一种链条自动装配机的制作方法
[0001]
本实用新型涉及链条技术领域,尤其是涉及一种链条自动装配机。
背景技术:
[0002]
目前很多链条在实际成产过程中,其组装效率并不高且组装精度低,人工强度高,自动化程度低。中国专利公开号为cn106312509a的一种链条组装机构,包括机架、传送带、下部条形模座、中部固定模座以及上部压头,所述传送带置于机架上,所述下部条形模座置于传送带上其能在传送带的带动下自前往后传送,所述中部固定模座置于下部条形模座上部且与下部条形模座可拆卸连接叠合固定,所述上部压头置于传送带的中部位置且置于中部固定模座的正上方,所述下部条形模座上设有多个按间距设置且供带销轴的外链板放置的模槽,所述中部固定座上设有多个与模槽配合且供内链节放置的固定通孔,所述上部压头在固定通孔内自由上下压合。其组装两条长度由于自身模座尺寸而固定,不能灵活生产不同长度不同链节数的链条,同时生产过程需要拆模放料,效率低下。
技术实现要素:
[0003]
本实用新型解决同一生产线不能生产链节数不同的链条以及生产链条自动化程度低、效率低的问题,提出一种链条自动装配机,采用流水线生产的方式进行生产,可以生产出任意链节数的链条。
[0004]
为实现上述目的,本实用新型提供以下的技术方案:
[0005]
一种链条自动装配机,包括机架,所述机架设有进料机构、定压一体机构和移动定位机构;所述进料机构设有装配轨道和若干零件进料口,所述定压一体机构设有垂直布置在装配轨道上方的若干定位块和若干压紧块;所述移动定位机构设有若干定位抓手和夹紧片。
[0006]
用于装配链条的零件从进料机构的零件进料口进料到装配轨道上,移动定位机构一方面用于零件装配的定位,另一方面用于提供零件往前移动的动力,定压一体机构用于零件的定位和压紧,从而实现链条的装配,在进料过程中可控制进料零件数量,从而实现不同链节的链条装配。
[0007]
作为优选,所述定压一体机构还设有链销进料口,所述进料机构对应所述链销进料口设置有链销导向块。
[0008]
作为优选,所述若干定位块包括第二销套定位块、内上链片定位块和外上链片定位块,所述若干压紧块包括第一销套压紧块、内上链片压紧块和外上链片压紧块,所述第一销套压紧块、第二销套定位块、内上链片定位块、内上链片压紧块、链销进料口、外上链片定位块和外上链片压紧块按照装配顺序依次固定在定压一体机构上。
[0009]
作为优选,所述若干零件进料口包括内下链片进料口、第一销套进料口、第二销套进料口、内上链片进料口、外上链片进料口和外下链片进料口,所述内下链片进料口、第一销套进料口、第二销套进料口、内上链片进料口、链销导向块、外上链片进料口按照装配顺
序依次设置,所述外下链片进料口设置在外上链片进料口正下方。
[0010]
作为优选,夹紧片与内下链片进料口相对设置。
[0011]
作为优选,所述若干定位抓手包括第一销套定位抓手、3个前段第二销套定位抓手和4个后段第二销套定位抓手,所述第一销套定位抓手与第一销套进料口相对设置,3个前段第二销套定位抓手分别相对第二销套定位块、内上链片定位块、内上链片压紧块设置,所述4个后段第二销套定位抓手分别相对链销进料口、外上链片进料口、外上链片定位块和外上链片压紧块设置。
[0012]
本实用新型有以下有益效果:利用进料机构、定压一体机构和移动定位机构实现链条从上料到装配无人工干预,全程自动化,生产效率高;设置进料机构,通过进料机构零件数量控制,从而实现不同链节的链条装配。
附图说明
[0013]
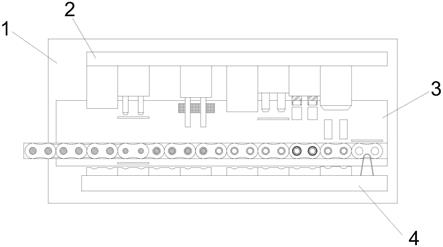
图1是本实施例整体结构图;
[0014]
图2是定压一体机构的示意图;
[0015]
图3是进料机构的示意图;
[0016]
图4是移动定位机构的示意图;
[0017]
图5是本实施例链条结构的示意图;
[0018]
其中: 1、机架
ꢀꢀ
2、定压一体机构
ꢀꢀ
3、进料机构
ꢀꢀ
4、移动定位机构
ꢀꢀ
5、内下链片进料口
ꢀꢀ
6、第一销套进料口
ꢀꢀ
7、第二销套进料口
ꢀꢀ
8、内上链片进料口
ꢀꢀ
9、链销导向块
ꢀꢀ
10、外上链片进料口
ꢀꢀ
11、装配轨道
ꢀꢀ
12、外下链片进料口
ꢀꢀ
13、第一销套压紧块
ꢀꢀ
14、第二销套定位块
ꢀꢀ
15、内上链片定位块
ꢀꢀ
16、内上链片压紧块
ꢀꢀ
17、链销进料口
ꢀꢀ
18、外上链片定位块
ꢀꢀ
19、外上链片压紧块
ꢀꢀ
20、夹紧片
ꢀꢀ
21、第一销套定位抓手
ꢀꢀ
22、前段第二销套定位抓手
ꢀꢀ
23、后段第二销套定位抓手
ꢀꢀ
24、内下链片
ꢀꢀ
25、第一销套
ꢀꢀ
26、第二销套
ꢀꢀ
27、内上链片
ꢀꢀ
28、链销
ꢀꢀ
29、外下链片
ꢀꢀ
30、外上链片。
具体实施方式
[0019]
实施例:
[0020]
本实施例提出一种链条自动装配机,如图1,包括机架1,机架1设有进料机构3、定压一体机构2和移动定位机构4;进料机构3设有装配轨道11和内下链片进料口5、第一销套进料口6、第二销套进料口7、内上链片进料口8、外上链片进料口10和外下链片进料口12,定压一体机构2设有垂直布置在装配轨道11上方的第二销套定位块14、内上链片定位块15和外上链片定位块18和第一销套压紧块13、内上链片压紧块16和外上链片压紧块19;移动定位机构4设有第一销套定位抓手21、3个前段第二销套定位抓手22和4个后段第二销套定位抓手23和夹紧片20。
[0021]
用于装配链条的零件从进料机构的零件进料口进料到装配轨道上,移动定位机构一方面用于零件装配的定位,另一方面用于提供零件往前移动的动力,定压一体机构用于零件的定位和压紧,从而实现链条的装配,在进料过程中可控制进料零件数量,从而实现不同链节的链条装配。
[0022]
参考图2,定压一体机构2还设有链销进料口17,进料机构3对应链销进料口17设置
有链销导向块9。第一销套压紧块13、第二销套定位块14、内上链片定位块15、内上链片压紧块16、链销进料口17、外上链片定位块18和外上链片压紧块19按照装配顺序依次固定在定压一体机构2上。
[0023]
参考图3,内下链片进料口5、第一销套进料口6、第二销套进料口7、内上链片进料口8、链销导向块9、外上链片进料口10按照装配顺序依次设置,外下链片进料口12设置在外上链片进料口10正下方。
[0024]
本实施例所装配的链条结构如图5,包括内下链片24、第一销套25、第二销套26、内上链片27、链销28、外下链片29和外上链片30。内下链片24从内下链片进料口5进料;第一销套25从第一销套进料口6进料;第二销套26从第二销套进料口7进料;内上链片27从内上链片进料口8进料;链销28从链销进料口17进料;外下链片29从外下链片进料口12进料;外上链片30从外上链片进料口10进料。
[0025]
夹紧片20与内下链片进料口5相对设置。
[0026]
参考图4,第一销套定位抓手21与第一销套进料口6相对设置,3个前段第二销套定位抓手22分别相对第二销套定位块14、内上链片定位块15、内上链片压紧块16设置,4个后段第二销套定位抓手23分别相对链销进料口17、外上链片进料口10、外上链片定位块18和外上链片压紧块19设置。
[0027]
本实用新型有以下优势:利用进料机构、定压一体机构和移动定位机构实现链条从上料到装配无人工干预,全程自动化,生产效率高;设置进料机构,通过进料机构零件数量控制,从而实现不同链节的链条装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1