一种带钢表面水分空气吹扫装置的制作方法
[0001]
本实用新型涉及带钢加工技术领域,尤其是涉及一种带钢表面水分空气吹扫装置。
背景技术:
[0002]
冷轧连退机组平整机采用湿平整,在平整机入口侧,对支撑辊与工作辊以及带钢表面喷洒平整液,以达到清洁辊身、冷却和润滑辊缝的目的。由于带钢边缘辊缝的存在,平整液会从入口侧窜入到出口侧,容易残留在带钢表面形成平整液斑迹,加之平整机是一个密闭空间,顶部的水蒸气凝固后的污水滴也会滴落在带钢表面形成污渍斑。带钢表面的平整液如果不清除,带钢表面容易因平整斑腐蚀生锈,污渍斑也是严重的带钢表面质量问题。平整斑及污渍斑缺陷作为湿平整轧制过程中最常见的表面质量问题,对成品带钢的最终等级定位起着重要影响。为了清除带钢表面的平整液,各厂家普遍的做法是在平整机机架内的出口侧设置有空气吹扫装置,正对着辊缝高压空气吹扫,以阻止平整液从入口侧进入到出口侧落到带钢表面,但实际效果并不如愿。为此,在平整机机架外出口的地方,加装微量喷淋脱盐水,冲洗稀释带钢表面平整液,喷淋管道上钻有直径为2mm的小孔,孔间距100mm均匀分布,水压力2bar。通过脱盐水的喷淋,稀释并冲洗掉了带钢表面残留的平整液,同时也清洗了带钢表面粘附的赃物及污渍。
[0003]
随之产生的问题是带钢表面仍残留着大量水分,如果不处理掉这些水分,生产时会引起带钢在辊子上打滑,成品带钢锈蚀等质量问题。通常带钢表面的水分是通过随后的挤干辊和热风干燥器来挤干和烘干的,但挤干辊备件消耗多、蒸汽消耗和电耗高,采用挤干辊和热风干燥器来挤干和烘干带钢表面的水分,这不是最经济的方法,最经济的方法是空气吹扫带钢表面的水分。
[0004]
现有空气吹扫方式有多种,空气吹扫不全面存在死角,清除效果均不理想,具有少量残余;如何彻底空气吹扫干净带钢表面的水分是亟需解决难题。
技术实现要素:
[0005]
针对现有技术不足,本实用新型所要解决的技术问题是提供一种带钢表面水分空气吹扫装置,以达到能有效清除带钢表面水分的目的。
[0006]
为了解决上述技术问题,本实用新型所采用的技术方案为:
[0007]
该带钢表面水分空气吹扫装置,包括机架,还包括对应带钢中间位置设置的中间管道以及设在中间管道两侧的侧管道,所述中间管道的一端为用于与外部管道相连的输入接口,所述侧管道的内端与中间管道相连通,所述侧管道上沿侧管道长度方向设有一组喷嘴ⅰ,所述中间管道的下方设有一组喷嘴ⅱ。
[0008]
进一步的,所述侧管道为斜管道,所述侧管道和中间管道之间夹角为锐角。
[0009]
所述中间管道每侧的侧管道为并排设置的两个或两个以上,中间管道两侧的侧管道对称设置。
[0010]
所述侧管道的上的喷嘴ⅰ为扁平喷嘴,喷嘴ⅰ与带钢表面呈一定倾斜角度设置。
[0011]
所述中间管道的侧面设有螺纹接口,侧管道的内端部通过螺纹结构与中间管道相连通。
[0012]
所述中间管道和两侧的侧管道的中心轴线在同一平面内设置。
[0013]
还包括旋转摆臂,所述中间管道设在旋转摆臂上,旋转摆臂通过旋转摆臂销轴铰接在机架上,机架上设有用于对中间管道支撑的中间管道支撑杆。
[0014]
所述喷嘴ⅱ包括中间喷嘴、两侧喷嘴以及前喷嘴,所述中间喷嘴设在中间管道的正下方,两侧喷嘴位于中间喷嘴两侧,前喷嘴位于中间喷嘴的前部,前喷嘴向前倾斜设置。
[0015]
所述中间管道同一侧的不同排的侧管道上的喷嘴错位设置。
[0016]
所述中间管道上设有用于提升中间管道的牵引绳。
[0017]
本实用新型与现有技术相比,具有以下优点:
[0018]
该带钢表面水分空气吹扫装置结构设计合理,通过中间管道和侧管道上的喷嘴结合吹扫,消灭吹扫盲区,能有效清除带钢表面水分,并且喷嘴与带钢表面的倾斜角度可调,保证具有较为理想吹扫效果;以及整个吹扫装置可以移离带钢,便于带钢加工设备检修;其结构简单、能耗成本低以及维护简便。
附图说明
[0019]
下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
[0020]
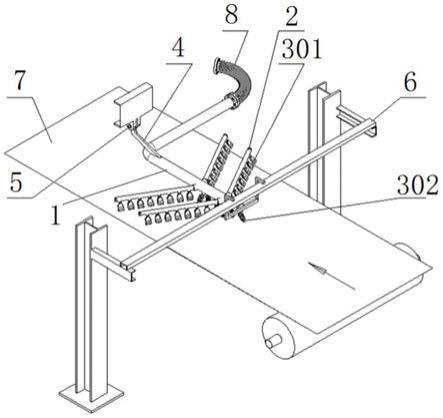
图1为本实用新型装置结构示意图。
[0021]
图2为本实用新型中间管道示意图一。
[0022]
图3为本实用新型中间管道示意图二。
[0023]
图4为本实用新型侧管道示意图。
[0024]
图5为本实用新型吹扫装置提升示意图。
[0025]
图中:
[0026]
1.中间管道、101.螺纹接口、2.侧管道、301.喷嘴ⅰ、302.喷嘴ⅱ、4.旋转摆臂、5.旋转摆臂销轴、6.中间管道支撑杆、7.带钢、8.连通管道、9.牵引绳。
具体实施方式
[0027]
下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
[0028]
如图1至图5所示,该带钢表面水分空气吹扫装置,包括机架、对应带钢中间位置设置的中间管道1以及设在中间管道两侧的侧管道2;中间管道的一端为用于与外部管道相连的输入接口,侧管道的内端与中间管道相连通,侧管道上沿侧管道长度方向设有一组喷嘴ⅰ301,中间管道的下方设有一组喷嘴ⅱ302。
[0029]
侧管道2为斜管道,侧管道和中间管道之间夹角为锐角;中间管道和两侧的侧管道的中心轴线在同一平面内设置,管道和中间管道呈v字型布置。
[0030]
中间管道每侧的侧管道为并排设置的两个或两个以上,中间管道两侧的侧管道对称设置。优选的,斜管道迎带钢前进的方向双列布置。
[0031]
侧管道的上的喷嘴ⅰ为扁平喷嘴,喷嘴ⅰ与带钢表面呈一定倾斜角度设置,吹扫效
果好。
[0032]
中间管道的侧面设有螺纹接口101,侧管道的内端部通过螺纹结构与中间管道相连通。斜管道与中间管道通过螺纹连接,斜管道上的扁平喷嘴与带钢表面有一定倾斜角度,同时由于的螺纹连接,旋转斜管道,可以调节斜管道上的扁平喷嘴与带钢表面的倾斜角度,以便达到更理想的吹扫效果。
[0033]
中间管道一端通过旋转摆臂4设在机架上;具体为,旋转摆臂一端通过旋转摆臂销轴5铰接在机架上,旋转摆臂4另一端与中间管道一端相连,机架上设有用于对中间管道另一端支撑的中间管道支撑杆。
[0034]
中间管道另一端搭在中间管道支撑杆6上,中间管道上设有用于提升中间管道的牵引绳9,通过牵引绳可将中间管道和侧管道提升便于检修;中间管道的接口端通过软连通管道8与外部管路相连,不影响提升操作。
[0035]
喷嘴ⅱ包括中间喷嘴、两侧喷嘴以及前喷嘴,中间喷嘴设在中间管道的正下方,两侧喷嘴位于中间喷嘴两侧,前喷嘴位于中间喷嘴的前部,前喷嘴向前倾斜设置。
[0036]
中间管道同一侧的不同排的侧管道上的喷嘴错位设置;便喷嘴有效吹扫区叠加后整个带钢7宽度方向上无盲点。
[0037]
本实用新型带钢表面水分空气吹扫装置结构设计合理,通过中间管道和侧管道上的喷嘴结合吹扫,消灭吹扫盲区,能有效清除带钢表面水分,并且喷嘴与带钢表面的倾斜角度可调,保证具有较为理想吹扫效果;以及整个吹扫装置可以移离带钢,便于带钢加工设备检修;其结构简单、能耗成本低以及维护简便。
[0038]
优选具体实例为:
[0039]
吹扫装置包括中间管道、斜管道、喷嘴、中间管道旋转摆臂、旋转摆臂销轴以及中间管道支撑杆,吹扫装置平行放置在带钢上方。
[0040]
中间管道与斜管道处在同一平面,通过螺纹接口连接,通过旋转斜管道,可以调节喷嘴所在的平面与带钢表面的倾斜角度,倾斜角度在35
°
~60
°
之间,这样可以保证有一个最佳的吹扫角度,从而达到最佳的吹扫效果。
[0041]
迎着带钢前进的方向,中间管道与斜管道呈v字型连接,两侧相对的斜管道之间v字型夹角120
°
,即中间管道与斜管道的夹角60
°
,每根斜管道上安装有8个扁平喷嘴,覆盖区域为所有规格带钢的宽度,保证水分的吹扫效果。
[0042]
迎着带钢前进的方向,在中间管道两侧,按v字型布置的斜管道依次布置有两排。
[0043]
第一排斜管道的第一个扁平喷嘴距离中间管道的距离50mm,从中间依次向带钢边部排列8个喷嘴,可选用思万特silvent 9002w-s型喷嘴,喷嘴吹扫力度5.5n,喷嘴间距90mm,喷嘴距离带钢100mm,扁平喷嘴宽47mm,喷嘴吹扫气幕覆盖面(100mm高度时)宽度100mm,相邻喷嘴交叉覆盖面宽度10mm,避免了出现吹扫盲区。
[0044]
如附图3所示,与第一排相对应,在中间管道1上安装有4个圆形喷嘴,采用思万特silvent 703la型喷嘴,喷嘴吹扫力度大达10.6n,其中一个喷嘴正对着带钢直吹,另外三个喷嘴向前和向两侧与带钢成45
°
角进行斜吹,同时该喷嘴的喷头吹扫角度可在偏离中心线30
°
的范围内进行调整。经过4个喷嘴的组合,将水分从带钢中部一分为二,向两侧吹散开来。
[0045]
迎着带钢前进的方向,第二排斜管道和第一排斜管道间距300mm,与第一排斜管道
不同的是,第一个喷嘴距离中间管道的距离由50mm增加至80mm,从中间依次向带钢边部排列8个喷嘴,间距90mm,这样,前后排对应喷嘴错位30mm,吹扫互为补充,有利于将带钢表面水分吹扫得更干净。其它结构与第一排斜管道相同。
[0046]
其每个思万特silvent 703la型圆型喷嘴空气消耗量60nm3/h,8个喷嘴空气消耗量60nm3/h
×
8=480nm3/h;思万特silvent 9002w-s型扁形喷嘴空气消耗量28nm3/h,32个喷嘴空气消耗量28nm3/h
×
32=896nm3/h;一套吹扫装置的空气消耗量1370nm3/h。
[0047]
中间管道的通径是82mm,四根分支斜管道的通径是22mm,中间管道的通流面积大于四根分支斜管道的通流面积之和,气体通流面积合理匹配,能保证吹扫的流量和压力的充足稳定。
[0048]
气源处理单元包括有储气罐,从工业管网将压缩空气引到储气罐,以提供稳定充足的气源,储气罐设计压力0.6mpa,储气罐入口管径2寸,出口管径φ 90
×
φ84,入出口法兰连接,储气罐容积:3m3,配备有安全阀、减压阀、过滤器和压力表等附件。
[0049]
如附图4所示,所述带钢变形或设备停机检修时,空气吹扫装置能方便移开远离带钢表面,既方便其它问题处理、设备检修,又避免吹扫装置及喷嘴受到损坏。吹扫管道架与输入气接口处通过法兰与金属软管柔性连接,这种软连接,可适应牵引绳索将吹扫管道架绕一个销轴旋转提升,整个吹扫装置顺利上升移离带钢。
[0050]
喷嘴的主要作用有两方面,一是通过流体动力的搬运能力吹掉大部分游离水分,二是在高速气流的作用下使残留附着在带钢表面的水分迅速蒸发;中间管道正下方采用圆形喷嘴直喷、正下方前倾位置采用圆形喷嘴斜喷,带钢正中央设计有喷嘴,将带钢中部水分吹散开来,以解决中部无吹扫的问题,消灭吹扫盲区;中间管道两侧倾斜位置采用圆形喷嘴向外斜喷,将带钢中间位置的水分往两侧吹扫。
[0051]
斜管道与中间管道通过螺纹连接,斜管道上的扁平喷嘴与带钢表面有一定倾斜角度,同时由于的螺纹连接,旋转斜管道,可以调节斜管道上的扁平喷嘴与带钢表面的倾斜角度,以便达到更理想的吹扫效果。
[0052]
空气吹扫时,喷嘴与带钢表面保持在合理的距离,既确保压缩空气从狭窄的喷孔内高压高速喷出,对带钢表面形成大的冲击力,又确保喷嘴喷出的气幕有较大的覆盖面积。斜管道上的喷嘴有一个合理的间距,以便喷嘴有效吹扫区叠加后整个带钢宽度方向上无盲点,喷吹均匀。
[0053]
气源单元以保证有充足的气体流量和气体压力进行空气吹扫,喷嘴的流量是改善吹扫的关键,在风压基本稳定情况下,流量=流速
×
管道截面积。基于流体的搬运能力约与流速的6次方成正比的理论,流量大风量越集中,风速越大,水分蒸发越快,带走游离水的效果越好。
[0054]
带钢变形或设备停机检修时,空气吹扫装置能方便移开远离带钢表面,既方便其它问题处理、设备检修,又避免吹扫装置及喷嘴受到损坏。吹扫管道架与输入气接口处通过法兰与金属软管柔性连接,这种软连接,可适应牵引绳索将吹扫管道架绕一个销轴旋转提升,整个吹扫装置移离带钢。
[0055]
平整机后带钢表面水分吹扫装置,结构简单、巧妙新颖、噪音小、能耗成本低、维护简便、实用可靠、吹扫效率高。
[0056]
上述仅为对本实用新型较佳的实施例说明,上述技术特征可以任意组合形成多个
本实用新型的实施例方案。
[0057]
上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1