高速钢和钨钢间接融合的五金工具及加工方法与流程
1.本发明涉及焊接技术领域,特别涉及一种高速钢和钨钢间接融合的五金工具及加工方法。
背景技术:
2.高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。对于硬度要求更高的用具而言,通用高速钢也无法实现满足,或使用寿命较短。
3.在相关技术中,通用高速钢的性能已不复使用,高性能高速钢和粉末冶金高速钢相继出现,使高速钢刀具材料的性能得到了很大提高。
4.然而,高性能高速钢和粉末冶金高速钢的制备工艺更为复杂,若无法精准控制淬火和回火的时间和温度,无法转变残余奥氏体,会进一步影响高速钢的性能。
技术实现要素:
5.本发明提供了一种高速钢和钨钢间接融合的五金工具,能够解决相关技术中高性能高速钢制备工艺复杂的问题。所述技术方案如下:
6.一方面,提供了一种高速钢和钨钢间接融合的五金工具,所述五金工具包括:依次融合的高速钢段、连接层和钨钢段;
7.所述连接层位于所述高速钢段与所述钨钢段之间,且所述连接层通过焊接方式分别与所述连接层和所述高速钢段相连;
8.所述连接层的一端熔点与所述高速钢段的熔点之差在预设范围内,所述连接层的另一端熔点与所述钨钢段的熔点在所述预设范围内。
9.可选的,所述连接层由熔点递增的金属介质层构成,连接所述高速钢段的金属介质层为第一焊接层,连接所述钨钢段的金属介质层为第二焊接层,其中,所述第一焊接层的熔点与所述高速钢段的熔点之差在预设范围内,所述第二焊接层的熔点与所述钨钢段的熔点在所述预设范围内。
10.另一方面,提供了一种高速钢和钨钢间接融合的加工方法,所述高速钢和钨钢间接融合的加工方法适用于上述所述的高速钢和钨钢间接融合的五金工具,所述方法包括:
11.采用粉末冶金法制取所述钨钢段;
12.采用热处理工艺制备所述高速钢段,所述热处理工艺包括淬火和回火;
13.根据所述钨钢段的熔点和所述高速钢段的熔点制备所述连接层,其中,所述连接层的一端熔点与所述高速钢段的熔点之差在预设范围内,所述连接层的另一端熔点与所述钨钢段的熔点在所述预设范围内。
14.可选的,所述根据所述钨钢段的熔点和所述高速钢段的熔点制备所述连接层,包括:
15.将不同熔点的金属介质层依次排列后烧结,最终得到所述连接层,其中,连接所述
高速钢段的金属介质层为第一焊接层,连接所述钨钢段的金属介质层为第二焊接层,所述第一焊接层的熔点与所述高速钢段的熔点之差在预设范围内,所述第二焊接层的熔点与所述钨钢段的熔点在所述预设范围内。
16.可选的,所述钨钢段的钴含量和碳化钨含量的比值不低于4:6;
17.可选的,所述高速钢段的钴含量和钨含量的总含量不低于12%。
18.本发明可以带来的有益效果:
19.本发明中,针对现有技术的缺陷和不足,提供一种高速钢和钨钢的间接融合方法,改变制备高性能高速钢的思路,对通用高速钢进行与钨钢进行间接融合,通过硬度更强的钨钢对高速钢一端进行硬度加强;且在相关技术中,由于熔点不同问题,钨钢与高速钢的直接融合是存在极大的困难的,本发明通过不同熔点的连接层连接实现对钨钢与高速钢的间接融合,实现不同材料间的有效连接。
附图说明
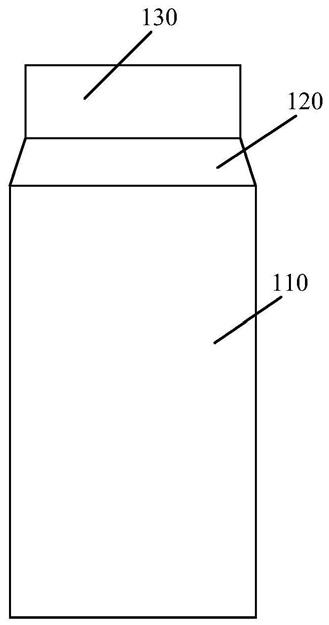
20.图1示出了本发明一个示例性实施例示出的高速钢和钨钢间接融合的五金工的结构示意图;
21.图2示出了本发明另一个示例性实施例示出的高速钢和钨钢间接融合的五金工的结构示意图;
22.图3示出了本发明一个示例性实施例示出的高速钢和钨钢间接融合的加工方法的流程图;
23.图4示出了本发明另一个示例性实施例示出的高速钢和钨钢间接融合的加工方法的流程图。
具体实施方式
24.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
25.在本文中提及的“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
26.实施例1
27.如图1所示,示出了本发明一个示例性实施例示出的高速钢和钨钢间接融合的五金工具的结构示意图。
28.该五金工具包括依次融合的高速钢段110、连接层120和钨钢段130。
29.连接层120位于高速钢段110与钨钢段130之间,且连接层120通过焊接方式分别与连接层120和高速钢段110相连。
30.连接层120的一端熔点与高速钢段110的熔点之差在预设范围内,连接层120的另一端熔点与钨钢段130的熔点在预设范围内。
31.如预设范围为上下5摄氏度,使连接层120的一端与高速钢段110可以在相同温度下进行熔融并冷却后连接,若熔点
32.综上,针对现有技术的缺陷和不足,提供一种高速钢和钨钢的间接融合方法,改变
制备高性能高速钢的思路,对通用高速钢进行与钨钢进行间接融合,通过硬度更强的钨钢对高速钢一端进行硬度加强;且在相关技术中,由于熔点不同问题,钨钢与高速钢的直接融合是存在极大的困难的,本发明通过端点处熔点不同的连接层实现对钨钢与高速钢的间接融合。
33.实施例2
34.如图2所示,示出了本发明另一个示例性实施例示出的高速钢和钨钢间接融合的五金工具的结构示意图。
35.在图1的基础上,如图2所示,连接层120由熔点递增的金属介质层121构成,连接高速钢段110的金属介质层121为第一焊接层,连接钨钢段130的金属介质层121为第二焊接层,其中,第一焊接层的熔点与高速钢段110的熔点之差在预设范围内,第二焊接层的熔点与钨钢段130的熔点在预设范围内。
36.本发明实施例中,通过设置多层不同熔点的金属介质层,实现连接层的一端至另一端熔点跨度大的效果,并在各个端处分别实现与高速钢段和钨钢段的熔融后连接。
37.实施例3
38.如图3所示,示出了本发明一个示例性实施例示出的高速钢和钨钢间接融合的加工方法的流程图。且该高速钢和钨钢间接融合的加工方法适用于上述实施例的高速钢和钨钢间接融合的五金工具,该方法包括:
39.步骤301,采用粉末冶金法制取钨钢段。
40.步骤302,采用热处理工艺制备高速钢段,热处理工艺包括淬火和回火。
41.步骤303,根据钨钢段的熔点和高速钢段的熔点制备连接层,其中,连接层的一端熔点与高速钢段的熔点之差在预设范围内,连接层的另一端熔点与钨钢段的熔点在预设范围内。
42.实施例4
43.如图4所示,示出了本发明领一个示例性实施例示出的高速钢和钨钢间接融合的加工方法的流程图。且该高速钢和钨钢间接融合的加工方法适用于上述实施例的高速钢和钨钢间接融合的五金工具,该方法包括:
44.步骤401,采用粉末冶金法制取钨钢段。
45.步骤402,采用热处理工艺制备高速钢段,热处理工艺包括淬火和回火。
46.步骤403,将不同熔点的金属介质层依次排列后烧结,最终得到连接层,其中,连接高速钢段的金属介质层为第一焊接层,连接钨钢段的金属介质层为第二焊接层,第一焊接层的熔点与高速钢段的熔点之差在预设范围内,第二焊接层的熔点与钨钢段的熔点在预设范围内。
47.可选的,钨钢段的钴含量和碳化钨含量的比值不低于4:6。
48.可选的,高速钢段的钴含量和钨含量的总含量不低于12%。
49.以上所述仅为本发明的可选实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1