一种缓冲折弯结构及焊带处理装置的制作方法
[0001]
本实用新型涉及焊带折弯技术领域,尤其涉及一种缓冲折弯结构及焊带处理装置。
背景技术:
[0002]
目前mbb串焊机助焊剂浸润方式均为浸泡式,浸泡式的最大缺点就是焊带表面携带的助焊剂量比较大,造成焊带运行轨迹上助焊剂结晶比较多,结晶产生多以后会造成焊带运行卡顿引起焊偏。为了保证设备的稳定运行,需要频繁的清理折弯。现有的折弯安装机构为螺丝紧固式,折弯板通过固定螺丝、定位销将折弯固定在折弯座上,在拆卸清理期间频繁拆卸,浪费时间以及安装后的位置需要调整。
[0003]
折弯用作为在电池片尾部形成高度差,避免在焊接过程中造成锡珠、电池片主栅线边缘薄弱等原因出现的隐裂;目前mbb串焊机焊带使用的为0.35mm圆形焊带,其弊端因为圆形的形态外观造成放置焊带是存在焊偏问题,设备机台在解决此问题时增加了二次、三次拉伸。二次、三次拉伸定义:在焊带折弯后,通过牵引夹爪后退速度、牵引夹爪不同位置产生拉料速度大于供料速度产生的拉力,将焊带进行拉直。焊带进行拉伸后有助于焊带焊偏问题,但是存在另一个问题,就是焊带在焊带整形机构处产生的折弯会被拉直,造成降低折弯弯曲度产生隐裂。
技术实现要素:
[0004]
鉴于上述的分析,本实用新型旨在提供一种缓冲折弯结构及焊带处理装置,用以解决现有折弯安装机构折弯处理后的焊带经二次和三次拉伸后折弯被拉直导致产生隐裂以及在清理折弯安装机构时,需要频繁拆卸折弯机构,浪费时间且安装后需要重新调整位置的技术问题。
[0005]
本实用新型的目的主要是通过以下技术方案实现的:
[0006]
本实用新型提供了一种缓冲折弯结构,包括上折弯板和下折弯板,上折弯板底部设有相邻接的第一凹槽和第一凸起,下折弯板顶部设有相邻接的第二凹槽和第二凸起,第一凹槽和第二凸起的形状相匹配,第一凸起和第二凹槽的形状相匹配。
[0007]
在一种可能的设计中,上折弯板和下折弯板均具有z字型折弯面,第一凹槽和第一凸起位于上折弯板的z字型折弯面的转折处,第二凹槽和第二凸起位于下折弯板的z字型折弯面的转折处。
[0008]
在一种可能的设计中,缓冲折弯结构还包括上折弯固定座和下折弯固定座,上折弯固定座底部与上折弯板可拆卸连接;下折弯固定座顶部与下折弯板可拆卸连接;
[0009]
上折弯固定座顶部与焊带处理装置可拆卸连接;下折弯固定座底部与焊带处理装置可拆卸连接。
[0010]
在一种可能的设计中,上折弯固定座底部设有上折弯板连接销,上折弯板顶部设有上折弯板连接销孔,上折弯固定座与上折弯板通过上折弯板连接销和上折弯连接孔可拆
卸连接;
[0011]
下折弯固定座顶部设有下折弯板连接销,下折弯板底部设有下折弯板连接销孔,下折弯固定座与下折弯板通过下折弯板连接销和下折弯连接孔可拆卸连接。
[0012]
在一种可能的设计中,上折弯固定座顶部设有第一连接孔,上折弯固定座通过第一连接孔可拆卸的连接至焊带处理装置;
[0013]
下折弯固定座底部设有第二连接孔,下折弯固定座通过第二连接孔可拆卸的连接至焊带处理装置。
[0014]
在一种可能的设计中,上折弯固定座顶部中间设有第一定位销孔,下折弯固定座底部中间设有第二定位销孔,第一定位销孔和第二定位销孔均用于将缓冲折弯结构连接至焊带处理装置时进行定位安装。
[0015]
在一种可能的设计中,上折弯板上设有第一磁石安装孔,第一磁石安装孔与上折弯板连接销相间排列;第一磁石安装孔内设有第一磁石,第一磁石用于加强上折弯板与上折弯固定座之间的紧固性;
[0016]
下折弯板山设有第二磁石安装孔,第二磁石安装孔与下折弯板连接销相间排列;第二磁石安装孔内设有第二磁石,第二磁石用于加强下折弯板与下折弯固定座之间的紧固性。
[0017]
在一种可能的设计中,上折弯板上设有上折弯位置调节孔,下折弯板上设有下折弯位置调节孔;
[0018]
上折弯板通过上折弯位置调节孔与焊带处理装置可拆卸连接;下折弯板通过下折弯位置调节孔与焊带处理装置可拆卸连接。
[0019]
在一种可能的设计中,下折弯固定座上设有调节位置螺丝孔,调节位置螺丝孔用于调节下折弯固定座连接至焊带处理装置时的连接位置。
[0020]
另一方面,本实用新型还提供了一种焊带处理装置,该焊带处理装置采用上述的缓冲折弯结构。
[0021]
与现有技术相比,本实用新型至少可实现如下有益效果之一:
[0022]
(1)本使用新型通过在上折弯板底部设有相连接的第一凹槽和第一凸起,第一凹槽和第一凸起使上折弯板底部形成波纹形状;在下折弯板顶部设有相连接的第二凹槽和第二凸起,第二凹槽和第二凸起使下折弯板顶部形成波纹形状;利用该缓冲折弯结构对焊带进行折弯,被折弯后在焊带整形区域内形态外观是既有凹槽又有凸起,凹槽和凸起的能够抵消二次拉伸和三次拉伸后将焊带拉直的问题,从而解决焊带弯曲度差的问题产生的隐裂。
[0023]
(2)现有的折弯安装机构为螺丝紧固式,折弯板通过固定螺丝、定位销将折弯固定在折弯座上,在拆卸清理期间频繁拆卸,浪费时间以及安装后的位置需要调整。本实用新型通过将上折弯板与上折弯固定座可拆卸连接以及将下折弯板与下折弯固定座可拆卸连接,有效解决了上述问题,本实用新型的上折弯板和下折弯板能够直接拆卸并进行清理,并且清理后可以直接将其安装到对应的折弯板固定座上,大大减少了清洗的繁琐程序,节省了时间。
[0024]
(3)本使用新型的上折弯固定座顶部中间设有第一定位销孔,下折弯固定座底部中间设有第二定位销孔,第一定位销孔和第二定位销孔均用于缓冲折弯结构连接至焊带处
理装置时可以直接安装,无需重新调整缓冲折弯板的位置。
[0025]
本实用新型中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过说明书实施例以及附图中所特别指出的内容中来实现和获得。
附图说明
[0026]
附图仅用于示出具体实施例的目的,而并不认为是对本实用新型的限制,在整个附图中,相同的参考符号表示相同的部件。
[0027]
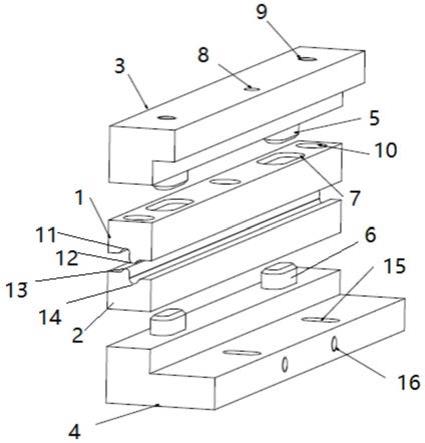
图1是本实用新型实施例1提供的可拆卸的缓冲折弯结构;
[0028]
图2是本实用新型实施例2提供的不可拆卸的缓冲折弯结构;
[0029]
图3为实施例2提供的上折弯板与下折弯板配合前示意图;
[0030]
图4是实施例2提供的上折弯板与下折弯板配合后示意图;
[0031]
图5是利用本实用新型提供的缓冲折弯结构折弯后经二次拉伸前和二次拉伸后对比示意图;
[0032]
图6是利用现有折弯机构折弯后经二次拉伸前和二次拉伸后对比示意图。
[0033]
附图标记:
[0034]
1-上折弯板;2-下折弯板;3-上折弯固定座;4-下折弯固定座;5-上折弯板连接销;6-下折弯板连接销;7-上折弯板连接销孔;8-第一定位销孔;9-第一连接孔;10-第一磁石安装孔;11-第一凹槽;12-第一凸起;13-第二凸起;14-第二凹槽;15-第二连接孔;16-调节位置螺丝孔;17-上折弯位置调节孔;18-下折弯位置调节孔。
具体实施方式
[0035]
下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本实用新型的一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
[0036]
实施例1
[0037]
本实施例提供了一种缓冲折弯结构,该折弯结构为可拆卸的折弯结构,包括上折弯板1和下折弯板2,上折弯板1具有z字型的下折弯面,下折弯板2具有z字型的下折弯面,上折弯板1底部设有相临接的第一凹槽11和第一凸起12,也就是说,z字型的上折弯面具有两个转折处,第一凹槽11位于第一转折处,第一凸起12位于第二转折处,第一凹槽11和第一凸起12相邻,形成波纹形状。下折弯板2顶部设有相临接的第二凹槽14和第二凸起13,也就是说,z字型的下折弯面具有两个转折处,第二凹槽14位于第一转折处,第二凸起13位于第二转折处,第二凹槽14和第二凸起13相邻,形成波纹形状。第一凹槽11和第二凸起13的形状相匹配,第一凸起12和第二凹槽14的形状相匹配;第一凹槽11、第一凸起12、第二凹槽14和第二凸起13均为长条状;缓冲折弯结构用于将焊带折弯成z字型。
[0038]
具体地,如图1和图5所示,本实用新型提供的缓冲折弯结构包括设于上方的上折弯板1和设于下方的下折弯板2,上折弯板1和下折弯板2相互配合使用;在上折弯板1底部设有相连接的第一凹槽11和第一凸起12,第一凹槽11和第一凸起12使上折弯板1底部形成波
纹形状;在下折弯板2顶部设有相连接的第二凹槽14和第二凸起13,第二凹槽14和第二凸起13使下折弯板2顶部形成波纹形状;第一凹槽11和第二凸起13的形状相匹配,第二凹槽14和第一凸起12的形状相匹配;第一凹槽11、第一凸起12、第二凹槽14和第二凸起13均为长条状,当利用该缓冲折弯结构对焊带进行折弯时,将焊带置于上折弯板1和下折弯板2之间并折弯,被折弯后在焊带整形区域内形态外观是既有凹槽又有凸起。
[0039]
本实用新型提供的缓冲折弯结构用于在电池片尾部形成高度差,从而避免在焊接过程中造成锡珠、电池片主栅线边缘薄弱等原因出现的隐裂。目前mbb串焊机焊带使用的为0.35mm圆形焊带,其弊端因为圆形的形态外观造成放置焊带是存在焊偏问题,设备机台在解决此问题时增加了二次拉伸和三次拉伸。需要说明的是,二次拉伸和三次拉伸是指在焊带折弯后,通过牵引夹爪后退速度、牵引夹爪不同位置产生拉料速度大于供料速度产生的拉力,将焊带进行拉直。焊带进行拉伸后有助于焊带焊偏问题,但是存在另一个问题,如图6所示,焊带在焊带整形机构处产生的折弯会被拉直,造成降低折弯弯曲度产生隐裂。
[0040]
本实用新型提供缓冲式折弯结构解决了上述二次拉伸和三次拉伸造成的折弯效果差问题,本使用新型通过在上折弯板1底部设有相连接的第一凹槽11和第一凸起12,第一凹槽11和第一凸起12使上折弯板1底部形成波纹形状;在下折弯板2顶部设有相连接的第二凹槽14和第二凸起13,第二凹槽14和第二凸起13使下折弯板2顶部形成波纹形状;利用该缓冲折弯结构对焊带进行折弯,被折弯后在焊带整形区域内形态外观是既有凹槽又有凸起,凹槽和凸起的能够抵消二次拉伸和三次拉伸后将焊带拉直的问题,从而解决焊带弯曲度差的问题产生的隐裂。
[0041]
为了解决现有折弯安装机构需要频繁拆卸进行清洗进而浪费时间的问题,本实用新型的缓冲折弯结构还包括上折弯固定座3和下折弯固定座4,上折弯固定座3底部与上折弯板1可拆卸连接;下折弯固定座4顶部与下折弯板2可拆卸连接;上折弯固定座3顶部与焊带处理装置可拆卸连接;下折弯固定座4底部与焊带处理装置可拆卸连接。
[0042]
目前mbb串焊机助焊剂浸润方式均为浸泡式,浸泡式的最大缺点就是焊带表面携带的助焊剂量比较大,造成焊带运行轨迹上助焊剂结晶比较多,结晶产生多以后会造成焊带运行卡顿引起焊偏。为了保证设备的稳定运行,需要频繁的清理折弯。目前折弯安装机构为螺丝紧固式,折弯板通过固定螺丝、定位销将折弯固定在折弯座上,在拆卸清理期间频繁拆卸,浪费时间以及安装后的位置需要调整。
[0043]
本实用新型通过将上折弯板1与上折弯固定座3可拆卸连接以及将下折弯板2与下折弯固定座4可拆卸连接,有效解决了上述问题,本实用新型的上折弯板1和下折弯板2能够直接拆卸并进行清理,并且清理后可以直接将其安装到对应的折弯板固定座上,大大减少了清洗的繁琐程序,节省了时间。
[0044]
为了便于上折弯板1和下折弯板2的拆卸清洗,即为了便于上折弯板1与上折弯固定座3之间以及下折弯板2与下折弯固定座4之间的拆卸与固定,本实用新型的上折弯固定座3底部设有上折弯板连接销5,上折弯板1顶部设有上折弯板连接销孔7,上折弯固定座3与上折弯板1通过上折弯板连接销5和上折弯连接孔可拆卸连接;下折弯固定座4顶部设有下折弯板连接销6,下折弯板2底部设有下折弯板连接销6孔,下折弯固定座4与下折弯板2通过下折弯板连接销6和下折弯连接孔可拆卸连接。当需要清洗上折弯板1和下折弯板2时,直接将上折弯板1从上折弯固定座3上拆卸下来和将下折弯板2从下折弯板2固定座上拆卸下来
清洗,清洗后可快速安装。
[0045]
为了将缓冲折弯结构可拆卸的连接至焊带处理装置上,本实用新型的上折弯固定座3顶部两端分别设有第一连接孔9,上折弯固定座3通过第一连接孔9可拆卸的连接至焊带处理装置上;下折弯固定座4底部两端设有第二连接孔15,下折弯固定座4通过第二连接孔15可拆卸的连接至焊带处理装置上。
[0046]
本实用新型通过第一连接孔9和第二连接孔15实现了将缓冲折弯结构以可拆卸的方式连接至焊带处理装置上,方便了缓冲折弯结构的拆卸和重新安装。
[0047]
为了避免缓冲折弯结构清洗后安装需要重新定位,本使用新型的上折弯固定座3顶部中间设有第一定位销孔8,下折弯固定座4底部中间设有第二定位销孔,第一定位销孔8和第二定位销孔均用于缓冲折弯结构连接至焊带处理装置时可以直接安装,无需重新调整缓冲折弯板的位置。
[0048]
为了进一步加强上折弯板1与上折弯固定座3的连接紧固性,本实用新型上折弯板1上设有第一磁石安装孔10,第一磁石安装孔10与上折弯板连接销5相间排列;第一磁石安装孔10内设有第一磁石,第一磁石用于加强上折弯板1与上折弯固定座3之间的紧固性。
[0049]
具体地,在上折弯板1上均匀设置三个第一磁石安装孔10,第一磁石安装孔10的形状为柱形,第一磁石安装孔10与上折弯板连接销孔7相间分布。
[0050]
同样地,为了进一步加强下折弯板2与下折弯固定座4的连接紧固性,本实用新型的下折弯板2上设有第二磁石安装孔,第二柱形磁石安装孔与下折弯板连接销6相间排列;第二磁石安装孔内设有第二磁石,第二磁石用于加强下折弯板2与下折弯固定座4之间的紧固性。
[0051]
具体地,在下折弯板2上均匀设置三个第二磁石安装孔,第二磁石安装孔的形状也为柱形,第二磁石安装孔与下折弯板连接销6孔相间分布。
[0052]
需要说明的是,本实用新型在下折弯固定座4上设有调节位置螺丝孔16,该调节位置螺丝孔16用于调节下折弯固定座4连接至焊带处理装置时的连接位置。
[0053]
具体地,当将下折弯板2连接至焊带处理装置上时,先将焊带处理装置上对应的螺栓拧入第二固定孔和调节位置螺丝孔16内,在固定孔内的螺栓没有拧紧的状态下调整调节位置螺丝孔16内的螺栓,待调节好调节位置螺丝孔16内的螺栓后,拧紧第二连接孔15内的螺栓,从而完成缓冲折弯结构在焊带处理装置上的位置调节。
[0054]
需要强调的是,本实施例提供的缓冲折弯结构均能够用于焊带处理装置,在缓冲折弯结构中,上折弯固定座3通过第一连接孔9可拆卸的连接至焊带处理装置上;下折弯固定座4底部两端设有第二连接孔15,下折弯固定座4通过第二连接孔15可拆卸的连接至焊带处理装置上。
[0055]
实施例2
[0056]
本实施例提供了一种缓冲折弯结构,如图2至5所示,包括上折弯板1和下折弯板2,上折弯板1底部设有相连接的第一凹槽11和第一凸起12,下折弯板2顶部设有相连接的第二凹槽14和第二凸起13,第一凹槽11和第二凸起13的形状相匹配,第一凸起12和第二凹槽14的形状相匹配;第一凹槽11、第一凸起12、第二凹槽14和第二凸起13均为长条状;缓冲折弯结构用于将焊带折弯成z字型。
[0057]
具体地,本实用新型提供的缓冲折弯结构包括设于上方的上折弯板1和设于下方
的下折弯板2,上折弯板1和下折弯板2相互配合使用;在上折弯板1底部设有相连接的第一凹槽11和第一凸起12,第一凹槽11和第一凸起12使上折弯板1底部形成波纹形状;在下折弯板2顶部设有相连接的第二凹槽14和第二凸起13,第二凹槽14和第二凸起13使下折弯板2顶部形成波纹形状;第一凹槽11和第二凸起13的形状相匹配,第二凹槽14和第一凸起12的形状相匹配;第一凹槽11、第一凸起12、第二凹槽14和第二凸起13均为长条状,当利用该缓冲折弯结构对焊带进行折弯时,将焊带置于上折弯板1和下折弯板2之间并折弯,被折弯后在焊带整形区域内形态外观是既有凹槽又有凸起。
[0058]
本实用新型提供的缓冲折弯结构用于在电池片尾部形成高度差,从而避免在焊接过程中造成锡珠、电池片主栅线边缘薄弱等原因出现的隐裂。目前mbb串焊机焊带使用的为0.35mm圆形焊带,其弊端因为圆形的形态外观造成放置焊带是存在焊偏问题,设备机台在解决此问题时增加了二次拉伸和三次拉伸。需要说明的是,二次拉伸和三次拉伸是指在焊带折弯后,通过牵引夹爪后退速度、牵引夹爪不同位置产生拉料速度大于供料速度产生的拉力,将焊带进行拉直。焊带进行拉伸后有助于焊带焊偏问题,但是存在另一个问题,就是焊带在焊带整形机构处产生的折弯会被拉直,造成降低折弯弯曲度产生隐裂。
[0059]
本实施例提供的缓冲折弯结构能够用于焊带处理装置中,为了调整该缓冲折弯结构在焊带处理装置上的安装位置,本实用新型的上折弯板1上设有上折弯位置调节孔17,上折弯位置调节孔17的数量为两个;下折弯板2上设有下折弯位置调节孔18,下折弯位置调节孔18的数量同样为两个;上折弯板1通过上折弯位置调节孔17与焊带处理装置可拆卸连接;下折弯板2通过下折弯位置调节孔18与焊带处理装置可拆卸连接。
[0060]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1