一种辙叉组合轮廓成型专用铣刀的制作方法
1.本发明属于城市轨道交通技术领域,具体涉及一种辙叉组合轮廓成型专用铣刀。
背景技术:
2.铁路道岔是铁路线路的关键设备,作为道岔关键核心部件的辙叉更是核心中的核心,同时也是铁路线路中最为薄弱的环节,是决定着道岔质量和效能的关键,辙叉的质量决定着道岔的寿命。随着铁路市场的不断扩大,高锰钢辙叉在城市轨道交通中的应用越来越多,因此,对高锰钢辙叉的质量提出了更高的要求,特别是高锰钢辙叉与钢轨连接部位的加工质量。
3.高锰钢辙叉结构如图1所示,原有高锰钢辙叉与钢轨连接的组合轮廓(组合轮廓包含过渡面、过渡段、非工作边、轨头轮廓)加工是在普通龙门铣床上,采用不同的面铣刀,在不同的设备上,分多次找正装卡,先加工过渡面,再加工过渡段,然后加工非工作边,最后人工打磨非工作边圆弧或轨头成型来完成。如图2~图3所示,a部分为高锰钢辙叉的趾端;b部分为高锰钢辙叉的跟端;每根高锰钢辙叉有4个部位的组合轮廓,每个组合轮廓有过渡面、过渡段、非工作边和轨头轮廓,每个不同的面其加工长度都比较短,最长450mm,实际上的纯加工时间比较短,找正装卡和对刀频率较高,但是每根高锰钢辙叉组合轮廓要分16次找正装卡来完成机加工,最后还要采用轮廓样板对比检测打磨成型才能完成,生产效率低,操作工人劳动强度大。
技术实现要素:
4.为了解决现有技术中存在的上述问题,本发明提供了一种辙叉组合轮廓成型专用铣刀。本发明要解决的技术问题通过以下技术方案实现:
5.一种辙叉组合轮廓成型专用铣刀,包括:刀柄、刀体以及刀片;其中,所述刀体通过紧固件固定连接在所述刀柄下方;所述刀体为“t”型且横截面为圆形,且所述“t”型的竖直部分与水平部分的连接处通过圆弧面过渡;所述刀体上均布数列刀片,每列刀片由沿所述刀体轴向螺旋排布在所述“t”型的竖直部分的圆周面上、水平部分的下端面以及连接处的所述圆弧面上的刀片组成,且相邻两列的刀片错位布置、螺旋搭接,使相邻两列刀片切削轨迹连续拟合成待成型的轨头轮廓型线;其中排布在所述“t”型的竖直部分最下端的刀片至少延伸至所述轨头的工作边的下方10mm,排布在所述“t”型水平部分的下端面最外侧的刀片至少延伸至所述轨头的轨顶中心线外侧5mm。
6.进一步地,所述刀体上均布六列刀片,且所述刀片通过刀片安装槽采用立装结构固定安装在所述刀体上。
7.进一步地,相邻两列所述刀片之间设有螺旋排屑槽,所述螺旋排屑槽与刀片安装凹槽的旋向相同。
8.进一步地,所述螺旋排屑槽与刀片安装凹槽的轴向螺旋升角均为14
°
~18
°
。
9.本发明的有益效果:
10.1、该铣刀降低了操作工人的劳动强度,减少了找正装卡的次数,并取消了组合轮廓成型部位的打磨工步,从而节约了人工成本,提高了生产效率;
11.2、该铣刀对组合轮廓的成型效果好,提高了产品质量。
12.以下将结合附图及实施例对本发明做进一步详细说明。
附图说明
13.图1为高锰钢辙叉的结构示意图;
14.图2为a部分的放大结构示意图;
15.图3为b部分的放大结构示意图;
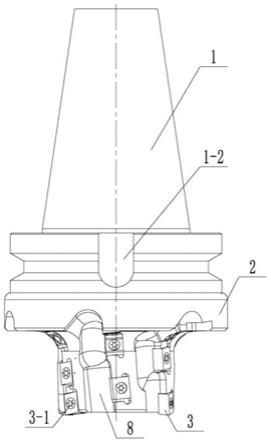
16.图4为本发明的结构示意图;
17.图5为图1的仰视结构示意图;
18.图6为本发明的刀体长度示意图;
19.图7为本发明的剖视结构示意图;
20.图8为本发明的另一种剖视结构示意图;
21.图9为轨头轮廓铣削成型时本发明的使用状态图;
22.图10为非工作边铣削成型时本发明的使用状态图;
23.图11为过渡段铣削成型时本发明的使用状态图;
24.图12为过渡面铣削成型时本发明的使用状态图。
25.附图标记说明:
[0026]1‑
刀柄;2
‑
刀体;3
‑
刀片;4
‑
内六方圆柱头螺钉;5
‑
弹性垫圈;6
‑
轴向键;7
‑
端面键;8
‑
螺旋排屑槽;1
‑1‑
拉钉安装孔;1
‑2‑
键;3
‑1‑
梅花螺钉。
具体实施方式
[0027]
下面结合具体实施例对本发明做进一步详细的描述,但本发明的实施方式不限于此。
[0028]
请参见图4~图6,本发明实施例提供了一种辙叉组合轮廓成型专用铣刀,具体包括:刀柄1、刀体2以及若干刀片3;其中,刀柄1通过拉钉安装孔1
‑
1和键1
‑
2与三轴或者四轴联动的数控设备相连接;刀体2位于刀柄1下方,且通过紧固件与刀柄1固定连接:该刀体2为“t”型且横截面为圆形,同时,且“t”型刀体2的竖直部分与水平部分的连接处为圆弧面,刀体2上均布数列刀片3,每列刀片3由沿刀体2轴向螺栓排布在“t”型的竖直部分的圆周面上、水平部分的下端面上以及连接处的圆弧面上的刀片组成,且相邻两列的刀片3错位布置、螺旋搭接,使相邻两列刀片3的切削轨迹连续拟合成待成型的轨头轮廓型线;其中排布在“t”型刀体2的竖直部分最下端的刀片3至少延伸至所述轨头的工作边的下方10mm,即图6中的l1≥10mm;排布在所述“t”型刀体2水平部分的下端面最外侧的刀片3至少延伸至所述轨头的轨顶中心线外侧5mm,即l2≥5mm;从而可以利用一把铣刀将高锰钢辙叉组合轮廓的4道工序16个部位全部加工完成。
[0029]
进一步地,刀体2上均布六列刀片3,且刀片3采用立装结构通过刀片安装槽固定安装在刀体2上;刀片3采用立装结构通过梅花螺钉3
‑
1固定在刀体2上。
[0030]
进一步地,请参见图7,紧固件由内六方圆柱头螺钉4、弹性垫圈5和轴向键6组成,
该弹性垫圈5穿过内六方圆柱头螺钉4,且位于内六方圆柱头螺钉4的肩部与刀体2之间,该内六方圆柱头螺钉4从刀体2底部伸入所述刀柄1中,从而将刀体2与刀柄1固定,弹性垫圈5用于约束刀体2相对刀柄1的轴向的跳动;该轴向键6位于刀柄1下端部侧面与与之相对的刀体2之间,从而约束刀体2相对于刀柄1的径向转动。
[0031]
请参见图8,该紧固件还可以由内六方圆柱头螺钉4、弹性垫圈5和端面键7组成;该弹性垫圈5穿过内六方圆柱头螺钉4,且位于内六方圆柱头螺钉4的肩部与刀体2之间,该内六方圆柱头螺钉4从刀体2底部伸入所述刀柄1中,从而将刀体2与刀柄1固定,弹性垫圈5用于约束刀体2相对刀柄1的轴向的跳动;该端面键7分别对称设置于刀柄1底部与与之相对的刀体2顶部之间,从而约束刀体2相对于刀柄1的径向转动。
[0032]
进一步地,该相邻的两列刀片3之间设置有螺旋排屑槽8,该螺旋排屑槽8贯通刀体2下端,螺旋排屑槽8与刀片安装凹槽的旋向相同,且轴向螺旋升角均为14
°
~18
°
;当铣刀在工作时,铣削产生的废料通过螺旋排屑槽8排出,避免造成刀具卡顿。
[0033]
进一步地,该刀片3为根据辙叉轨头轮廓设计的经过热处理的高强度高硬度的合金刀片,其具体在刀体2上分布的列数以及一列的数量依据刀体2的尺寸来定,本发明实施例在此不作具体限定。
[0034]
需要说明的是,辙叉工作边检测位置处的刀体2直径φa根据辙叉趾端和跟端的开口尺寸确定,本发明实施例在此不作具体限定。
[0035]
具体的专用铣刀的工作过程请参见图9~图12,假设首次从轨头轮廓开始切削成型,以辙叉同一工作边对应的趾跟端端面轨腰中心线找正装卡,将铣刀刀体的“t”型连接处卡在轨头轮廓上,然后结合数控编程,通过数控铣床带动铣刀旋转运动,从而使刀体上的刀片对轨头轮廓进行切削成型;然后按照设定好的程序,由数控铣床带动铣刀移动到相应的位置,分别对非工作边、过渡段以及过渡面进行铣削成型。
[0036]
需要说明的是,铣刀工作的顺序可以根据需要自行设定,本发明实施例在次不作具体限定。
[0037]
通过设计这种专用铣刀,利用常用的数控编程,改变加工方式来实现高锰钢辙叉组合轮廓的加工,即在数控铣床上实现一次找正装卡,用同一把铣刀加工高锰钢辙叉与钢轨连接的组合轮廓,该刀体结构按照轨头轮廓设计,在加工过程中用刀体最下端的刀片加工过渡面,用加长的工作边刀片加工过渡段,用轨头轮廓刀片加工轨头轮廓、非工作边,实现一把铣刀多部位加工,从而提高了生产效率,且提高了辙叉组合轮廓的加工质量,并降低了操作工人的劳动强度。
[0038]
利用数控铣床的优势,1次找正1次装卡,由本发明的铣刀将高锰钢辙叉组合轮廓的4道工序16个部位全部加工完成,并取消组合轮廓成型时的人工打磨工步,生产效率提高200%,产品质量大幅提升,并节约了人工成本;此外,该专用铣刀的使用范围不限于高锰钢材质的辙叉。
[0039]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1