端钮盒自动焊机的制作方法
1.本发明涉及电表自动化生产设备技术领域,特别涉及端钮盒自动焊接机。
背景技术:
2.随着社会的发展,电力事业的不断变革创新,各种功能性电表不断产生,在家庭及企业使用非常频繁,因而安装及更换也非常频繁。目前绝大多数电表,其电表大多为供电局提供,这类电表规格都是类似的,电表外壳的端钮盒是电表的重要部件之一,主体实现的对电路的接线连接、继电器断电和互感器电量测量的功能,作为普通的单项电表,端钮盒上布置有4个接线柱,分别用于火线进、火线出、零线进和零线出,继电器具有两个端口,需要跨接在火线进和火线出上,可以实现强制断电的功能,互感器也有两个端口,需要跨接在零线进和零线出,可以实现测量用电量的功能。
3.现有的电表的端口接线通常采用螺丝固定的方式连接,存在的弊端包括:长时间运输可能使螺丝固定松动,进而在使用时,会存在烧表的可能性;螺丝固定存在接触不佳的风险,特别是在连续大电流的情况下,造成连接处过热等风险;螺丝固定还存在当长久使用,特别是在潮湿或沿海等环境中,出现接口氧化的情况,同时当电表交付后,为了防止意外的拆卸或修改,在对电表校表以后,将对电表外壳进行铅封,故对电表的连接安装需要提供更可靠的解决方案。
4.本发明人致力于对端钮盒自动焊接的研究,研发出端钮盒自动焊接机,以提高端钮盒自动焊接效能,并提高端钮盒成品的品质。
技术实现要素:
5.本发明的目的在于提供一种端钮盒自动焊接机,以提高端钮盒自动焊接效能,并提高端钮盒成品的品质。
6.为了实现上述目的,本发明的技术方案如下:
7.一种端钮盒自动焊接机,包括:
8.分度转盘,所述分度转盘的中心布置有转轴、转盘电机及减速器,所述分度转盘上成中心阵列方式布置有多个夹具,所述夹具被配置用于容置工件;
9.上料机构,所述上料机构布置在分度转盘的外缘,其被配置将工件摆放至夹具上;
10.焊接机构,所述焊接机构布置在分度转盘的外缘,其被配置对夹具上的工件进行焊接操作;
11.出料机构,所述焊接机构布置在分度转盘的外缘,其被配置将成品从夹具上取下;
12.所述分度转盘外缘布置有两套焊接机构,所述焊接机构包括有成向相布置的左右两组焊接部件,所述焊接部件的焊接头成间隔的方式对工件进行焊接,所述上料机构处垂直堆叠放置有多个托盘,所述托盘上放置有多个工件,所述上料机构的顶部布置有上料手臂,所述上料手臂通过多轴运动的方式将工件放置在夹具上。
13.进一步的,所述上料机构,包括托盘、举升部件、托盘限位部件、托盘平移部件和上
料手臂,所述举升部件,包括升降托板和升降板驱动机构,所述升降板驱动能够驱动所述升降板在垂直方向位移,所述升降托板上能够承载托盘,所述托盘限位部件设置在举升部件的上方,所述上料手臂布置在托盘限位部件的一侧,所述上料手臂包括x轴滑轨及伺服电缸、y轴滑轨及伺服电缸和z轴滑轨及伺服电缸,所述z轴滑轨上布置有抓取夹臂。
14.进一步的,所述托盘成矩形结构,底部平整,所述托盘的前后两侧设有限位槽,所述托盘的四角设有四个承载柱,所述承载柱的顶部和底部成公母槽结构,所述托盘的四角设有四个限位槽。
15.进一步的,所述托盘限位部件包括成两侧布置的夹持导轮机构,所述夹持导轮机构成l型结构,其外侧布置有伺服电缸,所述夹持导轮机构包括底导轮组和侧导轮组。
16.进一步的,所述夹持导轮机构外侧布置有楔形限位块,所述楔形限位块外侧布置有伺服电缸,所述楔形限位块能够插入至托盘的限位槽处。
17.进一步的,所述托盘平移部件布置在托盘限位部件的下方,包括夹持臂,所述夹持臂连接有夹持电缸、垂直移动电缸和水平移动电缸,所述夹持臂能够夹持住托盘。
18.进一步的,所述z轴滑轨上布置有转动伺服缸,所述转动伺服缸被配置用于驱动抓取夹臂做水平方向转动。
19.进一步的,所述焊接机构,包括焊接台,所述焊接台通过水平滑轨与构架成滑动连接状态,所述焊接台的后端布置有伺服电缸,所述伺服电缸被配置用驱动焊接台在水平滑轨处位移,所述焊接台的前端布置有成向相布置的左右两组焊接部件,所述焊接部件包括焊接座和垂直滑轨,所述焊接座通过垂直滑轨与焊接台成滑动连接状态,所述焊接台上布置有伺服电缸,所述伺服电缸被配置用驱动焊接座在垂直滑轨处位移,所述焊接座上布置有电极臂,所述电极臂的前端设有焊接头组件,所述同一侧的电极臂及焊接头组件成垂直方向中心对齐布置。
20.进一步的,所述水平滑轨和垂直滑轨均为燕尾滑轨结构。
21.进一步的,所述焊接头组件包括安装块和电极头,所述安装块的后端成圆台结构,其内部为中空结构,所述电极臂的前端能够容置安装块的圆台结构,并通过圆台楔形结构实现安装块与电极臂的过盈配合的稳固连接。
22.进一步的,所述电极臂为圆管结构,其内部为中空结构,在中空腔体内部布置有导水管,所述电极臂的后端设有进水管接口和出水管接口,所述进水管接口与导水管连接,所述出水管接口与中空腔体贯通。
23.采用本方案后,对比现有技术,具有以下好处:
24.本方案致力于将端钮盒实施焊接连接操作,并为高速自动化焊接提供支持,本方案一种端钮盒自动焊接机,在上料机构处,通过从送料小车处接受成堆叠状态的,并布置有工件的托盘,并在举升部件的作用下,依次将这些托盘垂直向上送至托盘限位部件处,并通过托盘限位部件对托盘进行精准限位,后通过抓取手臂,对当前工件进行抓取,并通过多轴的运动将工件精准转移并放置在分度转盘的对应的夹具上,当当前托盘的工件被依次取完后,在托盘平移部件的作用下,空托盘向一侧平移,并在另一组托盘限制部件和举升部件的作用下,反向操作,将空托盘依次放置在送料小车上;
25.在焊接机构处,通过从分度转盘送过来的并精准放置的待焊接端钮盒组件,进行双头焊接,并且将端钮盒组件的四个焊接点分两次焊接的方式,从而可以防止焊接过程中
对电感器组件和继电器组件的可能的损伤,并大大提高了焊接效率,本方案实施的电阻焊通过焊接台、水平丝杆及伺服电缸的作用,能够大大提高焊接机构的维护效能,特别是当电极头需要调整、更换或打磨维护时,可以通过将焊接台向外移出的方式来实施,具有维护便捷的特点,并同时通过上下两组垂直滑轨对电极头进行移动和加压的操作,一者可以减少焊接机构对分度转盘转动的影响,也不会因为电焊加压施力于分度转盘,从而提高分度转盘的工作的稳定性和精确度,再者,通过上下移动加压的方式可以更加精准的实施焊接操作,特别是当电焊头具有一定的损耗的情况下,也可以通过伺服电缸进行行程的微调,从而可以保证电焊效果;
26.本方案结构稳定,自动化程度高,占用空间小,焊接精准可控,具有较好的推广意义。
附图说明
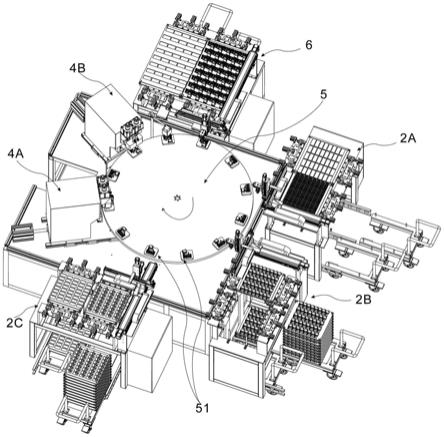
27.图1优选实施例整体结构示意图。
28.图2为端钮盒焊接结构成品示意图。
29.图3为接线端组件结构示意图。
30.图4为继电器组件和电感器组件结构示意图。
31.图5优选实施例上料台整体结构示意图。
32.图6为上料台内部结构示意图。
33.图7为托盘结构示意图。
34.图8为送料小车结构示意图。
35.图9为托盘限位部件结构示意图。
36.图10为图9的a部位结构放大图。
37.图11为上料手臂结构示意图。
38.图12优选实施例焊接机构的整体结构示意图。
39.图13为焊接部件的结构示意图。
40.图14为焊接头组件的结构示意图。
具体实施方式
41.参考图1一种端钮盒自动焊接机,包括,分度转盘5、三个上料机构2、两个焊接机构4和一个出料机构6,分度转盘5的中心处布置有转轴、转盘电机及减速器,分度转盘5在转轴、减速器、转盘电机及控制器的控制下,以步进的方式进行转动,在分度转盘5上成中心阵列等间距的方式布置有十二个夹具51,夹具51用于容置并限位工件,并以分度转盘5步进转动的方式,将当前夹具51及工件转移至下一个工位处;
42.从上往下看时,分度转盘5以顺时针方向步进转动,其中上料机构2a、上料机构2b、上料机构2c、焊接机构4a、焊接机构4b和出料机构6依次在分度转盘5外缘排料布置,其依次对应一个夹具51并进行对应的操作。
43.参考图3图4图5,具体的说,端钮盒由接线端组件11、继电器组件12和互感器组件13组装焊接而成,接线端组件11包括结构块110和四个水平布置接线柱,该四个接线柱从左到右依次为第一接线柱111、第二接线柱112、第三接线柱113和第四接线柱114,该四个接线
柱采用注塑生产的方式实现与结构块110的一体式结构,第一接线柱111、第二接线柱112、第三接线柱113和第四接线柱114在结构块110的外端成圆筒形,内部用于安装连接电线,第一接线柱111、第二接线柱112、第三接线柱113和第四接线柱114分别用于实现火线进、火线出、零线进和零线出的电线连接功能,在接线柱顶部设有螺纹孔115,并通过螺丝可以实现对其内部电线与其内壁紧密固定连接。
44.第一接线柱111、第二接线柱112、第三接线柱113和第四接线柱114向后延伸出结构块110后端的外缘,并成扁平状结构,并且具有光滑平整的上下表面。
45.继电器组件12连接有两个接线片,从左自右分别为第一接线片121和第二接线片122,第一接线片121和第二接线片122具有平整的上下表面,第一接线片121和第二接线片122能够放置在第一接线柱111和第二接线柱112处,并通过焊接的方式可以实现通电连接;
46.互感器组件13的两侧布置有两个接线块,从左自右分别为第一接线块131和第二接线块132,第一接线块131和第二接线块132具有平整的上下表面,第一接线块131和第二接线块132能够放置在第三接线柱113和第四接线柱114处,并通过焊接的方式可以实现通电连接。
47.在一些实施例中,第一接线柱111、第二接线柱112、第三接线柱113和第四接线柱114的主体材料为紫铜,能够和电线更好的连接及接触,并实现更好的导电性,第一接线片121、第二接线片122、第一接线块131和第二接线块132的主体材料为黄铜,具有较好的结构强度,同时在这些接线柱上表面的中心处载附有助焊剂,提高焊接时的牢固度,并提高连接的导电性能。
48.在一些实施例中,第三接线柱113和第四接线柱114具有台阶结构116,该台阶结构116用于容置第一接线块131和第二接线块132,并使台阶结构116的侧边与第一接线块131和第二接线块132的侧壁精准接触,从而能够将互感器组件13和接线端组件11精准放置和焊接,提高焊接精准度。
49.在一些实施例中,为了提高端钮盒组装的精密度和便利性,结构块110的两侧均设有侧凸块117和侧凹槽118,同时在结构块110的两侧还设有外卡槽119,凸块117和凹槽118能够插入至电表表体结构处,实现端钮盒的精准安装,而外卡槽119可以配合电表表体处的卡扣结构,实施高速精准的电表组织。
50.在一些实施例中,第一接线片121、第二接线片122、第一接线块131和(或)第二接线块131处接触针123,通过布置接触针123,可以实现与电表主板预设定的触孔进行锡焊连接,实现如取电和判定电路情况等扩展功能。
51.参考图5
‑
图11,上料机构2a、上料机构2b和上料机构2c分别用于接线端组件11、互感器组件13和继电器组件12的上料操作,上料机构2a、上料机构2b和上料机构2c具有相类似的结构,现以上料机构2b为例,做进一步详细说明;
52.上料机构包括举升部件21、托盘31、托盘限位部件22、托盘平移部件23和上料手臂24,用于将托盘31中的工件精准摆放至对应的夹具51上。
53.托盘31用于容置多个工件(接线端组件11、继电器组件12或互感器组件13),托盘31成矩形结构,为了更好的对齐和摆放,优选为长方形结构,通常情况下,工件通过横向及纵向布置的工件槽,实现在托盘31上精准的矩阵摆放,根据工件的差异,本方案中,工件有5
×
8的摆放结构,并在单个托盘31中摆放40个工件,但应用于不同的工件,可以有差异的布
置方式,在托盘31的四角布置有四个承载柱312,通过承载柱312,可以使上层托盘31和下层托盘31在容置工件时,彼此不会干涉,承载柱312的顶部和底部成公母槽结构,即承载柱312的顶部设有内凹圆孔,底部设有外凸圆柱,该外凸圆柱与内凹圆孔能够配合,垂直堆叠的多个托盘31能够通过承载柱312结构彼此配合,并实现这些托盘31精准的垂直方向摆放和承载,在托盘31的前后两侧设有三角形的限位槽313,用于实现精准定位功能,在托盘31的四角还设有四个贯穿的限位孔314,用于在通过送料小车3运送时的精准限位功能。
54.送料小车3用于运送托盘31及工件,包括行走部和承载部,行走部包括设置在承载部底部的四角的四个行走轮301,承载部主体为c型结构,其前端开口,包括承载架302和载附在承载架上的承载台303,其中承载架302可以由方钢焊接而成,具有较好的结构强度,布置承载台303可以使装载面更加平整和整洁,承载台303上缘可以承载多个托盘31,承载架302及承载台303的两个外侧壁具有平直的立面;
55.在承载台303的四角设有四个限位柱304,该限位柱304与托盘31四角的四个限位孔314相配合,限位柱304能够插入至限位孔314内,并将最下端的托盘31承载并限位在送料小车3上,故通过如此的结构,在送料小车3上能够稳固地堆叠放置多层托盘31;
56.在一些实施例中,行走轮301为万向轮,并设有锁定部件,操作者通过压下或提起限位板305,能够实现行走轮301的锁定及解锁操作,从而可以使送料小车3处于相对位置固定的静止状态,便于进行送料或装载操作,为了更好的便于操作,在承载台303上连接有扶手306。
57.上料台2用于进行上料操作,举升部件21、托盘限位部件22、托盘平移部件23和上料手臂24均被安装在上料台2处。
58.上料台2的底部能够容纳两个送料小车3,在送料台1的底部布置有泊位限制部件20,泊位限制部件20包括三条平行布置的泊位导轨201,用于同时应对两台送料小车3,泊位导轨201上直立布置有多个泊位导轮202,两条泊位导轨201的泊位导轮202之间的距离与送料小车3的宽度一致,在泊位导轨201的前度设有泊位限位块,泊位限位块能够与送料小车3的承载架302的前端接触,并能够限制其向前移动,在上料台2内部能够同时容纳两辆送料小车3,其一辆用于承载托盘31及工件,并实现送料功能,另一台用于回收空托盘31,并在泊位限制部件20的作用下,能够实现送料小车3精准位置停靠功能。
59.在上料台2的内侧,布置有两套举升部件21,分别应对该两部送料小车3,举升部件21包括升降托板211和控制所述升降托板211升降的驱动机构,升降托板211后端固定连接z型结构板212,z型结构板212的顶部连接有第一丝杆213及第一伺服电缸214,第一丝杆213在第一伺服电缸214的作用下,能够驱动z型结构板212及升降托板211进行垂直方向的位移,当升降托板211处于低位时,其能够插入至送料小车3前端的c型开口处,当升降托板211向上运行时,就能够带动送料小车3上的托盘31及工件脱离送料小车3,并使托盘31及工件在垂直方向精准上下位移,同样的道理,在另一侧的举升部件21能够将空托盘31向下位移,并精准地放置在对应的送料小车3上。
60.在上料台2的上方对应布置有两套托盘限位部件22,托盘限位部件22包括成两侧布置的夹持导轮机构221,夹持导轮机构221成l型结构,其外侧布置有第二伺服电缸222,夹持导轮机构221上布置有底导轮组223和侧导轮组224。其中底导轮组223能够垂直方向对当前托盘31进行承载,侧导轮组224能够水平方向对当前托盘31进行夹持限制,当第二伺服电
缸222从两侧将夹持导轮机构221向两侧成分离状态时,在升降托板211上的最上端的托盘31能够在进入至夹持导轮机构221处,当第二伺服电缸222从两侧将夹持导轮机构221向中心成汇聚状态时,就能够将该最上端的托盘31限制在该上料工位;
61.为了更精准地对当前托盘31进行限位和定位,在夹持导轮机构221外侧布置有楔形限位块225,楔形限位块225的前端成三角形结构,其后端连接有第三伺服电缸226,楔形限位块225对应于托盘31四角的一共有四个限位槽313,故对应一个托盘31的楔形限位块225共有四个,故两组结构对应两侧,共有八个楔形限位块225,在第三伺服电缸226的作用下,能够驱动所有的楔形限位块226由外侧向内侧移动过程中,并在楔形斜面的引导下,能够将当前托盘31进行精准的定位。
62.托盘平移部件23布置在托盘限位部件22的下方,用于将托盘31在两个托盘限位部件22之间切换,特别是将上料完毕的空托盘31从一侧平移至另一侧,从而可以使满料的托盘31从升降托板211处上升并上料,也可以使平移后的空托盘31能够通过升降托板211及送料小车3进行收集和回收操作,托盘平移部件23包括平移丝杆231和布置在平移丝杆232一侧的第四伺服电缸,在平移丝杆231上布置有夹持臂232和夹持臂电缸,夹持臂232连接有第五伺服电缸233,第五伺服电缸233用于驱动夹持臂232垂直方向位移,夹持臂电缸用于驱动夹持臂232进行夹持操作,夹持臂电缸及第五伺服电缸233驱动夹持臂232进行夹持操作时,夹持臂232能够对托盘31的承载柱312进行夹持操作,并在平移丝杆231及第四伺服电缸的作用下,能够驱动托盘31从托盘限位部件的一侧向另一侧移动,并且该托盘31在位移过程中,始终受到夹持导轮机构221的限制,实现精准的位移操作。
63.在上料台2的顶部一侧布置有上料手臂24,上料手臂24将托盘限位部件22处的托盘31上的工件抓取并摆放至安装工位,上料手臂24包括x轴滑轨241及伺服电缸、y轴滑轨242及伺服电缸和z轴滑轨243及伺服电缸,z轴滑轨243上布置有抓取夹臂244,抓取夹臂244上设有抓取夹臂伺服电缸,并能够驱动抓取夹臂244对托盘31中的工件进行抓取和摆放操作,为了实现对工件进行精准地抓取和摆放操作,在抓取夹臂245上布置有转动伺服缸245,从而可以通过抓取夹臂244实现对工件在抓取和摆放过程中的水平方向的转动操作。
64.上料机构2a、上料机构2b和上料机构2c具有相类似的工作方式,现以上料机构2b为例,具体说明上料机构的实际上料操作;
65.在控制器的控制下,托盘31上被整齐布置满了对应的工件(继电器组件12),并通过承载柱312并实现多个托盘31堆叠码放的状态,这些托盘31通过限位孔,被放置在送料小车3上;
66.在上料台2处,举升部件20的升降托板211被放置在最底位置处,送料小车3被推送至上料工位,并在泊位限制部件20的限制下,左右两侧被精准限制,送料小车3的前端紧密接触泊位限位块,并在送料小车3限位板305的限制下,前后两端也被精准限制,从而实现送料小车3在上料台处的精准停放,在停放过程中,升降托板211被插入至送料小车3的c型开口处,并处在最下端托盘31的下方;
67.在托盘31限位部件处,夹持导轮机构221在第二伺服电缸222的作用下,成向两侧分离的状态,并且使夹持导轮机构221之间的距离能够让托盘31向上通过,在举升部件21处,升降托板211在第一丝杆213、第一伺服电缸214及z型结构板212的作用下,驱动托盘31垂直向上位移,当最上端的托盘31到达夹持导轮机构22处时,夹持导轮机构221在第二伺服
电缸222的作用下,做向中心汇聚操作,直至其底导轮组223和侧导轮组224分别与托盘31的下沿及侧边贴合的状态,后升降托板211向下运行一段距离,使最上端的托盘31与其他托盘31成分离状态,即该相邻的承载柱312成分离状态,后楔形限位块225在其后端连接的第三伺服电缸226作用下,对托盘31四角的四个限位槽313进行楔形限位块225的精准锁定操作;
68.在上料手臂24处,通过x轴滑轨241及伺服电缸、y轴滑轨242及伺服电缸和z轴滑轨243及伺服电缸,以及抓取夹臂244、抓取夹臂伺服电缸及转动伺服缸245的作用下,实现上料手臂24将托盘31上的工件依次精准抓取转移并摆放至安装工位,为了提高托盘31切换效能,在上料手臂24操作过程中,托盘平移部件23的夹持臂232,在平移丝杆231、第四伺服电缸、第五伺服电缸233及夹持臂电缸的作用下,通过夹持臂232对托盘31的承载柱312进行夹持;
69.当当前托盘31的最后一个工件被上料手臂24抓取时,楔形限位块225在其后端连接的第三伺服电缸226作用下进行收回操作,从而解除对托盘31四角的四个限位槽313的锁定操作,在平移丝杆231及第四伺服电缸的作用下,夹持臂232能够驱动托盘31从托盘限位部件22的一侧快速向另一侧移动,并且该托盘31的位移始终受到夹持导轮机构221的限制,实现精准的位移操作,在该转移操作完毕后,夹持导轮机构221在第二伺服电缸222的作用下,成向两侧分离的状态,升降托板211将其承载的托盘31向上举升,并将最上端的托盘31送达至夹持导轮机构221处时,后夹持导轮机构221在第二伺服电缸222的作用下,做向中心汇聚操作,直至其底导轮组223和侧导轮组224分别与托盘31的下沿及侧边贴合的状态,后升降托板211在第一丝杆213、第一伺服电缸214及z型结构板212的作用下,向下运行一段距离,使最上端的托盘31与其他托盘31成分离状态,即该相邻的承载柱312成分离状态,后楔形限位块225在其后端连接的第三伺服电缸226作用下,对托盘31四角四个限位槽313进行楔形限位块的精准锁定操作,从而实现了对上料工位的托盘31的切换,并可以实现上料手臂24连续不断的上料操作;
70.故可以在设计切换要求时间内,上料手臂24在上料工位处又得到载满工件的托盘31,并继续实现上料手臂24将托盘31上的工件依次精准抓取并摆放至安装工位的操作,而在另一组托盘限位部件22处,通过类似的反向操作,空托盘31可以依次被摆放至下料的升降托板211上,在必要时在升降托板211上的空托盘31可以被堆叠放置在送料小车3上;
71.为了提高送料小车3切换效率,在上料工位,当当前的托盘31及工件被升降托板211接纳后,后一个装载满托盘31及工件的送料小车3可以预先停留在泊位限制部件20的前方,并可以通过送料小车3的限位板305对行走轮301进行锁定操作;
72.故通过如此操作,可以实现对工件进行精准高效的上料操作,并通过上料机构2a、上料机构2b和上料机构2c的依次上料操作,使继电器组件12和互感器组件13精准放置在接线端组件11上,并使三者受夹具51的精准定位限制,以便进行下一步的焊接工序。
73.参考图12
‑
图14,焊接机构4a和焊接机构4b均有两组焊接部件41,其中焊接机构4a用于对第一接线柱111和第三接线柱113处的焊接,焊接机构4b用于对第二接线柱112和第四接线柱114处的焊接,并最终完成对端钮盒组件的焊接操作。焊接机构4a和焊接机构4b具有类似的结构,现以焊接机构4a为例,做进一步详细说明;
74.焊接机构包括焊接台4,焊接台4通过第二水平滑轨401与构架成滑动连接状态,焊接台4的后端布置有第六伺服电缸402,第六伺服电缸402用驱动焊接台4在第二水平滑轨
401处位移,焊接台4的前端布置有成向相布置的左右两组焊接部件41,焊接部件41包括焊接座411和垂直滑轨412,焊接座411通过垂直滑轨412与焊接台4成滑动连接状态,焊接台4上布置有第七伺服电缸413,第七伺服电缸413用于驱动焊接座411在垂直滑轨412处垂直方向上下位移,焊接座411上布置有电极臂414,电极臂414的前端设有焊接头组件42,在同一侧的电极臂412及焊接头组件42成垂直方向中心对齐布置,故上下两个焊接头组件42能够在第七伺服电缸413的作用下,实现汇聚焊接操作。
75.为了更好的使位移更加平顺精准,第二水平滑轨401和垂直滑轨412均为燕尾滑轨结构。
76.焊接头组件42包括安装块421和电极头422,安装块421的后端成圆台423结构,圆台423结构内部成中空状态,电极臂414成圆管结构,其内部为中空结构,电极臂414的前端能够容置安装块421的圆台423结构,当安装块421受力放置在电极臂414的前端处时,在圆台及内凹的楔形结构配合下,能够实现安装块421与电极臂414的类似于过盈配合的稳固连接;
77.为了更好的实现电阻焊的降温操作,在电极臂414的后端布置有进水管接口415和出水管接口416,进水管接口415和出水管接口416的外端均连接有软管、水泵及水箱,用于实现循环供水,出水管接口416与电极臂414内部的中空结构连接贯通,在电极臂414的内部布置有导水管,导水管的后端与进水管接口416连接贯通,导水管的前端开口,其导水管的开口一直延伸并被放置在于电极臂414安装的安装块421的圆台423结构中空处,当安装块421与电极臂414稳固连接后,其内部的中空结构也成为相对密封的腔体结构,故在软管及水泵的作用下,冷却水从水箱处被吸入,并通过进水管接口415及导水管被输入至安装块421的中空结构处,后通过电极臂414的中空结构及出水管接口416排出,实现冷却水的循环。
78.安装块421的前端的侧边设有固定块424,固定块424能够通过螺栓与安装块421进行连接,通过固定块424和安装块421的安装结构,可以在安装块421及电极臂414的中心对齐位置安装电极头422,电极头422的截面成正方形结构,电极头422用于实现对工件的电阻焊操作。
79.焊接机构4a和焊接机构4b具有类似的工作方式,现以焊接机构4a为例,具体说明上料机构的实际焊接操作;
80.在控制器的控制下,焊接机构a和焊接机构b分别布置在分度转盘5的外侧,两个焊接机构的第二水平滑轨401的中心线均指向于分度转盘5的圆心,两者之间的角度间隔于分度转盘的步进转动角度相配合,在初始状态时,焊接台4均被第六伺服电缸402推送至焊接工位,即上下电极头422成发散状态,并且上下电极头422能够对齐载附有工件的夹具51中的待焊接点;
81.当分度转盘5将工件送入至焊接工位时,左右两者焊接部件41通过第七伺服电缸413,驱动焊接座411在垂直滑轨412处垂直方向上下向中心汇聚操作,并驱动焊接座411、电极臂414、及焊接头组件42进行汇聚操作,从而实现上下两个焊接头组件42实现对工件中的待焊接点进行电阻焊操作;
82.当焊接操作完毕时,在第七伺服电缸413的作用下,上下两个焊接头组件42成上下分离状态,在分度转盘5的操作下,当前的工件被送入至下一个工位,而前一个工件又被至
焊接工位,从而实现连续的焊接操作。
83.由于电极头422在连续焊接一定的次数时(如进行1000次焊接后),电极头422的表面容易形成一定的氧化物,如果不清理这些氧化物,一方面将降低焊接质量,同时氧化物侵占了电极头422的高度,使得焊接的精准性下降,故到达设定次数时,分度转盘5停止转动,在两个焊机台4在第六伺服电缸402的作用下,在第二水平滑轨401处向外进行位移,在必要时可以通过打磨的方式,或者通过对焊机头组件42中固定块424进行拆卸安装的方式,维护或更换电极头422,从而能使电极头422处于最佳的工作状态,并大大提高焊接操作的稳定性和精确度。
84.出料机构6布置在焊接工序的最后端,用于对焊接机构4a和焊接机构4b焊接完毕的端钮盒成品从分度转盘5及夹具51处取下,并码放至托盘31上,并使当前夹具51成空载状态,以便后续的循环上料操作,出料机构6的整体结构与上料机构4整体结构类似,其工作方式即为上料机构4的反向操作,本文不再详细说明该具体的结构及工作方式。
85.至此本方案一种端钮盒自动焊接机在控制器的控制下,实现对端钮盒的精准高效焊接,并以此方式可以进行连续不断的高效焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1