一种钣金件加工用防变形冲压装置的制作方法
[0001]
本实用新型属于冲压装置技术领域,具体涉及一种钣金件加工用防变形冲压装置。
背景技术:
[0002]
钣金,一种加工工艺,钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义,可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如汽车车身)等,其显著的特征就是同一零件厚度一致,钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、mp3中,钣金是必不可少的组成部分,随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
[0003]
以往钣金冲压的方式逐渐被淘汰,由于其危险性和生产效率低被自动化设备逐渐取代,随着自动化设备的逐渐发展,现有技术中多是靠机械手夹持上下料,但是这样的上下料方式只适用于厚度和强度足够的钣金件,当来料薄时就容易变形,为了保障生产效率和放置钣金加工变形,为此我们提供了一种钣金件加工用防变形冲压装置。
技术实现要素:
[0004]
针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种钣金件加工用防变形冲压装置。
[0005]
为实现上述技术目的,本实用新型采用的技术方案如下:
[0006]
一种钣金件加工用防变形冲压装置,包括冲压主机和送料装置,所述冲压主机安装有冲压模具,所述冲压主机匹配安装有送料装置,所述送料装置包括三个支架,右侧所述支架安装有支撑座,所述支撑座安装有电机,所述电机连接有丝杆,中间所述支架安装有第一支撑座,所述第一支撑座安装有轴承安装座,所述轴承安装座安装有轴承,所述轴承和电机之间安装有丝杆,三个所述支架共同安装有送料轨道,所述送料轨道设有过孔,所述送料轨道安装有三个滚轮组,所述滚轮组安装有安装块,所述安装块安装有连接块,所述连接块包括固定座,所述固定座和连接块安装有锁紧螺母,所述固定座设有螺纹孔,所述螺纹孔与丝杆匹配安装,所述连接块安装有吸盘组件,所述吸盘组件包括吸盘安装块,所述吸盘安装块设有若干固定孔,部分所述固定孔安装有锁紧螺丝,所述锁紧螺丝连接有吸盘支撑块,所述吸盘支撑块安装有吸盘,所述吸盘设有进气孔和出气孔。
[0007]
进一步限定,所述滚轮组有四个滚轮均匀分布组成,这样设计是为了保证安装块的稳定性能。
[0008]
进一步限定,三个所述支架均设有固定底座,这样的设计是避免送料装置移动,保证吸盘放置钣金的一致性。
[0009]
进一步限定,所述冲压主机为液压冲压机,液压冲压机动力强更稳定。
[0010]
进一步限定,所述吸盘为丁晴橡胶,丁晴橡胶经久耐用,寿命长。
[0011]
采用本实用新型技术方案,有以下有益效果:
[0012]
1、本实用新型中,在冲压主机上匹配安装有送料装置,通过送料装置上的吸盘组件吸住钣金,电机带动带动丝杆旋转,从而带动连接块左右移动进行钣金的上下料,这样的设计是为了减少人工,避免人工直接接触冲压主机造成意外伤害,同时保证生产效率。
[0013]
2、本实用新型中,通过在安装块上设置若干固定孔,为了使用不同的钣金型号,可以随时更换吸盘位置,并且通过吸盘我们可以避免夹持时对钣金造成变形。
附图说明
[0014]
本实用新型可以通过附图给出的非限定性实施例进一步说明;
[0015]
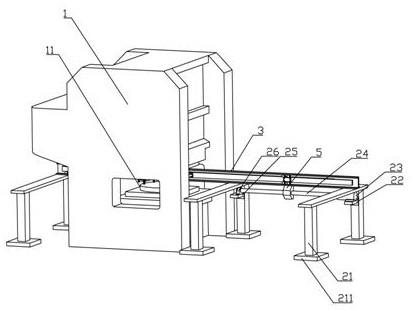
图1为本实用新型一种钣金件加工用防变形冲压装置实施例的结构示意图;
[0016]
图2为本实用新型一种钣金件加工用防变形冲压装置实施例中送料装置的结构示意图;
[0017]
图3为图2在a处的放大示意图;
[0018]
图4为本实用新型一种钣金件加工用防变形冲压装置实施例中送料轨道的结构示意图。
[0019]
主要元件符号说明如下:
[0020]
冲压主机1、冲压模具11、支架21、固定底座211、支撑座22、电机23、丝杆24、第一支撑座25、轴承安装座26、送料轨道3、过孔31、滚轮组32、安装块41、连接块5、固定座51、锁紧螺母52、螺纹孔53、吸盘组件6、吸盘安装块61、固定孔62、锁紧螺丝63、吸盘支撑块64、吸盘65、吸气孔651、呼气孔652。
具体实施方式
[0021]
为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
[0022]
如图1至图4所示,一种钣金件加工用防变形冲压装置,包括冲压主机1和送料装置,冲压主机1安装有冲压模具11,冲压主机1匹配安装有送料装置,送料装置包括三个支架21,右侧支架21安装有支撑座22,支撑座22安装有电机23,电机23连接有丝杆24,中间支架 21安装有第一支撑座25,第一支撑座25安装有轴承安装座26,轴承安装座26安装有轴承,轴承和电机23之间安装有丝杆27,三个支架21共同安装有送料轨道3,送料轨道3设有过孔31,送料轨道3安装有三个滚轮组32,滚轮组32安装有安装块41,安装块41安装有连接块5,连接块5包括固定座51,固定座51和连接块5安装有锁紧螺母52,固定座51设有螺纹孔53,螺纹孔53与丝杆24匹配安装,连接块5安装有吸盘组件6,吸盘组件6包括吸盘安装块61,吸盘安装块61设有若干固定孔62,部分固定孔62安装有锁紧螺丝63,锁紧螺丝63连接有吸盘支撑块64,吸盘支撑块64安装有吸盘65,吸盘65设有进气孔651和出气孔652。
[0023]
本实施例中,在使用一种钣金件加工用防变形冲压装置时,启动冲压装置,吸盘上设置的吸气孔651吸气吸住钣金,吸盘组件6安装安装块41上,电机23旋转带动丝杆27旋转,同时与丝杆27匹配的连接块5向冲压主机1方向移动,连接块5通过锁紧螺母52固定安装在
安装块41上,安装块41在送料轨道3同向运动,从而带动吸盘组件6运动将钣金放置至冲压模具11上方,呼气孔652呼气将钣金放置在冲压模具11中,开始冲压钣金。
[0024]
本实施例中,在使用一种钣金件加工用防变形冲压装置时,送料轨道2中安装有三组滚轮组32,安装块41在送料轨道3中左右移动时,可以保证安装块41的稳定和顺畅,同时安装块41安装有连接块5,连接块5在送料轨道3中设置的让孔31移动避免与送料轨道3产生干涉,为了适用不同型号的钣金可以取下锁紧螺丝63,将吸盘安装块61安装匹配的固定孔62中。
[0025]
优选滚轮组32有四个滚轮均匀分布组成,这样设计是为了保证安装块41的稳定性能,实际上也可以根据具体情况选择滚轮的数量。
[0026]
优选三个支架21均设有固定底座211,这样的设计是避免送料装置移动,保证吸盘放置钣金的一致性,实际上也可以根据具体情况选择支架21的固定方式。
[0027]
优选冲压主机1为液压冲压机,液压冲压机动力强更稳定,实际上也可以根据具体情况选择冲压主机1的规格型号。
[0028]
优选吸盘65为丁晴橡胶,丁晴橡胶经久耐用,寿命长,实际上也可以根据具体情况选择吸盘65的材质。
[0029]
上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1