单位长度定量工作结构的制作方法
[0001]
本实用新型有关于一种单位长度定量工作结构,尤其是指其可通过运动控制单元对外部设备进行控制,并于固定时间读取坐标回馈装置数值,运动控制单元于各轴固定移动距离时可触发外部设备(如激光加工机、锡丝供给设备、胶量供给设备或检测设备等)。
背景技术:
[0002]
激光加工机是用激光对需要雕刻的材料进行雕刻的一种先进设备。激光雕刻机不同于机械雕刻机和其他传统的手工雕刻方式,机械雕刻机是使用机械手段,比如金刚石等硬度极高的材料来雕刻其他东西。
[0003]
激光加工机则是使用激光的热能对材料进行雕刻,激光加工其使用范围更加广泛,而且雕刻精度更高,雕刻速度也更加快捷。而且相对于传统的手工雕刻方式,激光雕刻也可以将雕刻效果做到很细腻,丝毫不亚于手工雕刻的工艺水平。因为激光加工机有着如此多的优越性,所以现在激光加工机的应用已经逐渐取代了传统的雕刻设备和方式,成为主要的加工设备。
[0004]
但激光加工机于实际进行激光加工时,会产生至少如下的缺点:
[0005]
请参阅图6,图中数个粗黑点代表激光头对工件加工的加工点,激光头可被驱动机构及控制程序所驱动而依据规划设定的加工路径移动并对工件施以激光能量的加工,但是当加工路径到了图6中画圈处所示的转角时,激光头移动速度会下降,导致激光加工距离缩短,从图6中画圈处图,可以发现该转角处的加工点彼此之间的距离相较于其他加工路径处的加工点明显缩短很多,也就是该转角处所施加的激光能量较其他加工路径多,如此,不平均的激光加工点会不符合加工需求以及影响加工的精准度。
[0006]
而与激光加工机相同工作原理的锡丝供给设备、胶量供给设备或检测设备,它们同样都有着因为工作头移动速度(加减速)而产生错误的焊锡丝量或胶水胶量,或者是检测位置对不准的问题,因此,实有改良的必要。
[0007]
于是本发明人基于产品不断研究改良创新的理念,乃本着多年从事该项产品开发的实务经验,以及积极潜心研发思考,通过无数次的实际设计实验,致有本实用新型的产生。
技术实现要素:
[0008]
本实用新型的目的,在提供一种可对外部设备进行控制,并于各轴固定移动距离时可触发外部设备(如激光加工机、锡丝供给设备、胶量供给设备或检测设备等)的单位长度定量工作结构。
[0009]
为达上述的目的,本实用新型包括一外部设备、一平台、一运动控制单元,其中,该平台包括一x轴单元、一y轴单元、一z轴单元,该y轴单元包括一滑台,该滑台用于承置工件,该z轴单元用于设置该外部设备以对该工件进行工作,该x轴单元包括一x轴马达、一x轴坐标回馈装置,该y轴单元包括一y轴马达、一y轴坐标回馈装置,该z轴单元包括一z轴马达、一
z轴坐标回馈装置,该x轴马达、该y轴马达、该z轴马达驱动该外部设备可于x、y、z轴向移动,并由该x轴坐标回馈装置、该y轴坐标回馈装置、该z轴坐标回馈装置感测获得到该外部设备于x、y、z轴向的坐标值;该运动控制单元连接该外部设备、该平台,该运动控制单元用于处理使用者输入的工作资料参数值而以指令控制驱动该x轴马达、该y轴马达、该z轴马达,该工作资料参数值包括该外部设备的工作间距值,该运动控制单元用于读取该x轴坐标回馈装置、该y轴坐标回馈装置、该z轴坐标回馈装置所回馈的该外部设备坐标值,并将该外部设备坐标值与该工作间距值进行比对处理,当该外部设备坐标值符合该工作间距值,由该运动控制单元输出一触发信号给该外部设备以对该工件进行工作。
[0010]
当该外部设备移动一固定的工作间距时,该运动控制单元会输出一个触发信号,让供给能量或是材料的外部设备,提供一个定量的加工能量或是材料,而能量与材料在固定距离中可以平均供给或依照加工需求在加工移动的固定距离中给予不同的能量与材料,且不受外部设备移动速度(加减速)而影响。
[0011]
该外部设备也可为检测设备,检测设备可在固定距离进行检测作业不受平台移动速度或加减速而影响。
[0012]
优选的,该平台为龙门式平台或者是悬臂式平台。
[0013]
优选的,该外部设备为能量装置、材料装置、检测装置中的任一种。
[0014]
优选的,该运动控制单元连接一人机界面,为电脑、手持式控制盒中的一种,该人机界面用于输入工作资料参数值。
[0015]
优选的,该x轴马达、该y轴马达、该z轴马达选自步进马达、伺服马达、线性马达中的任一种。
[0016]
优选的,该x轴坐标回馈装置、该y轴坐标回馈装置、该z轴坐标回馈装置选自光学尺、磁性尺、编码器中的任一种。
[0017]
优选的,该运动控制单元包括一工作资料处理模块和一坐标值处理模块,该工作资料处理模块用于处理使用者输入的工作资料参数值以便指令控制驱动该x轴马达、该y轴马达、该z轴马达,该坐标值处理模块用于读取该x轴坐标回馈装置、该y轴坐标回馈装置和该z轴坐标回馈装置所回馈的该外部设备坐标值,并将该外部设备坐标值与该工作间距值进行比对处理并输出一触发信号给该外部设备以便对该工件进行工作。
[0018]
以下仅通过具体实施例,且佐以附图作详细的说明,以便对于本实用新型的各项功能、特点,有更进一步的了解与认识。
附图说明
[0019]
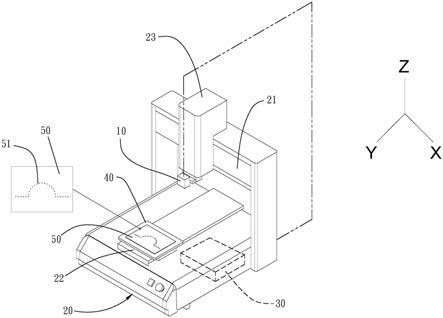
图1是本实用新型的立体图;
[0020]
图2是本实用新型的结构示意方块图;
[0021]
图3是本实用新型的运动控制单元的构成方块图;
[0022]
图4是本实用新型的加工路径的实施例图;
[0023]
图5是本实用新型的另一结构实施例图;
[0024]
图6是现有的激光加工机的加工路径图。
[0025]
附图标记说明
[0026]
外部设备10
[0027]
平台20
[0028]
x轴单元21
[0029]
x轴马达211
[0030]
x轴坐标回馈装置212
[0031]
y轴单元22
[0032]
y轴马达221
[0033]
y轴坐标回馈装置222
[0034]
z轴单元23
[0035]
z轴马达231
[0036]
z轴坐标回馈装置232
[0037]
运动控制单元30
[0038]
工作资料处理模块31
[0039]
坐标值处理模块32
[0040]
滑台40
[0041]
工件50
[0042]
加工点51
[0043]
人机界面60
[0044]
工件70
[0045]
现有技术:
[0046]
加工点90。
具体实施方式
[0047]
请参阅图1和图2,本实施例包括一外部设备10、一平台20、一运动控制单元30。下文将详细说明:
[0048]
该平台20包括一x轴单元21、一y轴单元22、一z轴单元23,该y 轴单元22包括一滑台40,该滑台40用于承置工件50,该z轴单元23用于设置该外部设备10以对该工件50进行工作,该x轴单元21包括一x轴马达211和一x轴坐标回馈装置212,该y轴单元22包括一y轴马达221、一 y轴坐标回馈装置222,该z轴单元23包括一z轴马达231、一z轴坐标回馈装置232,通过该x轴马达211、该y轴马达221、该z轴马达231驱动该外部设备10可于x、y、z轴向移动,并由该x轴坐标回馈装置212、该y 轴坐标回馈装置222、该z轴坐标回馈装置232感测而得到该外部设备10 于x、y、z轴向的坐标值。
[0049]
本实施例,该y轴单元22使滑台40于y轴移动,也就是该z轴单元23 的外部设备10在该滑台40移动时就等同可产生y轴移动的动作。
[0050]
该运动控制单元30连接该外部设备10、该平台20,用于处理使用者输入的工作资料参数值而以指令控制驱动该x轴马达211、该y轴马达221、该z轴马达231,该工作资料参数值包括该外部设备10的工作间距值,该运动控制单元30用于读取该x轴坐标回馈装置212、该y轴坐标回馈装置222、该z轴坐标回馈装置232所回馈的该外部设备10坐标值,并将该外部设备 10坐标值与该工作间距值进行比对处理,当该外部设备10坐标值符合该工作间距值,由该运动控制单元30输出一触发信号给该外部设备10以对该工件50进行工作。
[0051]
在一些实施例中,依据不同应用亦可将平台扩充其他轴向,如旋转轴r 轴、u轴或是摆动轴v轴等,其实施方式于本实施例类同不赘言。
[0052]
于一结构实施例,该平台20可为龙门式平台或者是悬臂式平台。
[0053]
于一结构实施例,该外部设备10可为能量装置、材料装置、检测装置的其中任一种。
[0054]
其中,该能量装置可为激光(laser)加工机,该材料装置可为焊接加工的锡丝供给设备或是粘胶加工的胶量供给设备,该检测装置可为ccd检测/ 监测设备。
[0055]
于一结构实施例,该运动控制单元30连接一人机界面60,或可为电脑、手持式控制盒的其中任一种,供使用者输入工作资料参数值。
[0056]
于一结构实施例,该x轴马达211、该y轴马达221、该z轴马达231 选自步进马达、伺服马达、线性马达的其中任一种。
[0057]
该x轴坐标回馈装置212、该y轴坐标回馈装置222、该z轴坐标回馈装置232选自光学尺、磁性尺、编码器的其中任一种。
[0058]
请参阅图3,于一结构实施例,该运动控制单元30包括一工作资料处理模块31、一坐标值处理模块32,其中,该工作资料处理模块31用于处理使用者输入的工作资料参数值而以指令控制驱动该x轴马达211、该y轴马达 221、该z轴马达231,该坐标值处理模块32用于读取该x轴坐标回馈装置 212、该y轴坐标回馈装置222、该z轴坐标回馈装置232所回馈的该外部设备10坐标值,并将该外部设备10坐标值与该工作间距值进行比对处理并可输出一触发信号给该外部设备10以对该工件50进行工作。
[0059]
上述为本实用新型的各部构件及其组成方式介绍,接着再将本实用新型的使用特点、功效介绍如下:
[0060]
请参阅图1和图2,本实施例以该外部设备10为激光加工机做说明,本实用新型控制步骤如下:
[0061]
1.使用者通过人机界面60将平台20的工作资料参数值输入到运动控制单元30,例如x轴单元21、一y轴单元22、一z轴单元23的工作移动路径、加工移动速度,并输入加工间距与外部设备10反应速度。
[0062]
2.运动控制单元30得到使用者输入的工作移动路径、加工移动速度、加工间距、外接设备反应速度等工作资料参数值后,计算平台20其x轴单元21、一y轴单元22、一z轴单元23于x、y、z轴的加减速数值。
[0063]
3.当平台20的各轴开始工作移动时,运动控制单元30固定会于每一单位时间(ms),通过该x轴坐标回馈装置212、该y轴坐标回馈装置222、该z 轴坐标回馈装置232读取平台20各轴的当前坐标,不论平台20各轴是静止,暂停,定速移动或是加减速移动状态;
[0064]
而读取平台20各轴的当前坐标方式会依据平台20各轴传动方式不同而有所差异,如果x轴马达211、y轴马达221、z轴马达231选自步进马达其坐标是运动控制单位30计算而得知,如果选自伺服马达则为读取编码器数值而得知,如为线性马达则为光学尺数值而得知;
[0065]
当平台20为多个轴方式移动,运动控制单元30将同时读取多个轴坐标位置,经过计算式计算得出平台20各轴移动的坐标距离。
[0066]
4.运动控制单元30得到平台20各轴的当前坐标(也就是外部设备10的坐标),符合
使用者所设定的加工间距,运动控制单元30即会送出单一脉波信号予外部设备10。
[0067]
5.运动控制单元30送出单一脉波信号后,立即重置内部位置计数单元,并依据上述步骤3反复执行,直到平台20到达使用者设定的加工路径移动终点为止。
[0068]
本实用新型的特点、功效介绍如下:
[0069]
外部设备10的激光可于固定距离对于工件50进行定量加工,加工路径如图4所示,图4中数个粗黑点代表激光头对工件50加工的加工点51,操作者进行加工路径及加工速度规划后,输入激光加工间距(mm),运动控制单元30会自动计算出规划的加工速度的加速、减速变化等机台内部参数,使平台20的各轴每一移动固定长度(间距mm)会输出一个触发信号供给外部设备10进行固定距离加工,不会因为机台移动路径不同的速度变化(加减速),产生加工距离不一致,也就是加工路径转角时,移动速度虽会下降,但激光加工距离不会改变。
[0070]
本实用新型外部设备10除了可以是激光加工设备,也可替换为焊锡丝供给设备或定量出胶水设备,或者其他加工及材料供给设备,其工作原理相同,运动控制单元30会自动计算、规划加工速度的加速、减速变化等机台内部参数,使平台20各轴每一移动固定长度(间距mm)会输出一个触发信号,因此不会因为平台移动速度(加减速)变化,产生错误的焊锡丝量或胶水胶量。
[0071]
运动控制单元30可计算单一轴向移动速度及多个复合轴向移动速度的速度加减速变,使平台20上不论单轴向或复合轴向皆可于每一移动固定长度(间距mm)会输出一个触发信号。
[0072]
请参阅图5所示,本实用新型外部设备10可为ccd检测设备,其ccd 可于固定距离对于工件70进行定量检测,工件70放置方式如图5中的局部放大图所示,图中z字形箭头线代表检测路径,操作者进行检测路径及检测速度规划后,只需输入工件70摆放距离(间距mm),使平台20每一移动固定长度(间距mm)会输出一个触发信号,供给外部设备10进行固定距离工件检测。
[0073]
显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1