一种机柜立柱焊接用的校正设备的制作方法
[0001]
本实用新型涉及电器柜的焊接加工技术领域,尤其涉及一种机柜立柱焊接用的校正设备。
背景技术:
[0002]
现在大多数机柜是由12根立柱拼接而成,为保证产品质量,每次拼焊时都会去测量每一个面的对角线,保证机柜不会倾斜,如果用工装,机柜种类及尺寸由繁多,需要工装数量也多。
[0003]
机柜焊接后由于加工方式或材质原因,部分立柱会有轻微的弧度,装上门后,缝隙会造成机柜不合格,同时有弧度也会造成外形尺寸不合格。一般焊接后需要人工校正,人工校正没有设备,无法精确控制行程或力度,费事费力,影响生产效率。
技术实现要素:
[0004]
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种机柜立柱焊接用的校正设备。
[0005]
为了实现上述目的,本实用新型采用了如下技术方案:
[0006]
一种机柜立柱焊接用的校正设备,包括定位桁架,定位桁架是由8根第一扁形滑杆和4根水平滑柱组成的长方体状桁架结构,每根第一扁形滑杆的截面均为长方形,且第一扁形滑杆相对的两个较宽杆壁开设有直滑槽孔a,每根水平滑柱的截面为正方形,且水平滑柱的四个柱壁均开设有直滑槽孔b,四个直滑槽孔b构成一个截面为“十”字形的且四面开放的十字槽,每根水平滑柱端面的中心分别设有一个方形螺柱,任一方形螺柱依次连接在两根第一扁形滑杆的直滑槽孔a内,方形螺柱外壁为光滑表面,方形螺柱远离水平滑柱的一端面设有螺孔;
[0007]
位于定位桁架同一端面位置的四个第一扁形滑杆和四个方形螺柱构成了一个活动四边形桁架结构,其中四个方形螺柱为活动四边形桁架结构的四个顶点,四个第一扁形滑杆为活动四边形桁架结构的四条边,方形螺柱的端面通过螺纹套接有六角法兰螺栓,方形螺柱与两根第一扁形滑杆通过六角法兰螺栓紧固在一起,且方形螺柱的端面与最外侧第一扁形滑杆的杆壁表面相齐平;
[0008]
四个水平滑柱的十字槽内穿接有第二扁形滑杆和第三扁形滑杆,每根第二扁形滑杆或第三扁形滑杆的截面均为长方形且开设有直滑槽孔c,任一的直滑槽孔c内穿接有两个t形定位块,t形定位块由凸形条以及垂直连接在凸形条中心位置的中间条组成,中间条的内部设有贯穿的螺孔,中间条远离凸形条的一端也套接有一个六角法兰螺栓,凸形条的截面为“凸”字形,十字槽的槽口位置设有与凸形条滑动接触的档条,凸形条的两端面分别与水平滑柱的两个柱壁表面相齐平;
[0009]
一个水平的第二扁形滑杆和两个竖直的第二扁形滑杆构成了底边开口的类门型框,每个第二扁形滑杆的中部位置还设有校正滑块,校正滑块具体是截面为内深“凹”字形
12份硫化剂、5-6份炭黑粉末、1-2份熔融助剂、1-2份硫化促进剂、1-2份抗氧化剂,各组分经过超细粉碎机粉碎为150-200目的混合粉末,本实用新型特制的厚绑带具有一定厚度,随着第二卷线轮上的厚绑带缠绕圈数增加或减少,各伸缩杆伸出长度发生改变,再配合伸缩杆自身的长度微调,从而快速将定位桁架或机柜的立柱均支撑起来,本实用新型的内支撑机构作为一种灵活的安装辅助件和内支撑结构,其使用便利,大大提高机柜立柱拼接及焊接组装的精确性,避免受外力而导致的立柱弯曲变形等意外。
[0021]
优选地,伸缩杆具体为电动推杆,且伸缩杆中可伸缩的部分也设有刻度,以备随时测试三个伸缩杆的相对伸长度,在机柜焊接之前伸缩杆起支撑作用,无需其他固定措施。
[0022]
与现有技术相比,本实用新型的有益效果是:
[0023]
1.本实用新型通过设置滑动连接的第一扁形滑杆、水平滑柱灵活可调整的、长方体形的定位桁架,用来确定机柜立柱的宽度和深度;通过t形定位块来架设第三扁形滑杆,构成类四边形框,用来确定机柜立柱的高度;通过第二扁形滑杆构成类门型框,并辅以校正滑块、校正螺栓及滚轴来抵住机柜立柱,用于微调整立柱的垂直度,避免立柱受外力变形而弯曲的意外;
[0024]
2.现有机构立柱在人工焊接时需要不停地测量每个面的对角线尺寸,本实用新型可以省去校正时间,可适应各种尺寸的机柜,代替各种焊接工装;所有滑动的形状都为方形,保证在调整尺寸时角度接近90
°
,方便快速的校正;每个立柱上都有标尺,快速调节外形尺寸,不用再用尺子测量尺寸;焊接后可以把工装抬起、吊起或下方放抬起设备,此设备起来后把产品拿走。
[0025]
3.本实用新型通过设置独特的内支撑机构,用于解放人手,开动两个同时控制的电机开关,即可将三个方向的水平滑柱、第一扁形滑杆、第二扁形滑杆、第三扁形滑杆或者立柱迅速支撑起来,大大节约调节校正时间,提高安装的准确性;在实际使用过程中,即使预焊接头及其他工装设备碰撞到立柱,由于支撑较稳,立柱基本不会变形。
附图说明
[0026]
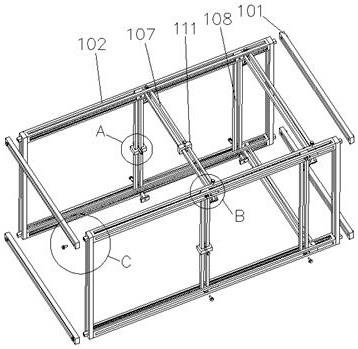
图1为本实用新型中定位桁架的结构示意图;
[0027]
图2为本实用新型中定位桁架的结构示意图的局部放大图a;
[0028]
图3为本实用新型中定位桁架的结构示意图的局部放大图b;
[0029]
图4为本实用新型中定位桁架的结构示意图的局部放大图c;
[0030]
图5为本实用新型中内支撑机构的内部结构示意图;
[0031]
图6为本实用新型中内支撑机构的外观图;
[0032]
图7为本实用新型中内支撑机构的厚绑带与伸缩杆的连接示意图;
[0033]
图8为本实用新型在立柱焊接时的安装支撑结构图;
[0034]
图中:定位桁架1、第一扁形滑杆101、水平滑柱102、直滑槽孔a103、直滑槽孔b104、方形螺柱105、六角法兰螺栓106、第二扁形滑杆107、第三扁形滑杆108、直滑槽孔c109、t形定位块110、校正滑块111、校正螺栓112、滚轴113、刻度114、内支撑机构2、上筒体201、下筒体202、支撑脚203、第一轴204、第一卷线轮205、厚绑带206、第二卷线轮207、第二轴208、伸缩杆209、弧形片210、圆柱块211、第一电机212、第二电机213、立柱3。
具体实施方式
[0035]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0036]
参照图1-4,一种机柜立柱焊接用的校正设备,包括定位桁架1,定位桁架1是由8根第一扁形滑杆101和4根水平滑柱102组成的长方体状桁架结构,每根第一扁形滑杆101的截面均为长方形,且第一扁形滑杆101相对的两个较宽杆壁开设有直滑槽孔a103,每根水平滑柱102的截面为正方形,且水平滑柱102的四个柱壁均开设有直滑槽孔b104,四个直滑槽孔b104构成一个截面为“十”字形的且四面开放的十字槽,每根水平滑柱102 端面的中心分别设有一个方形螺柱105,任一方形螺柱105依次连接在两根第一扁形滑杆101的直滑槽孔a103内,方形螺柱105外壁为光滑表面,方形螺柱105远离水平滑柱102的一端面设有螺孔;位于定位桁架1同一端面位置的四个第一扁形滑杆101和四个方形螺柱105构成了一个活动四边形桁架结构,其中四个方形螺柱105为活动四边形桁架结构的四个顶点,四个第一扁形滑杆101为活动四边形桁架结构的四条边,方形螺柱105的端面通过螺纹套接有六角法兰螺栓106,方形螺柱105与两根第一扁形滑杆101通过六角法兰螺栓106紧固在一起,且方形螺柱105的端面与最外侧第一扁形滑杆101的杆壁表面相齐平;四个水平滑柱102的十字槽内穿接有第二扁形滑杆107和第三扁形滑杆108,每根第二扁形滑杆107或第三扁形滑杆108的截面均为长方形且开设有直滑槽孔c109,任一的直滑槽孔c109内穿接有两个t形定位块110,t形定位块110由凸形条以及垂直连接在凸形条中心位置的中间条组成,中间条的内部设有贯穿的螺孔,中间条远离凸形条的一端也套接有一个六角法兰螺栓106,凸形条的截面为“凸”字形,十字槽的槽口位置设有与凸形条滑动接触的档条,凸形条的两端面分别与水平滑柱102的两个柱壁表面相齐平;一个水平的第二扁形滑杆107和两个竖直的第二扁形滑杆107构成了底边开口的类门型框,每个第二扁形滑杆107的中部位置还设有校正滑块111,校正滑块111具体是截面为内深“凹”字形的开放式框结构,校正滑块111滑动套接在第二扁形滑杆107外,且校正滑块111的缺口处内侧面与第二扁形滑杆107的直滑槽孔c109内侧壁相齐平,校正滑块111的中心位置设有校正螺栓112,校正螺栓112位于校正滑块111的中间对称轴位置,校正螺栓112一端设有螺帽,且螺帽位于类门型框外,校正螺栓112另一端固接有滚轴113,且校正螺栓112依次穿过第二扁形滑杆107的直滑槽孔c109、校正滑块111的缺口处,滚轴113的外径大于校正滑块111缺口处的内径,滚轴113的轴线方向与校正螺栓112的轴线方向位于同一直线;两个水平的第三扁形滑杆108和两个竖直的第三扁形滑杆108构成了类四边形框,类四边形框与类门型框、4根水平滑柱102以及一端的4根第一扁形滑杆101构成工作框架,机柜从工作框架的底面下方进入并罩设在工作框架内部。
[0037]
参照图3,t形定位块110的凸形条的长度与第二扁形滑杆107或第三扁形滑杆108的宽度相等,t形定位块110的中间条与直滑槽孔c109的接触面涂抹有润滑油,使类四边形框与类门型框在滑移时基本不影响与第二扁形滑杆107或第三扁形滑杆108贴合的立柱3,从而避免机柜安装时的意外损伤。
[0038]
参照图3,第一扁形滑杆101、水平滑柱102、第二扁形滑杆107和第三扁形滑杆108的表面均设有刻度114,其最小单位为毫米,用于测试立柱3的高度、宽度及深度,提高准确性。
[0039]
参照图2,滚轴113远离校正螺栓112方向的端面衬有防滑硅胶层,校正螺栓112在顶住立柱3防止其变弯,而防滑硅胶层避免在校正立柱3时造成意外划痕。
[0040]
参照图5-7,定位桁架1还设有相配套的内支撑机构2,内支撑机构2包括上筒体201和下筒体202,上筒体201和下筒体202为部分相交的两个圆筒体,下筒体202的底部设有四个支撑脚203,下筒体202的圆心位置架设有第一轴204,下筒体202的两端面设有与第一轴204相配合的轴承孔,第一轴204位于下筒体202内部的部分通过平键固定套接有第一卷线轮205,第一卷线轮205缠绕有厚绑带206,厚绑带206的一端固接在第一卷线轮205的外弧面,厚绑带206的另一端固接有第二卷线轮207,第二卷线轮207的中心通过平键固定套接有第二轴208,第二轴208穿接在上筒体201端面圆心位置的轴承孔内,位于第一卷线轮205上的厚绑带206与第二卷线轮207上的厚绑带206绕线方向相反;上筒体201的筒壁为双层夹壁结构,上筒体201的筒壁设有三组伸缩杆209,三组伸缩杆209包括两组水平设置和一组竖直设置的伸缩杆209,上筒体201的筒壁设有与伸缩杆209滑动配合的滑套,伸缩杆209伸入上筒体201内的一端固接有弧形片210,弧形片210与第二卷线轮207厚绑带206相接触的弧面为光滑面,伸缩杆209伸出上筒体201外的一端固接有圆柱块211,圆柱块211远离伸缩杆209方向的端面衬有橡胶防滑层;第一轴204的一端连接有第一电机212,第一电机212通过支撑架固接在下筒体202的外壁表面,第二轴208连接有第二电机213,第二电机213通过支撑架固接在上筒体201的外壁表面,第一电机212与第二电机213为同步电机,即转速转向均相同。
[0041]
实际生产过程中,厚绑带206具体由以下方法制成:
[0042]
1)将0.15mm直径的钢丝绳、玻璃纤维、芳纶纤维、尼龙纤维按照1:1-1.2:2-2.5:2-3的重量比混编而成厚度为3-5mm、宽度为10-50mm的纤维带;
[0043]
2)将纤维带浸渍在液体橡胶中,50-55℃下浸渍3-5分钟,液体橡胶具体是聚合度为2000-4000且带有羟端基的顺丁橡胶溶解在80℃的10%naoh水溶液中,最终形成的液体橡胶固含量为15-20%且较粘稠的透明澄清溶液,保温50-55℃下备用;
[0044]
3)将浸渍液体橡胶后的纤维带作为芯体,四周黏附并填充固体橡胶粉,经过120-130℃热熔挤出,得到厚度为5-7mm、宽度为12-52mm的厚绑带206。
[0045]
进一步地,固体橡胶粉包括以下重量份成分:100份乙丙橡胶、15-20份硅橡胶、10-12份硫化剂、5-6份炭黑粉末、1-2份熔融助剂、1-2份硫化促进剂、1-2份抗氧化剂,各组分经过超细粉碎机粉碎为150-200目的混合粉末,本实用新型特制的厚绑带206具有一定厚度,随着第二卷线轮207上的厚绑带206缠绕圈数增加或减少,各伸缩杆209伸出长度发生改变,再配合伸缩杆209自身的长度微调,从而快速将定位桁架1或机柜的立柱3均支撑起来,本实用新型的内支撑机构2作为一种灵活的安装辅助件和内支撑结构,其使用便利,大大提高机柜立柱拼接及焊接组装的精确性,避免受外力而导致的立柱3弯曲变形等意外。
[0046]
参照图5-7,伸缩杆209具体为电动推杆,且伸缩杆209中可伸缩的部分也设有刻度114,以备随时测试三个伸缩杆209的相对伸长度,在机柜焊接之前伸缩杆209起支撑作用,无需其他固定措施。
[0047]
本实用新型的校正方法,包括以下步骤:
[0048]
a.内支撑机构的预设置:根据待焊接机柜的标准尺寸,调整内支撑机构2的三个伸缩杆209长度,使竖直的伸缩杆209杆端离地高度h与水平的两个伸缩杆209杆端之间的距离
l分别小于机柜的宽度与深度,并将此尺寸记下,作为行业内机柜的标准尺寸比例;
[0049]
b.机柜的宽度及深度调节:根据前述的结构,通过六角法兰螺栓106将第一扁形滑杆101、水平滑柱102、第二扁形滑杆107和第三扁形滑杆108组装起来,并使六角法兰螺栓106较松动,将内支撑机构2置于其中一个位于底部的第一扁形滑杆101上,并使三个圆柱块211与另三个第一扁形滑杆101接触,开启第一电机212与第二电机213,使二者转速转向均相同,使伸缩杆209向外伸长或缩短,当四根第一扁形滑杆101形成的四边形基本达到机柜的宽度及深度要求时,再微调整各伸缩杆209的长度,再紧固第一扁形滑杆101上的六角法兰螺栓106,用同样方法确定定位桁架1另一端的第一扁形滑杆101,从而得到较精确尺寸的定位桁架1;
[0050]
c.机柜的高度调节:采用与步骤a不同的内支撑机构2,去除竖直的伸缩杆209,保留水平的两个伸缩杆209,将该内支撑机构2置于水平滑柱102的中部位置,开启第一电机212与第二电机213,使二者转速转向均相同,使伸缩杆209向外伸长或缩短,当水平方向的第一扁形滑杆101和水平方向的第三扁形滑杆108之间的距离与机柜的高度要求基本一致时,再微调整各伸缩杆209的长度,紧固各个第三扁形滑杆108的六角法兰螺栓106,得到较精确高度的工作框架;
[0051]
d.机柜立柱的弧度校正:参照图8,将机柜的12根立柱3靠在步骤c调节过的工作框架内,要求机柜高度方向横卧,即机柜高度与步骤c调节高度一致,为了支撑更稳定,在两端的4根立柱3内部设置步骤a使用的内支撑机构2,开启开启第一电机212与第二电机213,使一端的立柱3与第一扁形滑杆101紧密贴合,使另一端的立柱3与第三扁形滑杆108紧密贴合,可在中部的立柱3设置步骤c所用的内支撑机构2,使中部的各立柱分别与第一扁形滑杆101、水平滑柱102、及第三扁形滑杆108紧密贴合;
[0052]
采用水平尺或红外射灯水平仪,观察各立柱3的弧度,手动滑移第二扁形滑杆107和校正滑块111,在立柱3的弯曲部,拧动校正螺栓112,使滚轴113端接触并抵住该立柱3,用直角尺测量,使各相邻的立柱3均成90
°
,此时也可以通过设置步骤a使用的内支撑机构2和滚轴113配合,使结构更稳固;
[0053]
e.机柜立柱的焊接及下料:当所有相邻的立柱3均成90
°
时,使用焊接头对12根立柱3焊接,满焊以后再卸除各内支撑机构2,松动各六角法兰螺栓106,用吊具或人工搬运取出定位桁架1,即得到接近较精确尺寸的机柜立柱框架。
[0054]
内支撑机构2的伸长机制:
[0055]
设定初始条件:竖直的伸缩杆209杆端离地高度h,水平的两个伸缩杆209杆端之间的距离l,厚绑带206的厚度为t,第二卷线轮207的转动圈数为n,
[0056]
则调整后的状态为h
’
=h
±
nt,l
’
=l
±
2nt,可根据此数值,设定初始的h值和l值,使第二卷线轮207转动圈数n≤100的条件下,即可与机柜所要求的宽度与深度基本一致,鉴于现有机柜的标准基本是由作为业界团体的美国电子工业协会(eia)所决定,故可根据常用的几个机柜尺寸,如18u、24u、27u等等,设定初始状态下的伸缩杆209的长度,当测试标准确定后,可迅速安装定位桁架1和机柜的立柜3,大大节约成本。
[0057]
试举一例:1200*1200*2600mm的机柜,设定长度:水平滑柱102为3000mm,第一扁形滑杆101、第二扁形滑杆107及第三扁形滑杆108均为1500mm,厚绑带206的厚度为t=6mm,调整各伸缩杆209,使初始值h=900mm,l=600mm,当第二卷线轮207转动圈数n≈50,则h
’
=h+nt=
900+6*50=1200,l
’
=l+2nt=600+2*6*50=1200,如此设置的好处在于,解放人手,开动两个同时控制的电机开关,即可将三个方向的水平滑柱102、第一扁形滑杆101、第二扁形滑杆107、第三扁形滑杆8或者立柱3迅速支撑起来,大大节约调节校正时间,提高安装的准确性。
[0058]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1