工程模自动接料机的制作方法
[0001]
本实用新型涉及生产加工设备,具体涉及冲压模的下料设备。
背景技术:
[0002]
板材,经冲压后,其边缘下翻,形成所需要的零件。例如,方形板材,其四角已被裁切,放置在工程模(此处的工程模具体指冲压设备)的凸形下模上,板材的中部位于凸形下模上而板材的四边缘位于凸形下模的外围;工程模的上模下冲,与凸形下模合模,板材的四边缘向下翻折,形成所需的零件,例如,打印机的壳体;其中,所述上模设有能够与凸形下模配合的凹腔,由于板材被冲压后具有回复原状的趋势,因此,冲压成型后的零件一般留在上模的凹腔中,随上模上升;为了使零件与上模脱离,上模设有顶杆,在液压缸或气缸的驱动下,顶杆能够向下伸入凹腔中,将凹腔中的零件向下顶出凹腔,使零件与上模脱离并下落。
技术实现要素:
[0003]
本实用新型所解决的技术问题:承接经冲压后由上模下落的成型零件。
[0004]
为解决上述技术问题,本实用新型提供如下技术方案:工程模自动接料机,包括固定设置的机架、设置在机架上的驱动单元、与驱动单元连接的接料单元,在驱动单元的驱动下,接料单元的运行轨迹为倾斜的直线,且,接料单元的首端能够进入工程模的上模和下模之间的空间且向上接近工程模的上模,接料单元的首端也能够离开工程模的上模和下模之间的空间。
[0005]
在工程模对板材进行冲压时,接料单元离开工程模的上模和下模之间的空间。在工程模的上模上升复位后,在驱动单元的驱动下,接料单元的首端进入工程模的上模和下模之间的空间且向上接近上模,顶杆下行,将上模凹腔中的零件下顶,零件落在接料单元上。在接料单元倾斜下行离开上下模之间的空间后,操作者可以从接料单元上取走零件,或者,零件沿倾斜的接料单元下滑至接料单元尾端下方的接料容器中。
[0006]
本实用新型所述的接料机,具有如下技术效果:第一,接料单元能够斜向上位移,相比于现有技术中垂直向下位移再横向位移,本实用新型接料单元的位移距离较短,效率较高,所用驱动设备较少;第二,接料单元能够向上位移接近上模而承接下落的零件,能够减小零件与接料单元之间的落差,避免零件或接料单元受损;第三,接料单元能够斜下位移,方便操作取走零件,或者,接料单元倾斜设置而零件沿接料单元直接滑至接料容器中;第四,接料单元在工程模工作时远离工程模,在需要接料时,再进入工程模上下模之间,对工程模的工作无妨碍。
附图说明
[0007]
下面结合附图对本实用新型做进一步的说明:
[0008]
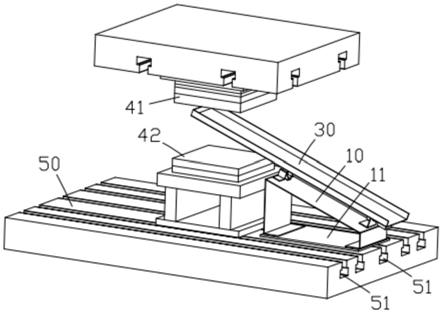
图1为工程模自动接料机的示意图;
[0009]
图2为图1的平面图。
[0010]
图中符号说明:
[0011]
10、机架;11、基板;
[0012]
20、驱动单元;
[0013]
30、接料单元;
[0014]
41、上模;42、下模;
[0015]
50、平台;51、条形槽。
具体实施方式
[0016]
结合图1、图2,工程模自动接料机,包括固定设置的机架10、设置在机架上的驱动单元20、与驱动单元连接的接料单元30,在驱动单元的驱动下,接料单元的运行轨迹为倾斜的直线,且,接料单元的首端能够进入工程模的上模41和下模42之间的空间且向上接近工程模的上模,接料单元的首端也能够离开工程模的上模和下模之间的空间。
[0017]
实际操作中,操作者将方形金属板材放置在凸形的下模42上,板材的四周边缘横向突出凸形的下模,凹形的上模41下冲,上下合模,板材的四周边缘向下翻折,之后,上模上行复位,由于板材具有弹性恢复原状的趋势,冲压成型后的零件的四周边缘抵压在凹形上模的内侧壁上,因此,零件留在凹形上模中。之后,在驱动单元20的驱动下,接料单元30倾斜向上位移,其首端进入工程模的上模和下模之间的空间且向上接近上模41,上模中的顶杆在液压缸的驱动下将上模中的零件下顶,零件落在接料单元30上。在驱动单元20的驱动下,接料单元30倾斜下行离开上下模之间的空间,接料单元接收到的零件沿倾斜的接料单元下滑至接料单元尾端下方的接料容器中。
[0018]
驱动单元20、所述液压缸均与控制器连接,控制器与第一感应器、第二感应器连接,第一感应器和第二感应器安装在接料单元30上,能够与第一感应器、第二感应器感应的感应件安装在机架10上。实际操作中,在工程模对板材完成冲压且上模41上行复位后,操作者按下按钮,驱动单元20动作,驱动接料单元30向斜上方位移,接料单元的首端接近上模41时,第一感应器与感应件因接近而感应,第一感应器向控制器发送信号,控制器向液压缸和驱动单元20发送控制信号,液压缸驱动顶杆将上模41中的零件下顶入接料单元30,接料单元反向位移,当第二感应器与感应件因接近而感应时,控制器向液压缸和驱动单元发送控制信号,液压缸驱动顶杆复位,驱动单元20停止动作,此时,接料单元复位。
[0019]
上述接料单元30倾斜设置,接料单元的首端为高端,接料单元的尾端为低端,接料单元的尾端位于接料容器的上方。在接料单元接收到零件后,零件即沿接料单元下滑,向接料容器方向滑动。在零件沿接料单元30下滑的过程中,接料单元向斜下方位移,与零件的位移方向相同,如此,零件进入接收容器的速度变快,时间变短,效率变高,而且,接料单元30的尾端更接近于接料容器,能够避免因接料单元尾端与接料容器的落差较大而损坏零件或接料容器。
[0020]
作为一种选择,所述接料单元30为条形的导料槽,导料槽的两侧设有翻边,翻边将零件限制在导料槽中,保证零件沿导料槽下滑。
[0021]
作为一种选择,所述驱动单元20为气缸,气缸倾斜设置在机架10上。
[0022]
工程模的下模42安装在平台50上,机架10的底部设有基板11,平台上设有条形槽51,条形槽的横截面呈凸形,所述基板通过螺栓和螺母安装在平台上,螺栓头位于条形槽
中,螺栓向上穿过基板,与螺母螺接;接料单元30的运行轨迹在平台上的正投影与条形槽的长度方向平行。操作者拧松螺母,螺栓头能够沿条形槽51滑动,机架10能够沿条形槽滑动,至合适位置后,操作者再拧紧螺母,螺栓头抵压在条形槽的内壁上,以固定机架在平台50上的位置。机架相对平台位置的调整,能够调整接料单元30与上模41、接料容器的相对位置,以保证零件从上模41落下时,能够落在接料单元30中,以及,使接料单元30适应高度不同的接料容器,即,使接料单元30的尾端位于高度不同的接料容器的上方。
[0023]
以上内容仅为本实用新型的较佳实施方式,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1