白车身总成侧围外板点定与后轮罩滚边集成式主拼装置的制作方法
[0001]
本实用新型涉及一种白车身总成侧围外板点定与后轮罩滚边集成式主拼装置,可广泛应用到白车身焊装线主拼工位中,尤其适用后轮罩滚边长度较长的中、大型车及对后轮罩滚边与白车身焊接相对尺寸关系要求严格的高品质车,对于试制车领域也有广泛应用前景。
背景技术:
[0002]
传统的白车身主拼焊接与后轮罩滚边是分工位进行的,后轮罩滚边在白车身主拼焊接之后,由于后轮罩滚边时白车身主拼焊接尺寸关系已经固定无法改变,因此进行后轮罩滚边时往往只能对滚边处前、后两端及下部车身进行定位夹紧,但对于后轮罩滚边长度较长的中、大型车而言白车身主拼工位的焊接无法保证后轮罩滚边前的产品重复精度因此会严重影响滚边质量,增大工人返修工作量及白车身废品率。
技术实现要素:
[0003]
本实用新型的目的是提供一种白车身总成侧围外板点定与后轮罩滚边集成式主拼装置,将车身下部定位夹具集成到主拼夹具精密定位系统中,保证侧围外板与白车身的相对尺寸关系,提高白车身总成焊接质量;通过后轮罩滚边胎膜集成到主拼夹具上保证后轮罩滚边与白车身总成焊接的相对尺寸关系,提高滚边质量,保证白车身总成品质。
[0004]
本实用新型的技术方案是这样的,结合附图:
[0005]
一种白车身总成侧围外板点定与后轮罩滚边集成式主拼装置,由主拼夹具、下部车身下部夹紧单元、主拼夹具精密定位系统组成,车身下部定位夹紧单元通过螺栓及定位销连接在主拼夹具精密定位系统上,主拼夹具两侧安装在主拼夹具精密定位系统上,主拼夹具底部安装至车身下部定位夹紧单元上。
[0006]
进一步地,所述主拼夹具由主拼夹具框架以及分别安装在主拼夹具框架上的侧围外板与侧围内板上边框搭接处定位夹紧单元、侧围外板与侧围内板下边框搭接处定位夹紧单元、车身a柱定位夹紧单元、车身b柱定位夹紧单元、车身c柱定位夹紧单元、车身三角窗处定位夹紧单元、车身流水槽处定位夹紧单元、车身后围定位夹紧单元、后轮罩滚边胎膜组成。
[0007]
进一步地,所述主拼夹具底部与主拼夹具精密定位系统之间设有x向导向机构及z向支撑轮,主拼夹具两侧壁与主拼夹具精密定位系统之间设有y向导向机构及cytec气缸驱动机构。
[0008]
进一步地,所述x向导向机构由安装在主拼夹具精密定位系统水平面上的x向导向轮及安装在主拼夹具底部的限位块组成。
[0009]
进一步地,所述y向导向机构由安装在主拼夹具精密定位系统竖直面上的精定位导向机构及安装在主拼夹具侧壁上的y向导向轮组成。
[0010]
进一步地,所述cytec气缸驱动机构由安装在主拼夹具精密定位系统中的cytec气
缸母端与安装在主拼夹具上的cytec气缸公端组成。
[0011]
本实用新型新型白车身总成侧围外板点定及后轮罩滚边集成式主拼夹具,可有效保证后轮罩滚边与白车身主拼焊接的相对尺寸关系,提高滚边质量,减少工人返修工作及降低废品率,且当多车型混流柔性生产时后轮罩胎膜集成到主拼夹具上,可随夹具切换较传统主拼夹具切换、胎膜切换而言会减少设备投入,节省项目成本,节约地面空间,多车型混流柔性高,提高线体开动率。
附图说明
[0012]
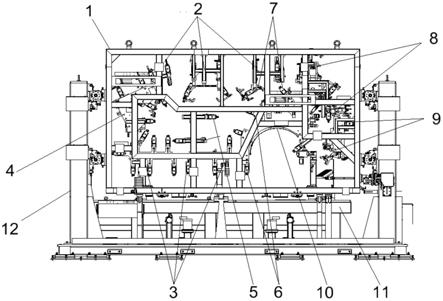
图1为本实用新型整体主视图;
[0013]
图2为本实用新型整体俯视图;
[0014]
图3为本实用新型车身下部定位夹紧单元集成到主拼夹具精密定位系统的详细视图;
[0015]
图4、5、6为主拼夹具精密定位系统详细视图;
[0016]
图7为后轮罩滚边胎膜通过三向调整机构集成到主拼夹具的详细视图;
[0017]
图8为主拼夹具框架主视图;
[0018]
图中:
[0019]
1、主拼夹具框架,2、侧围外板与侧围内板上边框搭接处定位夹紧单元,3、侧围外板与侧围内板下边框搭接处定位夹紧单元,4、车身a柱定位夹紧单元,5、车身b柱定位夹紧单元,6、车身c柱定位夹紧单元,7、车身三角窗处定位夹紧单元,8、车身流水槽处定位夹紧单元,9、车身后围定位夹紧单元,10、后轮罩滚边胎膜,11、车身下部定位夹紧单元,12、主拼夹具精密定位系统,10-1、xy向调整机构,10-2、z向调整机构,12-1、cytec气缸驱动机构,12-2、y向导向机构,12-3、x向导向机构,12-4、z向支撑轮,12-1-1、cytec气缸母端,12-1-2、cytec气缸公端,12-2-1、y向导向轮,12-2-2、精定位导向机构。
具体实施方式
[0020]
下面结合附图对本实用新型做进一步说明:
[0021]
如图1至图3所示,白车身总成侧围外板点定与后轮罩滚边集成式主拼装置,由主拼夹具、下部车身定位夹紧单元11、主拼夹具精密定位系统12组成,车身下部定位夹紧单元11通过螺栓及定位销连接在主拼夹具精密定位系统12上,主拼夹具两侧安装在主拼夹具精密定位系统12上,主拼夹具底部安装至车身下部定位夹紧单元11上;主拼夹具由主拼夹具框架1以及分别安装在主拼夹具框架1上的侧围外板与侧围内板上边框搭接处定位夹紧单元2、侧围外板与侧围内板下边框搭接处定位夹紧单元3、车身a柱定位夹紧单元4、车身b柱定位夹紧单元5、车身c柱定位夹紧单元6、车身三角窗处定位夹紧单元7、车身流水槽处定位夹紧单元8、车身后围定位夹紧单元9、后轮罩滚边胎膜10组成。
[0022]
侧围外板预先通过搭扣固定在白车身上实现粗定位,通过滚床移动至主拼工位并下落至下部车身定位夹具11上实现下部车身定位,然后白车身侧围外板点定与后轮罩滚边集成式主拼夹具通过x向、y向移动机构移动到工作位置,通过主拼夹具精密定位系统12保证主拼夹具处于理论工作位置,通过主拼夹具的定位夹紧单元2保证侧围外板相对于白车身的准确位置,保证白车身总成焊接质量及后轮罩滚边质量。
[0023]
如图4、5、6所示,主拼夹具底部与主拼夹具精密定位系统12之间设有x向导向机构12-3及z向支撑轮12-4,主拼夹具两侧壁与主拼夹具精密定位系统12之间设有y向导向机构12-2及cytec气缸驱动机构12-1。
[0024]
移动机构将主拼夹具传输至理论工作位置过程中由安装在主拼夹具精密定位系统12水平面上的x向导向轮对安装在主拼夹具框架1底部的限位块进行导向,保证主拼夹具在x向重复定位精度;由连接在主拼夹具精密定位系统12竖直面上的精定位导向机构12-2-2对安装在主拼夹具框架1侧壁上的y向导向轮12-2-1进行导向,弥补移动机构y向进给偏差,保证连接在主拼夹具精密定位系统12中的cytec气缸母端12-1-1与连接在主拼夹具框架1上的cytec气缸公端12-1-2在理论位置结合,实现主拼夹具框架1的y向重复定位精度;安装在精密定位系统中的z向支撑轮12-4对主拼夹具z向辅助支撑。精定位导向机构12-2-2由直线气缸、导轨滑块、限位块、检测开关等组成。
[0025]
如图7所示,所述的后轮罩滚边胎膜10两端分别设有通过xy向调整机构10-1,后轮罩滚边胎膜10中部设有z向调整机构10-2,后轮罩滚边胎膜10通过xy向调整机构10-1及z向调整机构10-2实现胎膜与白车身总成实际状态下的匹配,从而消除白车身总成前序的累计误差。待车身质量稳定后配做胎膜与主拼夹具连接销孔保证二者相对位置关系,考虑拆卸维修胎膜的便利性在胎膜上加工若干螺纹孔,拆卸时可将顶丝连接在螺纹孔中通过顶丝的进给动作实现胎膜与主拼夹具框架的脱离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1