一种薄壁圆筒件的加工夹具的制作方法
1.本发明涉及夹具技术领域,特别是涉及一种薄壁圆筒件的加工夹具。
背景技术:
2.近年来,随着汽车工业快速发展,轿车迅速进入普通百姓的生活,同时车辆的环保和节油性能逐渐受到重视。汽车整车重量每减少10%,燃油的消耗可降低4%~6%。铝合金变速器越来越被重视,汽车变速器中的部件设计在满足强度及功能的前提下,也越来越趋于轻量化、薄壁化。在同等体积中,使用铝合金减速器,能减轻1.26公斤左右的重量。
3.传统车床夹具只有内涨或外卡机构且粗大笨重,不利于夹具减重,也不利于加工后的废屑排出,导致设备负荷较大,夹具容易堆积废屑,且只能加工简单的内孔加工后或拔模角度很小的圆筒状厚壁产品,对薄壁产品尤其是用于涨紧的内孔有较大拔模角度的产品,很容易造成夹紧变形及加工定位不稳定,并且普通的车床夹具,不能精确定位加工相对毛坯有同心度要求的毛坯齿槽状的产品加工,因此加工产品太过单一。对带齿槽且需要齿槽定位,并且对齿槽毛坯与加工的外圆有同心度要求的产品也不能进行夹持,为此我们提出一种薄壁圆筒件的加工夹具。
技术实现要素:
4.为了克服现有技术的不足,本发明提供一种薄壁圆筒件的加工夹具,通过设置夹具,能够较好的对工件进行夹持,并且夹持效果好,也不会使得工件被夹坏,而且也能够夹持对同心度有要求和带齿槽夹持要求的工件进行固定。
5.为解决上述技术问题,本发明提供如下技术方案:一种薄壁圆筒件的加工夹具,包括油路分配器,所述油路分配器的一侧设有夹具固定板,所述夹具固定板的一侧设有夹具基座,所述夹具基座的一侧设有夹具顶部基座,所述夹具基座与夹具顶部基座之间设有夹具立柱,所述夹具基座在夹具立柱的一侧设有夹具根部内涨薄片,所述夹具基座在夹具根部内涨薄片的一侧设有产品定位柱及其夹紧检测主体,所述夹具立柱的四个边侧均设有浮动顶出机构,所述夹具顶部基座的一侧设有夹具顶部内涨薄片。
6.作为本发明的一种优选技术方案,四个所述浮动顶出机构关于夹具立柱的中心点对称分布。
7.作为本发明的一种优选技术方案,所述夹具根部内涨薄片位于夹具基座的外表面。
8.作为本发明的一种优选技术方案,所述夹具顶部内涨薄片位于夹具顶部基座的外表面。
9.作为本发明的一种优选技术方案,所述产品定位柱及其夹紧检测主体位于夹具根部内涨薄片的外侧。
10.与现有技术相比,本发明能达到的有益效果是:1、该夹具机构能准确定位带槽齿的齿轮罐的薄壁圆筒产品,避免薄壁圆筒且用齿
槽定位的产品因加工夹具定位压紧不当导致产品夹紧变形及定位不准导致尺寸不良抑或加工壁厚不一致等问题,采用涨紧薄片定位,避免加工废屑堆积导致夹具损坏和产品尺寸不良,稳定夹紧可有效解决产品因加工时造成的加工变形,解决普通的车床夹具无法实现的齿槽定位等加工问题,提高良品率,从而降低成本;2、通过利用立柱导油系统和薄片定位机构,可以有效减轻夹具的重量,降低设备旋转负荷,同时使产品与夹具之间预留足够的空间,有效避免加工废屑堆积而导致加工定位不稳定,影响加工精度;3、利用两端齿槽定位,有效解决产品两端同心度问题,而且利用两端的毛坯齿槽定位,同时可以解决定位毛坯与加工面的同心度问题。避免产品壁厚不均匀,有效提高产品的动平衡能力。
附图说明
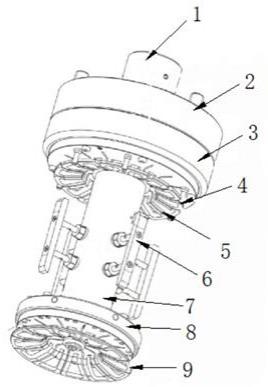
11.图1为本发明的立体结构示意图;图2为本发明的剖视图结构示意图;其中:1、油路分配器;2、夹具固定板;3、夹具基座;4、产品定位柱及其夹紧检测主体;5、夹具根部内涨薄片;6、浮动顶出机构;7、夹具立柱;8、夹具顶部基座;9、夹具顶部内涨薄片。
具体实施方式
12.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
13.实施例:如图1
‑
图2所示,一种薄壁圆筒件的加工夹具,包括油路分配器1,油路分配器1的一侧设有夹具固定板2,夹具固定板2的一侧设有夹具基座3,夹具基座3的一侧设有夹具顶部基座8,夹具基座3与夹具顶部基座8之间设有夹具立柱7,夹具基座3在夹具立柱7的一侧设有夹具根部内涨薄片5,夹具基座3在夹具根部内涨薄片5的一侧设有产品定位柱及其夹紧检测主体4,夹具立柱7的四个边侧均设有浮动顶出机构6,夹具顶部基座8的一侧设有夹具顶部内涨薄片9。
14.夹具通过夹具固定板2与数控车床固定在一起,通过油路分配器1使夹具的油路与设备油路一一对应。待加工产品通过机械手安装在夹具上,使产品定位基准与产品定位柱及其夹紧检测主体4贴合,通过夹具指令,使液压油经过油路分配器1分配给需要的夹具机构。液压油推动夹具根部内涨薄片5卡入产品根部相应的齿槽内使产品定位校向,推动夹具顶部内涨薄片9卡入产品顶端的相应齿槽内,并向后拉紧,使产品的定位面与产品定位柱及其夹紧检测主体4完全贴合。设备夹紧检测,ok则加工,ng则报警并设备停止一切动作。根据产品图纸,利用刀具加工产品周围的镂空孔。镂空孔加工完成后,通过机床输入夹具指令,液压站中的液压油推动浮动顶出机构6均匀分布在产品上,并油压抱紧锁死浮动支撑。利用
车刀车削产品外圆及小端面和小端除了沟槽外的所有内圆。加工完成后,设备门自动打开,机械手托持产品,液压站中的液压油拉动夹具根部内涨薄片5,夹具顶部内涨薄片9退出产品齿槽,松开浮动顶出机构6,从而松开产品的夹持,机械手取出产品在其他实施例中,四个浮动顶出机构6关于夹具立柱7的中心点对称分布,方便更好的固定工件。
15.在其他实施例中,夹具根部内涨薄片5位于夹具基座3的外表面;方便固定工件的一端。
16.在其他实施例中,夹具顶部内涨薄片9位于夹具顶部基座8的外表面;方便固定工件的另一端在其他实施例中,产品定位柱及其夹紧检测主体4位于夹具根部内涨薄片5的外侧,方便检测夹紧程度,避免夹坏工件。
17.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
18.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1