板材加工的楔形夹紧装置的制作方法
[0001]
本实用新型属于夹具领域,特别是涉及板材加工的楔形夹紧装置。
背景技术:
[0002]
在进行板材裁剪或者刨削加工过程中,需要对板材进行夹紧,就需要用到相应的夹紧工装,来实现板材的夹紧,现有的夹紧工具主要采用气缸或者油缸作为夹紧动力进而实现板材的夹紧,因此,就需要配备专用的气源或者液压动力源作为夹紧动力,对于施工现场或者厂房内不便于提供上述动力源的场合,其使用存在着不便,因此需要设计一种手动夹紧装置用于板材的夹紧。
技术实现要素:
[0003]
为解决以上技术问题,本实用新型提供板材加工的楔形夹紧装置,此夹紧装置能够用于板材的夹紧使用,其采用楔形夹紧工装,进而大大的提高了夹紧的可靠性,同时其操作便捷,使用方便。
[0004]
为了实现上述的技术特征,本实用新型的目的是这样实现的:板材加工的楔形夹紧装置,它包括底座,所述底座上固定安装有立板,所述立板上通过螺纹传动配合安装有传动螺杆,所述传动螺杆的端头与楔形块相连,所述楔形块的顶端采用楔形面,所述楔形面与压杆端头的滚轮相接触配合,所述压杆的中间部位通过压板销轴铰接在压板铰接座上,所述压杆的头部底端设置有压紧凸起。
[0005]
所述传动螺杆的尾部安装有套筒,所述套筒上贯穿安装有转动杆。
[0006]
所述底座上设置有对称布置的限位板,所述限位板与楔形块相配合,并对其进行限位。
[0007]
所述滚轮通过滚轮轴铰接在压杆末端的安装槽之间。
[0008]
所述底座上加工有底座通孔,所述底座通孔与地脚螺栓相配合,并对底座进行固定。
[0009]
本实用新型有如下有益效果:
[0010]
1、此夹紧装置能够用于板材的夹紧使用,其采用楔形夹紧工装,进而大大的提高了夹紧的可靠性,同时其操作便捷,使用方便。
[0011]
2、通过上述的转动杆能够驱动套筒,进而通过套筒驱动传动螺杆转动。
[0012]
3、通过上述的限位板保证楔形块沿着限位板滑动。
[0013]
4、通过上述的滚轮轴保证了滚轮能够正常的转动,进而保证了楔形块能够正常的滑动。
[0014]
5、通过上述的地脚螺栓能够对底板进行固定。
附图说明
[0015]
下面结合附图和实施例对本实用新型作进一步说明。
[0016]
图1为本实用新型第一视角三维图。
[0017]
图2为本实用新型第二视角三维图。
[0018]
图3为本实用新型第三视角三维图。
[0019]
图4为本实用新型主视图。
[0020]
图5为本实用新型图4中a-a视图。
[0021]
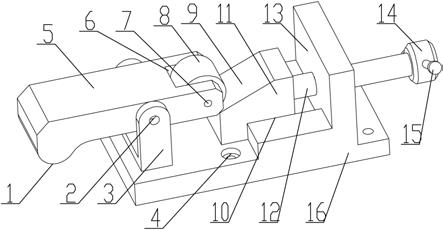
图中: 压紧凸起1、压板销轴2、压板铰接座3、底座通孔4、压杆5、安装槽6、滚轮轴7、滚轮8、楔形面9、限位板10、楔形块11、传动螺杆12、立板13、套筒14、转动杆15、底座16。
具体实施方式
[0022]
下面结合附图对本实用新型的实施方式做进一步的说明。
[0023]
参见图1-5,板材加工的楔形夹紧装置,它包括底座16,所述底座16上固定安装有立板13,所述立板13上通过螺纹传动配合安装有传动螺杆12,所述传动螺杆12的端头与楔形块11相连,所述楔形块11的顶端采用楔形面9,所述楔形面9与压杆5端头的滚轮8相接触配合,所述压杆5的中间部位通过压板销轴2铰接在压板铰接座3上,所述压杆5的头部底端设置有压紧凸起1。此夹紧装置能够用于板材的夹紧使用,其采用楔形夹紧工装,进而大大的提高了夹紧的可靠性,同时其操作便捷,使用方便。在使用过程中,通过手动的转动传动螺杆12,通过传动螺杆12驱动楔形块11,通过楔形块11驱动滚轮8,进而通过滚轮8驱动压杆5绕着压板销轴2转动,进而通过压杆5的压紧凸起1与板材相接触,最终实现板材压紧。上述结构的夹紧装置其使用方便,采用机械动力作为动力源,无需采用气源或者液压源,进而提高了其使用的灵和性。
[0024]
进一步的,所述传动螺杆12的尾部安装有套筒14,所述套筒14上贯穿安装有转动杆15。通过上述的转动杆15能够驱动套筒14,进而通过套筒14驱动传动螺杆12转动。
[0025]
进一步的,所述底座16上设置有对称布置的限位板10,所述限位板10与楔形块11相配合,并对其进行限位。通过上述的限位板10保证楔形块11沿着限位板10滑动。
[0026]
进一步的,所述滚轮8通过滚轮轴7铰接在压杆5末端的安装槽6之间。通过上述的滚轮轴7保证了滚轮8能够正常的转动,进而保证了楔形块11能够正常的滑动。
[0027]
进一步的,所述底座16上加工有底座通孔4,所述底座通孔4与地脚螺栓相配合,并对底座16进行固定。通过上述的地脚螺栓能够对底板16进行固定。
[0028]
本实用新型的使用过程如下:
[0029]
首先,通过地脚螺栓,将整个装置固定在底座上,然后,将板材设置在压杆5的压紧凸起1正下方,并使其与板材相接触,再手动的转动传动螺杆12,通过传动螺杆12驱动楔形块11,通过楔形块11驱动滚轮8,进而通过滚轮8驱动压杆5绕着压板销轴2转动,进而通过压杆5的压紧凸起1与板材相接触,最终实现板材压紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1