多功能BGA芯片植珠植锡焊台的制作方法
多功能bga芯片植珠植锡焊台
技术领域
1.本实用新型涉及到家用电器和手机维修等行业的bga芯片的再次植珠植锡的工具,涉及到的维修领域广阔。
技术背景
2.目前市场上常见的一些bga芯片植珠植锡焊台过于简单、植珠植锡的成功率不高,也有一些高档的bga芯片返修台但是价格昂贵,而且有些bga芯片植珠植锡焊台要使用专用的植珠植锡钢网,有些钢网还不能直接加热,加热钢网就会豉翘起来,而造成植珠植锡的不全或者失败。还有老式的方法用镊子按压着植珠植锡刚网,这样会造成植珠植锡钢网滑动跑偏,造成植珠植锡不全或者失败给维修增加了难度和不便。
技术实现要素:
3.为了解决现有的bga芯片植珠植锡焊台存在的上述问题和产品与技术的缺少,本实用新型提供了一种多功能bga芯片植珠植锡焊台,包括长方形梯形台座21和长方形梯形台座下面另设置的长方形托盘22。
4.所述长方形梯形台座21座体开有长形滑槽跑道,在长形滑槽跑道的两边每边开21个对称的螺丝孔、每边从长形滑槽跑道下面倒螺安装4个螺丝,在长形滑槽跑道的右边开有两个圆孔用来安装螺杆安装座6。在长方形梯形台座21台面右边的两边开有两个圆孔用来穿插两个带帽螺杆13、还在长方形梯形台座21右边底部的右边开有两个螺丝孔用来安装长方形凹形定位座20。
5.所述长形滑槽跑道上面设置有夹bga芯片的固定夹齿3、移动夹齿4,和长形滑槽跑道的两边设置有两个固定l形压刀7、两个移动l形压刀8,两个长方形梯形刀柄9、两个锥形螺杆16、两个圆柱手柄b15。
6.所述长方形梯形台座21上面的两个固定l形压刀7和两个长方形梯形刀柄9的连接处设置有圆轴14,在圆轴14的两头设置有两个圆柱11,在两个圆柱11下面设置有两个弹簧a12,在用两个带帽螺杆13从长方形梯形台座21下面倒螺穿过台面右边两边的两个圆孔、两个弹簧a12再螺穿两个圆柱11再螺入到两个圆柱手柄a10。
7.在长方形梯形台座21右边的底部设置一个长方形凹形定位座20,在长方形凹形定位座20的底部左边一字形排列开有16个定位窝、在16个定位窝的右边开有两个圆孔,在长方形凹形定位座20两端的上面共设置有两个螺丝17、两个弹簧b18、两个固定臂19,每个固定臂19各开一个圆孔。
8.在长方形梯形台座21长形滑槽跑道下面设置有凸形夹齿移动座5、夹齿移动螺杆1、夹齿移动螺杆1的两头为t形形状,圆柱手柄c2、螺杆安装座6、和长方形梯形台座21为一体的夹齿移动螺杆1的螺杆安装挡板与整体站腿、在左边的螺杆安装挡板和右边整体站腿的中间各开一个圆孔。
9.所述长方形梯形台座21下面左边的两个站腿和一个螺杆安装挡板与右边的一个
整体站腿与所述长方形梯形台座21为整体、为垂直90度。
10.所述长方形梯形台座21上面设置有两个固定l形压刀7、两个移动l形压刀8、圆轴14,圆轴14用于安装两个f形压刀,圆轴14的两头设置两个圆柱11、两个弹簧a12、两个带帽螺杆13、两个圆柱手柄a10,两个带帽螺杆13起到两个f形压刀和长方形梯形台座21台面之间的距离调整与连接。
11.在两个固定l形压刀7的右边设置两个长方形梯形刀柄9、在两个长方形刀柄9的右边设置两个锥形螺杆 16和两个圆柱手柄b15。
12.所述长方形梯形台座21右边底部设置一个长方形凹形定位座20,在长方形凹形定位座20两端的上面共开两个螺丝孔、共设置两个螺丝17、两个弹簧b18、两个固定臂19,再将两个螺丝17穿过两个弹簧b18、每个固定臂19的圆孔来安装到长方形凹形定位座20两端的上面。
13.进一步的,所述长方形凹形定位座20底部左边一字型排列开有16个定位窝,起到两个f形压刀左右移动距离定位的作用。
14.进一步的,所述两个固定l形压刀7两端的下侧开有0.2mm厚的刀锋。两个移动l形压刀8一端的上下两侧开有0.2mm厚的刀锋,另一端开有长形滑槽跑道、在各用一个螺丝穿过这个长形滑槽跑道安装到两个固定l形压刀7的内侧、这个螺丝可以拧紧也可以保留一点的空间,在从两个固定l形压刀7的外侧各用一个螺丝螺入到这个长形滑槽跑道内,这样来组成两个大小可调的f形压刀、两个f形压刀再合并到一起组成一个大小可调的口字形压刀。
15.进一步的,所述把从两个固定l形压刀7外侧螺入到这个长形滑槽跑道内的各一个螺丝松开或者卸掉、两个移动l形压刀8内侧的各一个螺丝松开一点或者不动,这样就可以将两个移动l形压刀8在两个固定l 形压刀7的内侧来回的移动和380度的翻转方位,来组成两个大小可调的f形压刀。然后再将两个f形压刀合并到一起组成一个大小可调的口子形压刀。
16.进一步的,所述两个f形压刀一端的右边设置两个长方形梯形刀柄9,在各用两个螺丝分别与两个f形压刀安装到一起,并在每个长方形梯形刀柄9的两个螺丝之间各开一个圆孔,用来安装圆轴14,在圆轴14 的两头设置两个圆柱11,两个圆柱11的下面设置两个弹簧a12,两个圆柱11的上面设置两个f形压刀与长方形梯形台座21台面之间的两个距离调整带帽螺杆13、两个圆柱手柄a10。在再将两个带帽螺杆13从长方形梯形台座21下面倒螺穿过台面右边两边的两个圆孔、两个弹簧a12、在螺穿过两个圆柱11、在螺入到两个圆柱手柄a10连接到长方形梯形台座21的上面。长方形梯形台座21上面的5个圆柱手柄c2、a10、 b15开有锥销螺丝孔和螺杆安装孔。
17.进一步的,所述夹齿移动螺杆1左边螺穿过凸形夹齿移动座5横向的螺丝孔插到螺杆安装挡板中间的圆孔,右边穿过螺杆安装座6横向的圆孔和整体站腿中间的圆孔伸到长方形凹形定位座20中间上方位的置在安装圆柱手柄c2。长方形梯形台座21左边的两个站腿和一个螺杆安装挡板和右边的一个整体的站腿与长方形梯形台座21为整体为垂直90度。
18.本实用新型为小型机械型工具,能配合使用市场上大部分的植珠植锡钢网,能有效的提高锡浆植珠植锡和锡球植珠植锡的成功率,而且在长方形梯形台座21下面另设置一个随时可以分开的长方形托盘22,用来接在撒放锡球时多余逃跑的锡球,给家用电器和手
机等维修带来了放方便。
附图说明
19.图1是本多功能bga芯片植珠植锡焊台的配件夹齿移动螺杆的结构和尺寸示意图。
20.图2是本多功能bga芯片植珠植锡焊台的配件圆柱手柄c的结构和尺寸示意图。
21.图3是本多功能bga芯片植珠植锡焊台的配件固定夹齿的结构和尺寸示意图。
22.图4是本多功能bga芯片植珠植锡焊台的配件移动夹齿的结构和尺寸示意图和剖面图。
23.图5是本多功能bga芯片植珠植锡焊台的配件凸形夹齿移动座的结构和尺寸示意图和侧视图。
24.图6是本多功能bga芯片植珠植锡焊台的配件螺杆安装座的结构和尺寸示意图。
25.图7是本多功能bga芯片植珠植锡焊台的配件固定l形压刀的结构和尺寸示意图和剖面图。
26.图8是本多功能bga芯片植珠植锡焊台的配件移动l形压刀的结构和尺寸示意图和剖面图。
27.图9是本多功能bga芯片植珠植锡焊台的配件长方形梯形刀柄的结构和尺寸示意图。
28.图10是本多功能bga芯片植珠植锡焊台的配件圆柱手柄a的结构和尺寸示意图。
29.图11是本多功能bga芯片植珠植锡焊台的配件圆柱的结构和尺寸示意图。
30.图12是本多功能bga芯片植珠植锡焊台的配件弹簧a的结构和尺寸示意图。
31.图13是本多功能bga芯片植珠植锡焊台的配件带帽螺杆的结构和尺寸示意图。
32.图14是本多功能bga芯片植珠植锡焊台的配件圆轴的结构和尺寸示意图。
33.图15是本多功能bga芯片植珠植锡焊台的配件圆柱手柄b的结构和尺寸示意图。
34.图16是本多功能bga芯片植珠植锡焊台的配件锥形螺杆的结构和尺寸示意图。
35.图17是本多功能bga芯片植珠植锡焊台的配件螺丝的结构和尺寸示意图。
36.图18是本多功能bga芯片植珠植锡焊台的配件弹簧b的结构和尺寸示意图。
37.图19是本多功能bga芯片植珠植锡焊台的配件固定臂的结构和尺寸示意图。
38.图20是本多功能bga芯片植珠植锡焊台的配件长方形凹形定位座的结构和尺寸示意图剖面图和侧视图。
39.图21是本多功能bga芯片植珠植锡焊台的配件长方形梯形台座的结构和尺寸示意图和侧视图。
40.图22是本多功能bga芯片植珠植锡焊台的配件长方形托盘的结构和尺寸示意图和侧视图。
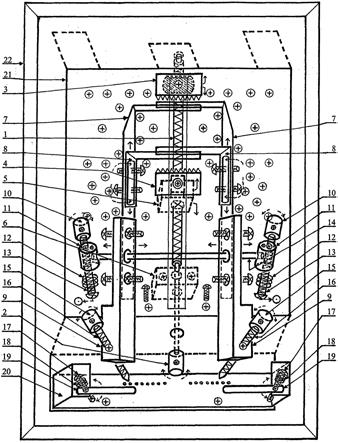
41.图23是本多功能bga芯片植珠植锡焊台的整体结构装配示意图。
42.其中图4、图7、图8展示有剖面图。图5、图22展示有侧视图。图20展示有剖面图和侧视图。
具体实施方式
43.下面结合附图对本实用新型作进一步的说明;
44.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图 14、图15、图16、图17、图18、图19、图20、图21、图22.和图23所示。
45.本实用新型多功能bga芯片植珠植锡焊台,包括长方形梯形台座21和长方形托盘22.
46.长方形梯形台座21包括夹齿移动螺杆1、夹齿移动螺杆1两头为t形形状,圆柱手柄c2、固定夹齿3、移动夹齿4、凸形夹齿移动座5、螺杆安装座6、两个固定l形压刀7、在两个固定l形压刀7两端的下侧开有0.2mm厚的刀锋,在两个固定l形压刀7的内侧设置有两个移动l形压刀8,在两个移动l形压刀8一端的上下两侧开有0.2mm厚的刀锋、另一端开有3*30mm的长形滑槽跑道、这个长形滑槽跑道主要用于调节两个f压刀大小的作用,再各用一个m3*5mm的螺丝穿过这个长形滑槽跑道安装到两个固定l形压刀7的内侧,在从两个固定l形压刀7的外侧各用一个m3*5mm的螺丝螺入到这个长形滑槽跑道内。当把从两个固定l形压刀7外侧螺入到这个长形滑槽跑道内的各一个螺丝松开或者卸掉的时候,两个移动l形压刀8内侧的各一个螺丝者松开一点或者不动,这样就可以将两个移动l形压刀8在两个固定 l形压刀7的内侧来回的移动和380度的翻转,来组成两个大小可调的f形压刀,两个f形压刀再合并到一起组成一个大小可调的口字形压刀。
47.在安装两个移动l形压刀8内侧的各一个螺丝的时候不要拧得太紧,保持能让两个移动l形压刀8在两个固定l形压刀7的内侧可以来回的移动和380度的翻转。
48.在两个固定l形压刀7一端的左边各开有3个m3的螺丝孔用来安装两个移动l形压刀8、还在同一端的右边各开有3个3mm的圆孔用来安装圆轴14和两个长方形梯形刀柄9,两个长方形梯形刀柄9的左边横向的各开有两个m3的螺丝孔,在这两个螺丝孔之间各开一个3mm的圆孔用来安装圆轴14。在各用两个m3*5mm的螺丝将两个长方形梯形刀柄9和两个固定l形压刀7安装到一起。
49.在两个长方形梯形刀柄9的右边各开一个垂直贯穿的m4螺丝孔,用来安装两个m4*35mm的锥形螺杆16,在两个锥形螺杆16上面设置两个10*12mm的圆柱手柄b15、两个圆柱手柄b15一端各开有一个m4的螺丝孔、还横向的各开一个m3的锥销螺丝孔,
50.圆轴14穿过两个固定l形压刀7和两个长方形梯形刀柄9连接处横向的圆孔,插到圆轴14两头设置的两个10*10mm的圆柱11横向的圆孔。两个圆柱11横向的各开一个3*5mm的圆孔用来安装圆轴14,两个圆柱11的顶部各开一个m3*5mm锥销螺丝孔、各用一个m3*3mm的锥销螺丝来固定圆轴14,两个圆柱 11的顶部在各开一个垂直贯穿的m4螺丝孔。在两个圆柱11的下面设置两个弹簧a12,在用两个m4*30mm 的带帽螺杆13从长方形梯形台座21下面倒螺穿过台面右边两边的两个圆孔和两个弹簧a12和两个圆柱 11、在螺入到两个10*10mm的圆柱手柄a10来安装到长方形梯形台座21上面。两个圆柱手柄a10一端各开一个m4的螺丝孔、还横向的各开一个锥销螺丝孔。两个带帽螺杆13也起到两个f形压刀与长方形梯形台座21台面之间的距离调整和连接的作用。
51.长方形梯形台座21座体开一个6*74mm的长形滑槽跑道用来安装固定夹齿3、移动夹齿4,凸形夹齿移动座5。固定夹齿3开有一个m4的螺丝孔、在用一个m4带平垫的螺丝从长形滑槽跑道的下面左边倒螺将固定夹齿3安装到长形滑槽跑道上面的左边。移动夹齿4开有一个3mm的沉头螺丝圆孔,凸形夹齿移动座5横向的开有一个贯穿的m4螺丝孔、上面凸形的顶部开一个m3的螺丝孔。长形滑槽跑道的两边每边开21个对称的m4螺丝孔,每边用4个m4*
10mm的螺丝从长方形梯形台座21下面倒螺穿过台面3mm 左右起到平衡与顶紧植珠植锡锡钢网的作用,还在长形滑槽跑道的右边开两个3mm的圆孔用来安装螺杆安装座6。在螺杆安装座6的上面开有两个m3的螺丝孔、还横向的开一个3mm的圆孔。在长方形梯形台座21台面右边的两边开两个4mm的圆孔用来安装两个带帽螺杆13。
52.夹齿移动螺杆1左边螺穿过凸形夹齿移动座5横向的m4螺丝孔插到长方形梯形台座21下面左边的螺杆安装挡板3mm的圆孔、右边穿过螺杆安装座6横向的3mm圆孔在穿过长方形梯形台座21右边整体站腿中间5mm的圆孔伸到长方形凹形定位座20中间上方的位置在安装10*10mm的圆柱手柄c2,然后再将凸形夹齿移动座5的凸形顶部放入长方形梯形台座21座体的长形滑槽跑道内、在用一个m3的沉头螺丝将移动夹齿4与凸形夹齿移动座5以上下夹装的方式安装到长形滑槽跑道的上下,在用两个m3的螺丝将螺杆安装座6安装到长形滑槽跑道右边的下面。
53.长方形梯形台座21左边的两个站腿与一个螺杆安装挡板和右边的一个整体的站腿都和长方形梯形台座21 为整体,为垂直90度,
54.长方形梯形台座21右边的底部设置一个长方形凹形定位座20,在长方形凹形定位坐20底部的左边一字形排列开有16个直径2*0.8mm的定位窝起到两个f形压刀左右移动距离定位的作用,在16个定位窝的右边开有两个3mm的圆孔、在长方形凹形定位座20两端的上面共开两个m3的螺丝孔、共设置两个螺丝 17、两个弹簧b18、两个固定臂19。再将两个螺丝17穿过两个弹簧b18、每个固定臂19的圆孔来安装到长方形凹形定位座20两端的上面。在用两个m3*3mm的螺丝来将长方形凹形定位座20安装到长方形梯形台座21右边的底部。
55.长方形凹形定位座20两端上面共设置两个f形压刀台起固定臂19,主要用于两个f形压刀左边的头部抬起25mm的时候将两个固定臂19的一端移动旋转压到两个长方形梯形刀柄9的右边边缘处,让两个f形压刀左边的头部抬起不放下,方便先平行的将bga芯片放到固定夹齿3和移动夹齿4之间的台面上、再将植珠植锡钢网平行的放到bga芯片的上面,在将bga芯片的引脚与植珠植锡钢网的孔位对准。在长方形梯形台座21下面另设置一个大于长方形梯形台座21的长方形托盘22,这个托盘可以随时与长方形梯形台座21分开的,用来接在撒放锡球时多余逃跑的锡球。
56.以上所述如;图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22.和图23所示。
57.本实用新型的工作过程;
58.逆时针旋转两个圆柱手柄b15使两个固定l形压刀7、和两个移动l形压刀8组成的两个f形压刀左边的头部抬起25mm左右,再移动旋转两个固定臂19、让两个固定臂19的一端压到两个长方形梯形刀柄9 的右边边缘处,让两个f形压刀左边的头部抬起不放下,再将两个移动l形压刀8长形滑槽跑道内侧的各一个螺丝松开一点或者不动,将从两个固定l形压刀7外侧螺入到长形滑槽跑道内的各一个螺丝松开或者卸掉,在将两个移动l形压刀8在两个固定l形压刀7的内侧左右移动、来调整到两个大小合适的f形压刀在拧紧这4个螺丝,然后在左右移动两个f形压刀,来组成一个大小合适的口子形压刀。
59.再顺时针或者逆时针旋转两个圆柱手柄a10来调整两个f形压刀与长方形梯形台座21台面之间的距离来配合不同厚度的bga芯片,再逆时针旋转夹齿移动螺杆1的圆柱手柄c2,再平行的将bga芯片放到固定夹齿3和移动夹齿4之间的台面上,要让bga芯片的平面与
固定夹齿3和移动夹齿4的平面一平或者要高出这两个夹齿的平面一点,如果不能达到这个要求,可以在bga芯片的背面与台面之间垫适当厚度的纸张来达到这个要求,纸张也能起到让bga芯片与长方形梯形台座21台面之间的隔热作用,使锡浆或者锡球融化的更快,然后再平行的将植珠植锡钢网放到bga芯片的上面,再移开两个固定臂19,再顺时针旋转两个圆柱手柄a10使两个f形压刀平衡的压到植珠植锡钢网的上面,再顺时针旋转两个圆柱手柄 b15来压紧植珠植锡钢网,再调整长方形梯形台座21长形滑槽跑道两边下面的8个螺丝让螺丝螺穿过台面,来顶到植珠植锡钢网的下面顶紧植珠植锡钢网、使植珠植锡钢网平衡不滑动。
60.这8个螺丝之间的距离是根据大小不同的bga芯片,可以随时调换不同位置的,然后再将整个焊台放到长方形托盘22里面,就可以上锡浆或者撒放锡球了,来实现整个过程的植珠植锡工作了。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1