱动辅助侧轮13在竖直方向上上下移动。
[0030]
所述气缸3的动作由控制器控制电磁阀来实现,挡墙的升降由控制器控制电机的工作来实现。在控制器的控制下,辅助侧轮13与挡墙的升降为同步反向。
[0031]
本发明中,所述检测机构采用高温红外传感器,所述控制器根据高温红外传感器检测到的轧钢距离、以及轧钢移动的线速度确定挡墙抬起、辅助侧轮下降的时机,并根据轧钢的长度、轧钢移动的线速度及进入裙板通道的时机确定挡墙下降、辅助侧轮抬起的时机。
[0032]
所述的轧钢冷床的防划伤装置在应用时,在轧钢冷床生产线上依次设置多个所述防划伤装置,每两个所述防划伤装置为一组,可根据实际轧制情况选择投用。同一组中的上下游的两个防划伤装置辅助侧轮之间的下降、抬起动作的时刻设置时间延迟δt,所述时间延迟δt根据轧制的线速度以及两个所述防划伤装置之间的距离确定。当5#倍尺剪后高温红外传感器得到信号,成品即将进入挡墙通道时,挡墙上升,同时第一组防划伤装置下降,后一组防划伤装置在前一组的基础上增加了延迟,延迟到位后开始下降,主控台可根据轧制的线速度调整防划伤装置的延迟。当成品即将从挡墙通道翻入2#裙板内时,挡墙下降,同时所有防划伤装置上升到位。
[0033]
为了提高可升降的挡墙机构的结构稳定性,在所述竖直支架8、水平支架10之间、水平支架10与导向板14之间设置有加强筋板来提高系统的稳定性,即第一筋板6、第二筋板9、第三筋板11。
[0034]
所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换
或变型均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1