一种钢桶焊缝定位装置的制作方法
[0001]
本实用新型属于工业钢桶生产的技术领域,涉及一种托桶机构,具体用于钢桶表面的焊缝定位。
背景技术:
[0002]
工业中,钢桶广泛应用于运输领域。在钢桶的生产工艺中,需要基于焊缝的位置进行丝网印刷、卷边上底、喷涂等一系列操作。该生产操作需要一种机构,实现将钢桶焊缝旋转至指定位置的效果,以便后续印刷的顺利进行。
技术实现要素:
[0003]
实用新型目的:本实用新型技术目的在于实现上述功能,制造一种钢桶焊缝定位装置,结合plc控制,该机构可实现钢桶旋转后能停留在正确位置,使后续加工过程中的图案能正确喷涂。
[0004]
技术方案:为解决上述技术问题,本实用新型公开了一种钢桶焊缝定位装置,包括pc图像处理模块,plc控制机构,图像采集单元,钢桶支撑平台以及动力装置,所述的动力装置包括机构底座、伺服电机、摩擦辊、轴承座、减速器、齿轮传动组以及部分连接部件;
[0005]
所述的轴承座通过螺栓固定在机构底座上,左轴承座的左方连接伺服电机,同轴度上该左轴承座的右方设置减速器,减速器与伺服电机相连进行减速,减速器由端盖紧固,减速器的正下方设置齿轮支座,齿轮支座的左方连接左轴承座,齿轮支座的右方连接齿轮连接挡块,齿轮支座与齿轮连接挡块之间有齿轮组提供传动;所述的齿轮组共计两对,一对齿轮组共三个齿轮,三个齿轮呈倒立的等腰三角形状放置,上方的两个齿轮右方设置摩擦辊,两组摩擦辊上方放置钢桶,两组摩擦辊通过齿轮组进行同向转动,以使钢桶能正常进行旋转运动。
[0006]
作为优化:所述的轴承座共四个,两两成一组左右对称放置,摩擦辊的数量与轴承座的数量一致,为四个,所述的摩擦辊分别与轴承座相连接,两组摩擦辊之间分别设置一传动长轴用于传动。
[0007]
作为优化:所述装置的摩擦辊中,除与减速器相连接的摩擦辊外,其余的三个摩擦辊与轴承座之间均设置联轴器。
[0008]
作为优化:两组摩擦辊通过齿轮组进行同向转动;伺服电机通过机构中的齿轮组对两组摩擦辊进行同时驱动,且由plc控制驱动。
[0009]
作为优化:齿轮组中上方两个齿轮固定于左方两个摩擦辊上,且尺寸完全相同。
[0010]
作为优化:齿轮支座位于左方两个轴承座之间,与齿轮组中的中间齿轮相连,其中该齿轮由齿轮连接挡块紧固,防止中间齿轮脱落。
[0011]
作为优化:图像采集单元与工业pc机相连,plc与pc和伺服电极连接,进行数据交流;plc控制动力系统使钢桶进行旋转运动。
[0012]
作为优化:钢桶传输至两组摩擦辊上方后,与工业pc机相连的图像采集单元开始
工作,同时plc控制伺服电机运动;经减速器减速后,伺服电机的动力传输至摩擦辊,最终使与摩擦辊相接的钢桶进行旋转运动。
[0013]
作为优化:图像采集单元不停对钢桶表面进行图像采集,并把采集到的图像信息发送给pc机;接收图像后,pc对图像进行处理;当检测到焊缝时,pc机向plc发送到位信号,接收信号后,plc控制电机停止运动;当钢桶停止转动时,焊缝运动至目标位置,即竖直向上。
[0014]
有益效果:与现有技术相比,本方案具有的优点是:本实用新型能够短时间内找到焊缝,并使焊缝停留在正确位置,易于后续喷涂等操作,节约时间,提高生产效率;结构紧凑,传动效率高,减少了传动间的动力损失;系统稳定程度高,对钢桶焊缝最终停止位置有更高精准度的控制;结合控制系统,满足了钢桶成产线中自动化的要求,减少了人工操作,节约了生产成本。
附图说明
[0015]
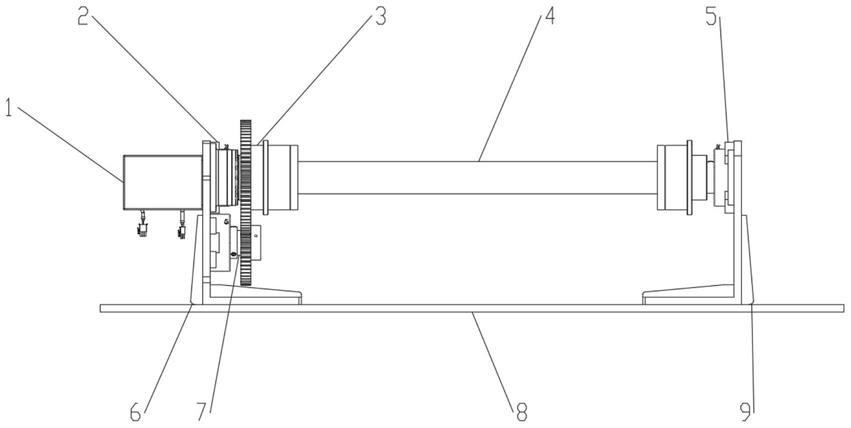
图1是本实用新型钢桶焊缝定位装置的结构主视图;
[0016]
图2是本实用新型钢桶焊缝定位装置的结构侧视图;
[0017]
图3是本实用新型钢桶焊缝定位装置的结构俯视图;
[0018]
其中,1伺服电机、2减速器、3摩擦辊、4传动长轴、5轴承座、6轴承架、7齿轮连接挡块、8机构底座、9轴承架、10传动齿轮、11惰轮、12齿轮支座。
具体实施方式
[0019]
下面将本实用新型将结合附图,对技术方案、实施结构和技术效果作进一步说明。
[0020]
如图1-3所示本实用新型的一种钢桶焊缝定位装置,一种钢桶焊缝定位装置,包括pc图像处理模块,plc控制机构,图像采集单元,钢桶支撑平台以及动力装置,所述的动力装置包括机构底座8、伺服电机1、减速器2、摩擦辊3、轴承座、齿轮传动组以及部分连接部件;
[0021]
所述的轴承座5通过螺栓固定在机构底座8上,轴承座5外设有轴承架6、9,左边的轴承座5的左方连接伺服电机1,同轴度上该轴承座5的右方设置减速器2,减速器2与伺服电机1相连进行减速,减速器2由端盖紧固,减速器2的正下方设置齿轮支座12,齿轮支座12的左方连接轴承座5,齿轮支座12的右方连接齿轮连接挡块7,齿轮支座12与齿轮连接挡块7之间有齿轮组提供传动;所述的齿轮组共计两对,一对齿轮组共三个齿轮,三个齿轮呈倒立的等腰三角形状放置,上方的两个传动齿轮10右方设置摩擦辊3,两组摩擦辊3上方放置钢桶,两组摩擦辊3通过齿轮组进行同向转动,以使钢桶能正常进行旋转运动。
[0022]
所述的轴承座5共四个,两两成一组左右对称放置,摩擦辊3的数量与轴承座5的数量一致,为四个,所述的摩擦辊3分别与轴承座5相连接,两组摩擦辊3之间分别设置一传动长轴4用于传动。
[0023]
所述装置的摩擦辊3中,除与减速器2相连接的摩擦辊3外,其余的三个摩擦辊3与轴承座5之间均设置联轴器。
[0024]
所述两组摩擦辊3通过齿轮组进行同向转动;伺服电机1通过机构中的齿轮组对两组摩擦辊3进行同时驱动,且由plc控制驱动。
[0025]
所述齿轮组中上方两个传动齿轮10固定于左方两个摩擦辊3上,且尺寸完全相同。
[0026]
所述齿轮支座12位于左方两个轴承座5之间,与齿轮组中的惰轮11相连,其中该惰轮11由齿轮连接挡块7紧固,防止中间齿轮脱落。
[0027]
所述图像采集单元与工业pc机相连,plc与pc和伺服电极1连接,进行数据交流;plc控制动力系统使钢桶进行旋转运动。
[0028]
所述钢桶传输至两组摩擦辊3上方后,与工业pc机相连的图像采集单元开始工作,同时plc控制伺服电机运动;经减速器2减速后,伺服电机1的动力传输至摩擦辊3,最终使与摩擦辊3相接的钢桶进行旋转运动。
[0029]
本实用新型中,工作原理如下:钢桶传输至两组摩擦辊上方后,与工业pc机相连的图像采集单元开始工作,同时plc控制伺服电机运动;经减速器减速后,伺服电机的动力传输至摩擦辊,最终使与摩擦辊相接的钢桶进行旋转运动;由于想啮合的齿轮组存在,两组摩擦辊呈同向转动;该过程中图像采集单元不停进行图像拍摄,并把采集到的图像信息发送给pc;接收图像后,pc对图像进行处理;当检测到焊缝时,pc向plc发送到位信号;接收信号后,plc控制电机停止运动;当钢桶停止转动时,焊缝运动至目标位置,即竖直向上。
[0030]
上述内容对本实用新型实施例中的技术方案进行清楚、完整地描述,以使本领域的技术人员能够更好的理解本实用新型的优点和特征,从而对本实用新型的保护范围做出更为清楚的界定。本实用新型所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1