一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺的制作方法
1.本发明涉及新型弹性体技术领域,具体为一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺。
背景技术:
2.弹性体泛指在除去外力后能恢复原状的材料,然而具有弹性的材料并不一定是弹性体,弹性体只是在弱应力下形变显著,应力松弛后能迅速恢复到接近原有状态和尺寸的高分子材料,根据弹性体是否可塑化可以分为热固性弹性体、热塑性弹性体二大类。
3.市面也有很多类型弹性体,大多数的弹性体虽然有弹性,但是弹性过高,造成刚性不足,同时其防腐性不高。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺,解决了虽然有弹性,但是弹性过高,造成刚性不足,同时其防腐性不高的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种耐酸碱腐蚀轻金属材料弹性体,包括弹性板,所述弹性板的上下两端设置有内槽,且多个内槽均匀分布在弹性板的两端,所述弹性板的两侧设置有槽体,且两个槽体对称分布在弹性板的两侧,所述弹性板的外壁与橡胶板的内壁固定连接在一起,所述橡胶板的外壁设置有防腐层,所述防腐层的两侧与定位侧板的内壁固定连接在一起,且两个定位侧板对称分布在防腐层的外壁。
8.优选的,所述防腐层的材料为mw
‑
700有机硅耐高温防腐涂料。
9.优选的,一种耐酸碱腐蚀轻金属材料弹性体的制造工艺,包括以下步骤::
10.s1:清理与修整
11.首先将弹性板的表面进行清理,清理完成后,进行5
‑
10分钟的热风干,将水渍进行清理,清理完成后,进行表面的平整度测量与修整,保证弹性板的质量;
12.s2:加工
13.在弹性板的上下两个端面进行内槽加工,内槽的数量为30~50个/dm2,在弹性板的左右两个侧面进行槽体加工,槽体的深度为20~30mm;
14.s3:电镀
15.将弹性板放置在电解溶液中进行电解,进行20~30分钟的电解;
16.s4:弹性加工
17.在完成电解的弹性板的外侧,用橡胶将弹性板的外壁进行覆盖,形成橡胶板,覆盖完成后,放置在干燥处,进行1~3天的晾晒;
18.s5:防腐加工
19.晾晒完成后,在橡胶板的外壁,用防腐材料将橡胶板的外壁进行覆盖,形成防腐
层,覆盖完成后,放置在干燥处,进行1~3天的晾晒;
20.s6:固定加工
21.在晾晒完成后,在防腐层的外壁中,将定位侧板与弹性板的槽体进行固定连接,使用压力机将定位侧板进行加压;
22.s7:包装储藏
23.加工完成后,将加工完成的弹性板放置在真空包中,放置在干燥处进行保存储藏。
24.优选的,所述电解溶液的成分为硫酸铜、次亚磷酸钠、柠檬酸钠、硫酸镍、乙二胺四乙酸二钠、四硼酸钠、硫脲、十二烷基磺酸钠与2,2
‑
联吡啶。
25.优选的,所述表面的平整度测量使用游标卡尺,修整使用打磨机。
26.优选的,所述干燥处的温度为30~40摄氏度。
27.优选的,所述晾晒时均匀分布,且间隔一定的距离。
28.优选的,所述内槽的深度为10~12mm,所述槽体的深度为15~17mm。
29.(三)有益效果
30.本发明提供了一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺。具备以下有益效果:
31.1、该一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺,通过在弹性板的上下两端设置有内槽,弹性板的外壁与橡胶板的内壁固定连接在一起,利用内槽接受在挤压弹性板后,橡胶板的形变,从而保证弹性板的弹性。
32.2、该一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺,通过在弹性板的左右两侧设置有槽体,橡胶板的外壁与防腐层的内壁固定连接在一起,在防腐层的左右两侧安装固定侧板,利用固定侧板增加弹性板刚性,防止在挤压后过度变形。
33.3、该一种耐酸碱腐蚀轻金属材料弹性体及其制造工艺,通过在电镀与防腐层相互配合,增加整体的防腐性。
附图说明
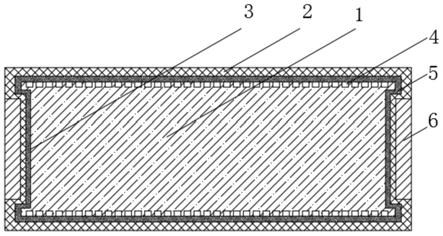
34.图1为本发明的内部结构示意图。
35.其中,1、弹性板;2、防腐层;3、槽体;4、内槽;5、橡胶板;6、定位侧板。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例一:
38.如图1所示,本发明实施例提供一种耐酸碱腐蚀轻金属材料弹性体,包括弹性板1,弹性板1的上下两端设置有内槽,且多个内槽4均匀分布在弹性板1的两端,弹性板1的两侧设置有槽体3,且两个槽体3对称分布在弹性板1的两侧,弹性板1的外壁与橡胶板5的内壁固定连接在一起,橡胶板5的外壁设置有防腐层2,防腐层2的两侧与定位侧板6的内壁固定连接在一起,且两个定位侧板6对称分布在防腐层2的外壁,增加整体的稳定性,防腐层2的材
料为mw
‑
700有机硅耐高温防腐涂料。
39.实施例二:
40.一种耐酸碱腐蚀轻金属材料弹性体的制造工艺,包括以下步骤:
41.s1:清理与修整
42.首先将弹性板1的表面进行清理,清理完成后,进行10分钟的热风干,将水渍进行清理,清理完成后,进行表面的平整度测量与修整,保证弹性板1的质量;
43.s2:加工
44.在弹性板1的上下两个端面进行内槽4加工,内槽4的数量为50个/dm2,在弹性板1的左右两个侧面进行槽体3加工,槽体3的深度为30mm;
45.s3:电镀
46.将弹性板1放置在电解溶液中进行电解,进行30分钟的电解;
47.s4:弹性加工
48.在完成电解的弹性板1的外侧,用橡胶将弹性板1的外壁进行覆盖,形成橡胶板5,覆盖完成后,放置在干燥处,进行3天的晾晒;
49.s5:防腐加工
50.晾晒完成后,在橡胶板5的外壁,用防腐材料将橡胶板5的外壁进行覆盖,形成防腐层2,覆盖完成后,放置在干燥处,进行3天的晾晒;
51.s6:固定加工
52.在晾晒完成后,在防腐层2的外壁中,将定位侧板6与弹性板1的槽体3进行固定连接,使用压力机将定位侧板6进行加压;
53.s7:包装储藏
54.加工完成后,将加工完成的弹性板1放置在真空包中,放置在干燥处进行保存储藏。
55.电解溶液的成分为硫酸铜、次亚磷酸钠、柠檬酸钠、硫酸镍、乙二胺四乙酸二钠、四硼酸钠、硫脲、十二烷基磺酸钠与2,2
‑
联吡啶,表面的平整度测量使用游标卡尺,修整使用打磨机,干燥处的温度为30摄氏度,晾晒时均匀分布,且间隔一定的距离,内槽4的深度为10mm,所述槽体3的深度为15mm。
56.实施例三:
57.一种耐酸碱腐蚀轻金属材料弹性体的制造工艺,包括以下步骤:
58.s1:清理与修整
59.首先将弹性板1的表面进行清理,清理完成后,进行5分钟的热风干,将水渍进行清理,清理完成后,进行表面的平整度测量与修整,保证弹性板1的质量;
60.s2:加工
61.在弹性板1的上下两个端面进行内槽4加工,内槽4的数量为30个/dm2,在弹性板1的左右两个侧面进行槽体3加工,槽体3的深度为20mm;
62.s3:电镀
63.将弹性板1放置在电解溶液中进行电解,进行20分钟的电解;
64.s4:弹性加工
65.在完成电解的弹性板1的外侧,用橡胶将弹性板1的外壁进行覆盖,形成橡胶板5,
覆盖完成后,放置在干燥处,进行1天的晾晒;
66.s5:防腐加工
67.晾晒完成后,在橡胶板5的外壁,用防腐材料将橡胶板5的外壁进行覆盖,形成防腐层2,覆盖完成后,放置在干燥处,进行1天的晾晒;
68.s6:固定加工
69.在晾晒完成后,在防腐层2的外壁中,将定位侧板6与弹性板1的槽体3进行固定连接,使用压力机将定位侧板6进行加压;
70.s7:包装储藏
71.加工完成后,将加工完成的弹性板1放置在真空包中,放置在干燥处进行保存储藏。
72.电解溶液的成分为硫酸铜、次亚磷酸钠、柠檬酸钠、硫酸镍、乙二胺四乙酸二钠、四硼酸钠、硫脲、十二烷基磺酸钠与2,2
‑
联吡啶,表面的平整度测量使用游标卡尺,修整使用打磨机,干燥处的温度为40摄氏度,晾晒时均匀分布,且间隔一定的距离,内槽4的深度为12mm,所述槽体3的深度为17mm。
73.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1