一种焊接装置及机器人的制作方法
[0001]
本实用新型涉及焊接设备,尤其是指一种焊接装置及机器人。
背景技术:
[0002]
现有技术中线束焊接通常采用人工焊接或者平台式焊接。采用人工焊接需要耗费大量的人力资源,焊接效率不高,导致整个线束焊接的效率低。采用平台式焊接时焊接位置固定,只适合单类型的线束焊接,难以实现对线束焊接的不同焊接类型进行快速焊接,不能完成多种焊接类型。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是:提供一种焊接装置及机器人,旨在解决人工或者平台式进行焊接时的效率低、不能焊接多种品种的问题。
[0004]
为了解决上述技术问题,本实用新型采用的一个技术方案为:
[0005]
提供一种焊接装置,所述焊接装置包括焊笔、自动送丝组件、调节组件以及缓冲组件;所述焊笔及自动送丝组件分别安装于调节组件上,且自动送丝组件的送丝端靠近焊笔的焊接位置,以向焊笔提供焊丝;所述调节组件设置于缓冲组件上且调节组件可旋转设定角度地装配于缓冲组件上,以调节自动送丝组件位置及焊笔位置。
[0006]
进一步地,所述自动送丝组件包括储丝盒、送丝管及摆动气缸,所述储丝盒安装于缓冲组件上,所述摆动气缸活动安装于调节组件上,所述送丝管安装于摆动气缸上,以将储丝盒的焊丝导引至焊笔的焊接位置,在摆动气缸摆动时,所述摆动气缸带动送丝管相对调节组件旋转一定角度,以调节送丝管的位置。
[0007]
进一步地,所述自动送丝机构还包括:连接件,所述连接件一端与送丝管连接,所述连接件的另一端安装于摆动气缸上。
[0008]
进一步地,所述连接件一端包括松紧钮,所述连接件包括松紧钮及滑动螺丝,所述摆动气缸上设有滑动槽,所述连接件一端通过所述松紧钮固定所述送丝管,所述连接件的另一端通过所述滑动螺丝固定于所述滑动槽。
[0009]
进一步地,所述调节组件包括角度板、固定夹及连接调节件,所述连接调节件固定于缓冲组件上,所述角度板及固定夹均固定于连接调节件上,所述固定夹固定焊笔。
[0010]
进一步地,所述连接调节件包括第一连接段及第二连接段,所述第一连接段设有弧度的槽并固定于缓冲组件上,所述第二连接段上固定角度板及固定夹。
[0011]
进一步地,所述角度板包括第一段角度板及第二段角度板,所述第一段角度板位于固定夹上方,连接于所述第一段角度板的第二段角度板呈弧度弯折。
[0012]
进一步地,所述第二段角度板上设有槽,所述自动送丝组件包括摆动气缸,所述摆动气缸安装于槽。
[0013]
进一步地,所述缓冲组件包括连接固定件、盒及盖,所述盒嵌套于盖内,所述连接固定件于盖上且位于盒上方,所述调节组件固定于盒上,所述盖设有弹簧及销轴,所述弹簧
半套设销轴中。
[0014]
为了解决上述技术问题,本实用新型采用的另一个技术方案为:提供一种机器人,包括六轴机器臂及与六轴机器臂连接的焊接装置,所述焊接装置为上述的焊接装置。
[0015]
本实用新型的有益效果在于:通过调节组件分别调节自动送丝机组件的位置及焊笔的位置,快速简单的完成了焊接的目的,节省了人力资源,同时提高了焊接的效率,实现了对线束焊接的不同焊接类型进行快速焊接,而且对多品种焊接方面有优势。
附图说明
[0016]
下面结合附图详述本实用新型的具体结构图
[0017]
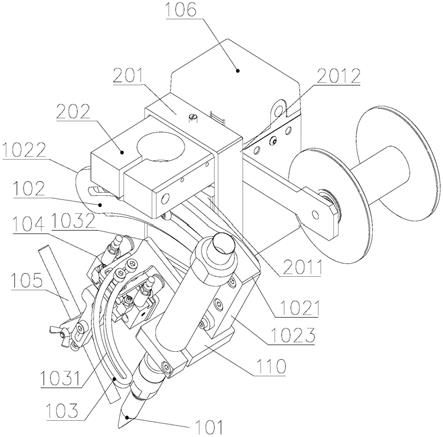
图1为本实用新型一种焊接装置的立体图;
[0018]
图2为本实用新型一种焊接装置的正视图;
[0019]
图3为本实用新型一种焊接装置的左视图;
[0020]
图4为本实用新型一种机器人的结构图。
具体实施方式
[0021]
为详细说明本实用新型的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
[0022]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
[0023]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0024]
如附图1到附图3所示,一种焊接装置,焊接装置包括焊笔101、自动送丝组件、调节组件102以及缓冲组件201;焊笔101及自动送丝组件分别安装于调节组件102上,且自动送丝组件的送丝端靠近焊笔101的焊接位置,以向焊笔101提供焊丝;调节组件102设置于缓冲组件201上且调节组件102可旋转设定角度地装配于缓冲组件201上,以调节自动送丝组件位置及焊笔101位置。
[0025]
实际工作过程中,面对不同焊接产品种类,通过调节组件102分别调节送丝组件的位置及焊笔101的位置,使调节送丝组件的位置接近焊笔101位置处,调节组件102在调节焊笔101的位置,从而达到最佳的焊接位置,而焊笔101的位置也可以随着不同的焊接角度改变而改变,从而快速更换调节送丝组件102及焊笔101的位置。
[0026]
从上述描述可知,本实用新型的有益效果在于:
[0027]
通过调节组件分别调节送丝组件的位置及焊笔的位置,使调节送丝组件的位置接近焊笔位置处,实现了对不同焊接产品种类,快速简单的完成了焊接的目的,用其装配的方式,保证其在安全性,易操作性,多功能,多品种方面有着优势。
[0028]
具体地,自动送丝组件包括储丝盒106、送丝管105及摆动气缸104,储丝盒106安装于缓冲组件201上,摆动气缸104活动安装于调节组件102上,送丝管105安装于摆动气缸104上,以将储丝盒106的焊丝导引至焊笔101的焊接位置,在摆动气缸104摆动时,摆动气缸104带动送丝管105相对调节组件102旋转一定角度,以调节送丝管105的位置。
[0029]
需要说明的是,通过摆动气缸104带动送丝管105运动从而可以根据不同种类的焊接,快速更换调节送丝管105的位置及焊笔101位置,节省了焊接的时间,提高了焊接的效率。
[0030]
具体地,连接件301,连接件301一端与送丝管105连接,连接件301的另一端安装于摆动气缸104上,其中,连接件301包括松紧钮3011及滑动螺丝3012,摆动气缸104上设有滑动槽,连接件301一端通过松紧钮3011固定送丝管105,连接件301的另一端通过滑动螺丝3012固定于滑动槽。
[0031]
实际上,通过调节松紧钮3011的松紧来调节送丝管105的长短位置,同时通过滑动螺丝3012在滑动槽内滑动调节,从而使送丝管105的位置发生变化,以达到焊接不同种类大小的种类,同时可以实现多角度焊接的目的。
[0032]
具体地,调节组件102包括角度板103、固定夹110及连接调节件1021,连接调节件1021固定于缓冲组件201上,角度板103及固定夹110均固定于连接调节件1021上,固定夹110固定焊笔101。
[0033]
需要了解的是,连接调节件1021包括第一连接段1022及第二连接段1023,第一连接段1022设有弧度的槽并通过相配合的螺钉固定于缓冲组件201上,连接于第一连接段1022的第二连接段1023上固定角度板103及固定夹110。通过第一连接段1022设有一定弧度的槽从而达到调节固定夹110上的焊笔101角度位置。
[0034]
具体地,角度板103包括第一段角度板1032及第二段角度板1031,第一段角度板1032位于固定夹110上,连接于第一段角度板1032的第二段角度板1031呈弧度弯折。第二段角度板1031上设有槽,摆动气缸104安装于槽。
[0035]
需要说明的是,通过第二段角度板1031上设有的槽调节摆动气缸104不同的角度位置使送丝管105位置发生变化,最终在焊接不同产品时,可随时调节不同位置。
[0036]
具体地,缓冲组件201包括连接固定件202、盒2011及盖2012,盒2011嵌套于盖2012内,连接固定件202固定于盖2012上且位于盒2011上方,调节组件102固定于盒2011上,盖2012设有弹簧及销轴,弹簧半套设销轴中通过缓冲组件201起到焊接时弹性焊接、不损伤工件的作用。此外,连接固定件202设有用于连接六轴机器臂的法兰。
[0037]
如附图4所示,提供一种机器人,包括六轴机器臂401及与六轴机器臂401连接的焊接装置。通过机器人控制焊接装置整个焊接的运动位置,使其焊接更加快捷,方便,提高焊接过程中的效率。通过调节组件分别调节送丝机组件的位置及焊笔的位置,快速简单的完成了焊接的目的,保证其焊接在安全性,易操作性,多功能,多品种焊接方面有优势。
[0038]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1