一种用于装配式建筑钢结构楼梯制作工装设备的制作方法
1.本发明涉及机械制造技术领域,具体涉及一种用于装配式建筑钢结构楼梯制作工装设备。
背景技术:
2.在工业建筑和公共民用建筑领域,一般都设有钢结构楼梯,钢结构楼梯也因其结构性好、装饰性强而受到人们的青睐,而钢结构楼梯制作却是十分复杂,需要进行放样、画线、焊接等工序,该过程耗时长,精度低,在焊接的过程中需要不停的翻转,无法实现踏步倾斜的特殊钢结构楼梯的制作。
3.综上所述,现有的加工楼梯的技术,采用人工进行放样、画线、焊接等工序,该过程耗时长,精度低,在焊接的过程中需要不停的翻转,并且无法制作较为特殊结构的楼梯,工作效率较低的问题。
技术实现要素:
4.本发明为解决现有的加工楼梯的技术,采用人工进行放样、画线、焊接等工序,该过程耗时长,精度低,在焊接的过程中需要不停的翻转,并且无法制作较为特殊结构的楼梯,工作效率较低的问题,而提出一种用于装配式建筑钢结构楼梯制作工装设备。
5.本发明的一种用于装配式建筑钢结构楼梯制作工装设备,其组成包括楼梯固定立边支座、楼梯移动立边支座、楼梯立边移动轨道钢轨、运输车轨道、运输车、角度轴组件、计米器组件、计米器显示屏和宽度调节总成;
6.楼梯固定立边支座底面两端分别设有一个运输车轨道,运输车轨道上设有运输车,运输车的底板上设有计米器组件,运输车上设有弧形侧板,弧形侧板上设有计米器显示屏,楼梯固定立边支座侧面底部两端分别设有一个楼梯立边移动轨道钢轨,楼梯立边移动轨道钢轨上设有楼梯移动立边支座,楼梯固定立边支座的两侧分别设有宽度调节总成,宽度调节总成用于调节楼梯固定立边支座和楼梯移动立边支座之间的距离,运输车的顶端设有角度轴组件;
7.进一步的,所述的楼梯固定立边支座包括楼梯固定立边横梁、一号楼梯立邦固定爪、最前端固定立邦总成和一号滚轮组件;
8.楼梯固定立边横梁的两端分别设有一个立柱,每个立柱的底部设有角钢,楼梯固定立边横梁上表面均匀的设有多个一号滚轮组件,每两个一号滚轮组件之间设有一号楼梯立邦固定爪,楼梯固定立边横梁的一端与立柱的连接处设有最前端固定立邦总成;
9.进一步的,所述的楼梯移动立边支座包括楼梯移动立边横梁、一号调节立柱、一号移动腿组件、二号滚轮组件、二号楼梯立邦固定爪、二号调节立柱和二号移动腿组件;
10.楼梯移动立边横梁的一端设有一号调节立柱,一号调节立柱的底端设有一号移动腿组件,楼梯移动立边横梁的另一端设有二号调节立柱,二号调节立柱的底端设有二号移动腿组件,楼梯移动立边横梁上表面均匀的设有二号滚轮组件,每两个二号滚轮组件之间
设有二号楼梯立邦固定爪;
11.进一步的,所述的二号调节立柱的内部设有支撑杆,支撑杆上设有定位盘,支撑杆的底部设有压力轴承,二号调节立柱外表面底部设有螺纹段,螺纹端上设有调节轴套;
12.进一步的,所述的二号调节立柱与一号调节立柱机械结构相同;
13.进一步的,所述的运输车包括弧形侧板、电机、链条、传动齿轮、一号传动轴、支撑架、一号矩形框架、v型轮子、二号传动轴、底板和二号矩形框架;
14.底板的一端设有一号矩形框架,底板的一端相邻的边缘处设有二号矩形框架,且一号矩形框架与二号矩形框架垂直设置,一号矩形框架的顶部两端分别设有一个支撑架,二号矩形框架的顶端设有弧形侧板,底板上表面的一端设有电机,底板的底部一端设有一号传动轴,底板的底部另一端设有二号传动轴,一号传动轴和二号传动轴的两端均匀的设有一个v型轮子,一号传动轴上设有传动齿轮,电机的输出轴上设有齿轮,电机的输出轴的齿轮通过链条与传动齿轮连接,弧形侧板的外圆面上设有多个齿槽;
15.进一步的,所述的角度轴组件包括角度板轴、角度轴方管、手柄、一号支臂、支撑臂和二号支臂;角度板轴的一端设有摆臂,摆臂的顶端设有手柄,角度板轴的另一端依次穿过运输车上的一个支撑架和角度轴方管,与运输车上的另一个支撑架转动连接,角度轴方管外表面上均匀的设有一号支臂和二号支臂,一号支臂和二号支臂的一端均设有空腔,一号支臂和二号支臂的空腔内部分别设有一个伸缩杆,一号支臂和二号支臂的圆周外表面上设有长条形通孔,支撑臂的一端穿过一号支臂的长条形通孔,与伸缩杆的外表面固定连接,一号支臂空腔内部的伸缩杆与二号支臂空腔内部的伸缩杆结构相同;
16.进一步的,所述的手柄的底部设有棘爪,手柄底部的棘爪与弧形侧板的外圆面上的齿槽配合连接;
17.进一步的,所述的计米器组件包括计米器底板、计米器空座、计米器轴、计米器活动座、计米器电机和扭簧;
18.计米器底板上表面设有计米器空座,计米器活动座的底部设有轴套,计米器轴的一端穿过计米器空座的一端、计米器活动座上的轴套和扭簧,与计米器空座的另一端螺纹连接,计米器活动座的顶端设有计米器电机;
19.进一步的,所述的宽度调节总成包括踏步宽度调节丝杠、宽度调节螺母、宽度固定轴套、脚踩盘和脚盘手柄;
20.踏步宽度调节丝杠的一端与脚踩盘一端面的中心处固定连接,踏步宽度调节丝杠上设有宽度调节螺母,宽度调节螺母的外圆面上设有销轴,踏步宽度调节丝杠的一端与脚踩盘的连接处设有轴套,且轴套内壁与踏步宽度调节丝杠外表面固定连接,轴套的外表面上设有宽度固定轴套,脚踩盘另一端面设有脚盘手柄;
21.进一步的,所述的一号移动腿组件的上表面设有一排沉孔,宽度调节螺母的外圆面上的销轴插入一号移动腿组件的上表面的沉孔中,楼梯固定立边支座中的一个立柱外圆面上设有沉孔,宽度固定轴套插入到楼梯固定立边支座中立柱的沉孔内部;
22.进一步的,在使用时,将固定待焊接的楼梯立边(固定侧),将待焊接的楼梯立边固定在楼梯固定立边支座上,先调节最前端固定立邦总成使楼梯立边初步固定,且调节一号楼梯立邦固定爪,使楼梯立边全部固定;
23.然后,固定待焊接的楼梯立边(移动侧),将待焊接的楼梯立边固定在楼梯移动立
边支座上,调节一号调节立柱和二号调节立柱的高度,保持与另一侧立边平齐,若两边使用材料不一致时,通过一号调节立柱和二号调节立柱底部的调节螺母进行支座的调节,保证两立边踏步板位置对正,最后调节二号楼梯立邦固定爪,使楼梯立边全部固定;再根据制作图纸要求,调节角度轴组件,确定踏步板准确角度;
24.其次,启动计米器显示屏的电源开关,调至断续挡位,根据踏步距离,在计米器显示屏输入计米数值;使用宽度调节总成按照踏步板宽度进行分步调节,首先进行快速调节,确定接近位置,然后进行精准调节;将踏步板放入角度轴机构的支撑臂上,开始点焊;在计米显示屏上按前进按钮,待运输车停稳后,放入第二块踏步板进行点焊;直至点焊完成所有踏步板;
25.最后,吊运焊好的楼梯离开设备台,进入满焊工序;在计米显示屏调至连续档,然后按后退按钮,运输车回到原点位置,从而完成楼梯的制作。
26.本发明与现有技术相比具有以下有益效果:
27.本发明克服了现有技术的缺点,采用将固定待焊接的楼梯立边(固定侧),将待焊接的楼梯立边固定在楼梯固定立边支座上,先调节最前端固定立邦总成使楼梯立边初步固定,且调节一号楼梯立邦固定爪,使楼梯立边全部固定;固定待焊接的楼梯立边(移动侧),将待焊接的楼梯立边固定在楼梯移动立边支座上,调节一号调节立柱和二号调节立柱的高度,保持与另一侧立边平齐,若两边使用材料不一致时,通过一号调节立柱和二号调节立柱底部的调节螺母进行支座的调节,保证两立边踏步板位置对正,最后调节二号楼梯立邦固定爪,使楼梯立边全部固定,再利用角度轴组件调节楼梯踏板的倾斜角度,并利用运输车运输楼梯踏板,采用此种装置,无需进行放样和画线的工序,从而提高工作效率。
附图说明
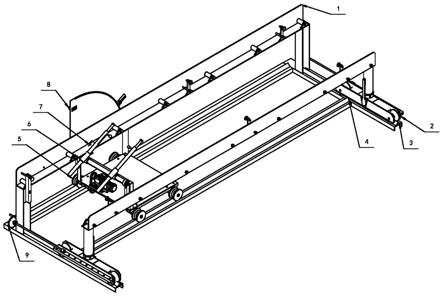
28.图1是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备的三维立体图;
29.图2是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中运输车的三维立体图;
30.图3是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中宽度调节总成的三维立体示意图;
31.图4是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中计米器组件的三维立体图;
32.图5是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中楼梯固定立边支座的三维立体图;
33.图6是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中楼梯移动立边支座的三维立体图;
34.图7是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中楼梯移动立边支座的侧视图;
35.图8是本发明所述的一种用于装配式建筑钢结构楼梯制作工装设备中角度轴组件的三维立体图。
具体实施方式
36.具体实施方式一:结合图1至图8说明本实施方式,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备包括楼梯固定立边支座1、楼梯移动立边支座2、楼梯立边移动轨道钢轨3、运输车轨道4、运输车5、角度轴组件6、计米器组件7、计米器显示屏8和宽度调节总成9;
37.楼梯固定立边支座1底面两端分别设有一个运输车轨道4,运输车轨道4上设有运输车5,运输车5的底板上设有计米器组件7,运输车5上设有弧形侧板,弧形侧板上设有计米器显示屏8,楼梯固定立边支座1侧面底部两端分别设有一个楼梯立边移动轨道钢轨3,楼梯立边移动轨道钢轨3上设有楼梯移动立边支座2,楼梯固定立边支座1的两侧分别设有宽度调节总成9,宽度调节总成9用于调节楼梯固定立边支座1与楼梯移动立边支座2之间的距离,运输车5的顶端设有角度轴组件6;
38.本具体实施方式,在使用时,将固定待焊接的楼梯立边(固定侧),将待焊接的楼梯立边固定在楼梯固定立边支座1上,先调节最前端固定立邦总成1
‑
3使楼梯立边初步固定,且调节一号楼梯立邦固定爪1
‑
2,使楼梯立边全部固定;
39.然后,固定待焊接的楼梯立边(移动侧),将待焊接的楼梯立边固定在楼梯移动立边支座2上,调节一号调节立柱2
‑
2和二号调节立柱2
‑
6的高度,保持与另一侧立边平齐,若两边使用材料不一致时,通过一号调节立柱2
‑
2和二号调节立柱2
‑
6底部的调节螺母进行支座的调节,保证两立边踏步板位置对正,最后调节二号楼梯立邦固定爪2
‑
5,使楼梯立边全部固定;再根据制作图纸要求,调节角度轴组件6,确定踏步板准确角度;
40.其次,启动计米器显示屏8的电源开关,调至断续挡位,根据踏步距离,在计米器显示屏8输入计米数值;使用宽度调节总成9按照踏步板宽度进行分步调节,首先进行快速调节,确定接近位置,然后进行精准调节;将踏步板放入角度轴机构6的支撑臂6
‑
5上,开始点焊;在计米显示屏8上按前进按钮,待运输车5停稳后,放入第二块踏步板进行点焊;直至点焊完成所有踏步板;
41.最后,吊运焊好的楼梯离开设备台,进入满焊工序;在计米显示屏8调至连续档,然后按后退按钮,运输车5回到原点位置,从而完成楼梯的制作。
42.具体实施方式二:结合图5说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的楼梯固定立边支座1包括楼梯固定立边横梁1
‑
1、一号楼梯立邦固定爪1
‑
2、最前端固定立邦总成1
‑
3和一号滚轮组件1
‑
4;
43.楼梯固定立边横梁1
‑
1的两端分别设有一个立柱,每个立柱的底部设有角钢,楼梯固定立边横梁1
‑
1上表面均匀的设有多个一号滚轮组件1
‑
4,每两个一号滚轮组件1
‑
4之间设有一号楼梯立邦固定爪1
‑
2,楼梯固定立边横梁1
‑
1的一端与立柱的连接处设有最前端固定立邦总成1
‑
3。
44.具体实施方式三:结合图6说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的楼梯移动立边支座2包括楼梯移动立边横梁2
‑
1、一号调节立柱2
‑
2、一号移动腿组件2
‑
3、二号滚轮组件2
‑
4、二号楼梯立邦固定爪2
‑
5、二号调节立柱2
‑
6和二号移动腿组件2
‑
7;
45.楼梯移动立边横梁2
‑
1的一端设有一号调节立柱2
‑
2,一号调节立柱2
‑
2的底端设有一号移动腿组件2
‑
3,楼梯移动立边横梁2
‑
1的另一端设有二号调节立柱2
‑
6,二号调节立柱2
‑
6的底端设有二号移动腿组件2
‑
7,楼梯移动立边横梁2
‑
1上表面均匀的设有二号滚轮组件2
‑
4,每两个二号滚轮组件2
‑
4之间设有二号楼梯立邦固定爪2
‑
5。
46.具体实施方式四:结合图7说明本实施方式,本实施方式是对具体实施方式三所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的二号调节立柱2
‑
6的内部设有支撑杆2
‑6‑
1,支撑杆2
‑6‑
1上设有定位盘2
‑6‑
2,支撑杆2
‑6‑
1的底部设有压力轴承2
‑6‑
3,二号调节立柱2
‑
6外表面底部设有螺纹段,螺纹端上设有调节轴套;
47.本具体实施方式,采用二号调节立柱2
‑
6外表面底部设有螺纹段,螺纹端上设有调节轴套,实现通过旋转调节轴套调节二号调节立柱2
‑
6的伸缩量,从而调节楼梯移动立边横梁2
‑
1的高度.
48.具体实施方式五:结合图6和图7说明本实施方式,本实施方式是对具体实施方式四所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的二号调节立柱2
‑
6与一号调节立柱2
‑
2机械结构相同。
49.具体实施方式六:结合图2说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的运输车5包括弧形侧板5
‑
1、电机5
‑
2、链条5
‑
3、传动齿轮5
‑
4、一号传动轴5
‑
5、支撑架5
‑
6、一号矩形框架5
‑
7、v型轮子5
‑
8、二号传动轴5
‑
9、底板5
‑
10和二号矩形框架5
‑
11;
50.底板5
‑
10的一端设有一号矩形框架5
‑
7,底板5
‑
10的一端相邻的边缘处设有二号矩形框架5
‑
11,且一号矩形框架5
‑
7与二号矩形框架5
‑
11垂直设置,一号矩形框架5
‑
7的顶部两端分别设有一个支撑架5
‑
6,二号矩形框架5
‑
11的顶端设有弧形侧板5
‑
1,底板5
‑
10上表面的一端设有电机5
‑
2,底板5
‑
10的底部一端设有一号传动轴5
‑
5,底板5
‑
10的底部另一端设有二号传动轴5
‑
9,一号传动轴5
‑
5和二号传动轴5
‑
9的两端均匀的设有一个v型轮子5
‑
8,一号传动轴5
‑
5上设有传动齿轮5
‑
4,电机5
‑
2的输出轴上设有齿轮,电机5
‑
2的输出轴的齿轮通过链条5
‑
3与传动齿轮5
‑
4连接,弧形侧板5
‑
1的外圆面上设有多个齿槽。
51.具体实施方式七:结合图8说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的角度轴组件6包括角度板轴6
‑
1、角度轴方管6
‑
2、手柄6
‑
3、一号支臂6
‑
4、支撑臂6
‑
5和二号支臂6
‑
6;角度板轴6
‑
1的一端设有摆臂,摆臂的顶端设有手柄6
‑
3,角度板轴6
‑
1的另一端依次穿过运输车5上的一个支撑架5
‑
6和角度轴方管6
‑
2,与运输车5上的另一个支撑架5
‑
6转动连接,角度轴方管6
‑
2外表面上均匀的设有一号支臂6
‑
4和二号支臂6
‑
6,一号支臂6
‑
4和二号支臂6
‑
6的一端均设有空腔,一号支臂6
‑
4和二号支臂6
‑
6的空腔内部分别设有一个伸缩杆,一号支臂6
‑
4和二号支臂6
‑
6的圆周外表面上设有长条形通孔,支撑臂6
‑
5的一端穿过一号支臂6
‑
4的长条形通孔,与伸缩杆的外表面固定连接,一号支臂6
‑
4空腔内部的伸缩杆与二号支臂6
‑
6空腔内部的伸缩杆结构相同。
52.具体实施方式八:结合图8说明本实施方式,本实施方式是对具体实施方式七所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装
设备,所述的手柄6
‑
3的底部设有棘爪,手柄6
‑
3底部的棘爪与弧形侧板5
‑
1的外圆面上的齿槽配合连接;
53.本具体实施方式,采用手柄6
‑
3的底部设有棘爪,手柄6
‑
3底部的棘爪与弧形侧板5
‑
1的外圆面上的齿槽配合连接,便于调节楼梯踏板的倾斜角度。
54.具体实施方式九:结合图4说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的计米器组件7包括计米器底板7
‑
1、计米器空座7
‑
2、计米器轴7
‑
3、计米器活动座7
‑
4、计米器电机7
‑
5和扭簧7
‑
6;
55.计米器底板7
‑
1上表面设有计米器空座7
‑
2,计米器活动座7
‑
4的底部设有轴套,计米器轴7
‑
3的一端穿过计米器空座7
‑
2的一端、计米器活动座7
‑
4上的轴套和扭簧7
‑
6,与计米器空座7
‑
2的另一端螺纹连接,计米器活动座7
‑
4的顶端设有计米器电机7
‑
5。
56.具体实施方式十:结合图3说明本实施方式,本实施方式是对具体实施方式一所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的宽度调节总成9包括踏步宽度调节丝杠9
‑
1、宽度调节螺母9
‑
2、宽度固定轴套9
‑
3、脚踩盘9
‑
4和脚盘手柄9
‑
5;
57.踏步宽度调节丝杠9
‑
1的一端与脚踩盘9
‑
4一端面的中心处固定连接,踏步宽度调节丝杠9
‑
1上设有宽度调节螺母9
‑
2,宽度调节螺母9
‑
2的外圆面上设有销轴,踏步宽度调节丝杠9
‑
1的一端与脚踩盘9
‑
4的连接处设有轴套,且轴套内壁与踏步宽度调节丝杠9
‑
1外表面固定连接,轴套的外表面上设有宽度固定轴套9
‑
3,脚踩盘9
‑
4另一端面设有脚盘手柄9
‑
5;
58.本具体实施方式,采用踏步宽度调节丝杠9
‑
1上设有宽度调节螺母9
‑
2,在使用时,工作人员脚踩脚踩盘9
‑
4另一端面的脚盘手柄9
‑
5,丝杠转动,使宽度调节螺母9
‑
2在踏步宽度调节丝杠9
‑
1上做往复运动,宽度调节螺母9
‑
2通过销轴与一号移动腿组件2
‑
3固定,实现楼梯移动立边支座2在楼梯立边移动轨道钢轨3上移动,从而调节楼梯固定立边横梁1
‑
1与楼梯移动立边横梁2
‑
1之间的距离。
59.具体实施方式十一:结合图1和图3说明本实施方式,本实施方式是对具体实施方式十所述的工装设备的进一步的限定,本实施方式所述的一种用于装配式建筑钢结构楼梯制作工装设备,所述的一号移动腿组件2
‑
3的上表面设有一排沉孔,宽度调节螺母9
‑
2的外圆面上的销轴插入一号移动腿组件2
‑
3的上表面的沉孔中,楼梯固定立边支座1中的一个立柱外圆面上设有沉孔,宽度固定轴套9
‑
3插入到楼梯固定立边支座1中立柱的沉孔内部。
60.工作原理
61.在使用时,将固定待焊接的楼梯立边(固定侧),将待焊接的楼梯立边固定在楼梯固定立边支座1上,先调节最前端固定立邦总成1
‑
3使楼梯立边初步固定,且调节一号楼梯立邦固定爪1
‑
2,使楼梯立边全部固定;
62.然后,固定待焊接的楼梯立边(移动侧),将待焊接的楼梯立边固定在楼梯移动立边支座2上,调节一号调节立柱2
‑
2和二号调节立柱2
‑
6的高度,保持与另一侧立边平齐,若两边使用材料不一致时,通过一号调节立柱2
‑
2和二号调节立柱2
‑
6底部的调节螺母进行支座的调节,保证两立边踏步板位置对正,最后调节二号楼梯立邦固定爪2
‑
5,使楼梯立边全部固定;再根据制作图纸要求,调节角度轴组件6,确定踏步板准确角度;
63.其次,启动计米器显示屏8的电源开关,调至断续挡位,根据踏步距离,在计米器显示屏8输入计米数值;使用宽度调节总成9按照踏步板宽度进行分步调节,首先进行快速调节,确定接近位置,然后进行精准调节;将踏步板放入角度轴机构6的支撑臂6
‑
5上,开始点焊;在计米显示屏8上按前进按钮,待运输车5停稳后,放入第二块踏步板进行点焊;直至点焊完成所有踏步板;
64.最后,吊运焊好的楼梯离开设备台,进入满焊工序;在计米显示屏8调至连续档,然后按后退按钮,运输车5回到原点位置,从而完成楼梯的制作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1