带整形切边冷却和尺寸自动检测的一体式液压机的制作方法
[0001]
本实用新型涉及一种一体式液压机,尤其涉及一种带整形切边冷却和尺寸自动检测的一体式液压机,属于自动化设备技术领域。
背景技术:
[0002]
目前,随着智能制造的深入,低压压铸工件自动化加工的需求开始不断上升。在此类加工中,存在着准确装夹、自动整形、自动排屑、自动测平面度、自动打标、自动冷却等需求。而随着自动化程度、使用空间的成本越来越受到重视,各生产、科研单位、教学单位等对使用的设备也提出了更多使用功能、更小体积空间和操作空间的要求。
[0003]
但在现有自动化加工设备中,整形液压机在完成高精度的整形动作时,体积和操作空间均较大,无法同时兼顾灵活性,多功能性,和小体积小操作空间的要求。
技术实现要素:
[0004]
本实用新型主要是解决现有技术中存在的不足,目的在于提供一种对铝压铸件进行整形切边冷却和尺寸自动检测的一体式液压机,旨在解决设备在完成高精度的整形动作时,体积和操作空间均较大,同时兼顾灵活性,多功能性,和小体积小操作空间的问题的带整形切边冷却和尺寸自动检测的一体式液压机。
[0005]
本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
[0006]
带整形切边冷却和尺寸自动检测的一体式液压机,包括工件,还包括液压机地梁,所述的液压机地梁的上方设有液压机上梁,所述的液压机上梁与液压机地梁通过若干立柱固定,所述的液压机上梁的下方设有可沿立柱进行上下位移的液压机动梁,所述的液压机动梁的底部设有可随液压机动梁进行上下位移的整形切边模上模,所述的液压机地梁的上部设有与整形切边模上模呈上下对应分布的整形切边模下模,所述的工件设在整形切边模下模的上部,所述的整形切边模上模中设有整形模冲刀,所述的整形切边模上模与整形切边模下模对工件进行整形切边操作,液压机通过液压机plc控制柜和液压机控制台控制。
[0007]
作为优选,所述的整形切边模上模的底部设有通过冲刀气缸控制的整形模冲刀,所述的整形模冲刀下移对工件进行切边操作。
[0008]
作为优选,所述的工件的上方设有与液压机地梁固定的桁架平面度测试仪,所述的桁架平面度测试仪包括可左右位移的y桁架,所述的y桁架中设有x 桁架,所述的x桁架中设有可前后位移的平面度探测头,所述的平面度探测头对工件进行从左至右、从前至后的平面度测试;所述的整形切边模下模的两侧分别设有对工件进行风冷的风嘴。
[0009]
作为优选,还包括主风道和工业风冷柜,所述的主风道中设有若干呈间隔分布的分风道,所述的风嘴设在分风道的上端,所述的工业风冷柜通过离心风机将风送至主风道中;所述的y桁架和x桁架分别通过驱动电机驱动。
[0010]
作为优选,所述的液压机地梁的上部设有与工件呈对应分布的激光打标机,所述的激光打标机包括可上下位移的激光打标头,所述激光打标头通过激光发生器和激光排版
主机对工件打标。
[0011]
作为优选,所述的激光打标头通过打标头升降器进行上下位移,所述的打标头升降器固定在液压机地梁中。
[0012]
作为优选,所述的整形切边模下模中设有与工件呈连通状分布的整形模落料孔,所述的整形切边模下模中设有与整形模落料孔呈对应分布的排屑机。
[0013]
作为优选,所述的排屑机的一端设有切料车,所述的切料车可带动排屑机进行位移。
[0014]
作为优选,所述的整形切边模下模底部的两侧分别设有整形模垫脚,所述的整形模垫脚的外侧设有与液压机地梁固定的整形模快速定位孔;所述的整形切边模上模底部的四角分别设有与整形切边模下模呈配接式分布的定形柱。
[0015]
带整形切边冷却和尺寸自动检测的一体式液压机的操作方法,按以下步骤进行:
[0016]
(一)、该对铝压铸件进行整形切边冷却和尺寸自动检测的一体式液压机通过液压机plc控制柜可控制整形液压机的液压机动梁在一定范围内运动;液压机动梁安装整形模上模,液压机工作台安装整形模下模,当工件被放入整形模下模固定后,通过液压机plc控制柜的控制液压机液压站使液压机动梁与整形模上模一起向下运动,合模后,工件被整平,液压机动梁与整形模上模一起向上运动,整形模冲刀在冲刀气缸的带动下伸出,液压机动梁与整形模上模一起向下运动,对工件进行切边;所切的废料通过整形模落料孔进入排屑机,通过排屑机的运动,废料进入切料车;
[0017]
(二)、工业风冷柜开始工作,冷风通过离心风机进入主风道、分风道,通过风嘴对工件进行风冷,一定时间后,通过液压机plc控制柜控制整形液压机的液压机动梁与整形模上模向上运动一定距离并停止;平面度探测头在x桁架和y桁架由x桁架驱动电机和y桁架驱动电机驱动下到达plc控制柜指定位置,于此同时通过连轴系统使两个y桁架驱动电机联动,到达指定位置后,平面度探测头进行探测与对比得出平面度结果在控制台显示,并允许激光打标机打标;
[0018]
(三)、激光打标头在打标头升降器的动作下到达指定位置,激光由激光发生器产生,打标位置由激光排版主机决定,在工件表面开始打标,打标完成后,打标头升降器下降;
[0019]
(四)、工件整形、冷却、切边、排料、打标均完成,等待取出。
[0020]
整形液压机;
[0021]
整形液压机为四立柱三梁结构的快速油压机,整形机顶部含有配套安装的液压站;动梁安装有整形切边模的上模部分;整形液压机有液压机plc控制柜和操作控制台;
[0022]
通过快速定位块安装在所述整形液压机上的整形切边模;
[0023]
整形切边模针对低压压铸的铝合金工件进行整形、冲中间孔的废料;模具上模含有可伸缩冲刀,可在冲刀气缸的带动下进行伸缩;模具上模安装在动梁下部;模具下模安装在整形液压机工作台上部;
[0024]
安装在整形液压机工作台上的桁架平面度测试仪;
[0025]
低压压铸铝合金工件在整形以后,可通过桁架平面度仪的运动和测试头测试,可得知工件不同平面位置的高低差值是否符合整形要求;整个桁架由两个y轴机器人和一个x轴机器人构成,安装在整形液压机工作台面上,根据工序要求进行运动,固定在x轴机器人上的探测头进行工作;
[0026]
安装在整形液压机工作台上的激光打标机;
[0027]
激光打标机含有激光发生器模块,激光打标头模块,打标头升降模块和激光排版电脑;激光打标头固定在打标头升降模块上;打标头升降模块固定在整形液压机工作台面上;随着工序需要而升降和打标;
[0028]
安装在整形液压机工作台上的含冷却风管口的风冷系统;
[0029]
风冷系统含有工业风冷柜,离心风机,风冷主风道和风冷分风道,以及风嘴组成;工业风冷柜装在整形液压机一侧,通过与离心风机与主风道、分风道和风嘴相连;主风道、分风道和风嘴固定在模具下模两侧,固定在液压整形机之上;
[0030]
安装在整形液压机工作台上的排屑系统;
[0031]
排屑机安装在模具下模的下面,安装在液压机工作台上面;排屑机头部放有切料车。
[0032]
因此,本实用新型的带整形切边冷却和尺寸自动检测的一体式液压机,旨在解决设备在完成高精度的整形动作时,体积和操作空间均较大,同时兼顾灵活性,多功能性,和小体积小操作空间的问题,具有良好的应用前景。
附图说明
[0033]
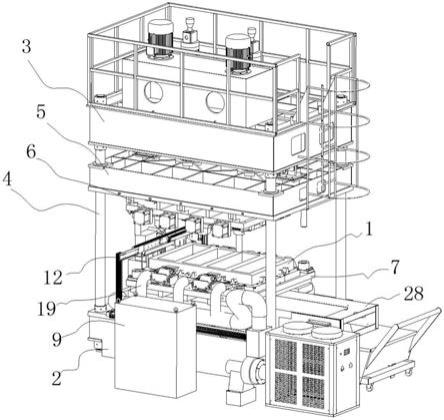
图1是本实用新型的立体结构示意图;
[0034]
图2是本实用新型的另一立体结构示意图;
[0035]
图3是本实用新型中框架的结构示意图;
[0036]
图4是本实用新型中整形切边模上模与整形切边模下模的结构示意图;
[0037]
图5是图4的另一结构示意图;
[0038]
图6是本实用新型中桁架平面度测试仪的结构示意图;
[0039]
图7是本实用新型中激光打标记的结构示意图;
[0040]
图8是本实用新型中激光打标记的另外结构示意图;
[0041]
图9是本实用新型中主风道的结构示意图;
[0042]
图10是本实用新型中排屑机的结构示意图。
具体实施方式
[0043]
下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
[0044]
实施例1:如图所示,带整形切边冷却和尺寸自动检测的一体式液压机,包括工件1,还包括液压机地梁2,所述的液压机地梁2的上方设有液压机上梁3,所述的液压机上梁3与液压机地梁2通过若干立柱4固定,所述的液压机上梁3的下方设有可沿立柱4进行上下位移的液压机动梁5,所述的液压机动梁5的底部设有可随液压机动梁5进行上下位移的整形切边模上模6,所述的液压机地梁2的上部设有与整形切边模上模6呈上下对应分布的整形切边模下模7,所述的工件1设在整形切边模下模7的上部,所述的整形切边模上模 6中设有整形模冲刀8,所述的整形切边模上模6与整形切边模下模7对工件 1进行整形切边操作,液压机通过液压机plc控制柜9和液压机控制台10控制。
[0045]
所述的整形切边模上模6的底部设有通过冲刀气缸11控制的整形模冲刀 8,所述的整形模冲刀8下移对工件1进行切边操作。
[0046]
所述的工件1的上方设有与液压机地梁2固定的桁架平面度测试仪12,所述的桁架平面度测试仪12包括可左右位移的y桁架13,所述的y桁架13 中设有x桁架14,所述的x桁架14中设有可前后位移的平面度探测头15,所述的平面度探测头15对工件1进行从左至右、从前至后的平面度测试;所述的整形切边模下模7的两侧分别设有对工件1进行风冷的风嘴16。
[0047]
还包括主风道17和工业风冷柜18,所述的主风道17中设有若干呈间隔分布的分风道19,所述的风嘴16设在分风道19的上端,所述的工业风冷柜 18通过离心风机20将风送至主风道17中;所述的y桁架13和x桁架14分别通过驱动电机21驱动。
[0048]
所述的液压机地梁2的上部设有与工件1呈对应分布的激光打标机22,所述的激光打标机22包括可上下位移的激光打标头23,所述激光打标头23 通过激光发生器24和激光排版主机25对工件1打标。
[0049]
所述的激光打标头23通过打标头升降器26进行上下位移,所述的打标头升降器26固定在液压机地梁2中。
[0050]
所述的整形切边模下模7中设有与工件1呈连通状分布的整形模落料孔 27,所述的整形切边模下模7中设有与整形模落料孔27呈对应分布的排屑机 28。
[0051]
所述的排屑机28的一端设有切料车29,所述的切料车29可带动排屑机 28进行位移。
[0052]
所述的整形切边模下模7底部的两侧分别设有整形模垫脚30,所述的整形模垫脚30的外侧设有与液压机地梁2固定的整形模快速定位孔31;所述的整形切边模上模6底部的四角分别设有与整形切边模下模7呈配接式分布的定形柱32。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1