柔性细线自动联接设备的制作方法
[0001]
本实用新型光柔性细线自动联接设备,属于工业生产中对特定材质柔性细线加工制造生产领域中的一种全新技术。
背景技术:
[0002]
柔性细线是指具有长径比很大、表面光滑成柔软长丝状的、直径十分细小至微米级的、容易发生弯曲变形、形状适应性很好的物质形态的材料,包括有机纤维(天然纤维、合成纤维)、金属纤维、无机纤维(石棉、玻璃纤维)等材料。工业应用上,天然纤维或合成纤维经过组合后可以制成纤维纸、各种纺织品;可直接用作绝缘材料、电绝缘材料、耐高温绝缘材料;无机纤维中的玻璃纤维,如光纤,经过各种工序加工组合后,成为当前通信行业技术发展的重要载体。
[0003]
工业上有对这类材料进行条状焊接并排联结在一起的工艺组合来形成一种复合型功能材料的需求。这种联接,指通过气体焰、电弧加热熔合或特殊介质粘结等方式使多块或多条独立的金属或热塑性的柔性细线结合为一体。该方法首先把绕成长卷的柔性细线按长度需求截取分段,以两条或多条并排组合,施以焊接等方式结合在一起,形成具有满足特殊功能的组合材料或器件。例如:光纤耦合器的制造过程一般是通过氢气燃烧火焰即热使两根光纤熔接在一起。
[0004]
由于这种材料特性,目前联接过程中的大部分工序(如:柔性细线长度分段、柔性细线表层材料剥除和清洁、柔性细线联接等)仍需要人工手动操作完成,尤其是其中的微米级柔性细线联接工序,需要在高倍数显微镜辅助来完成操作,工人劳动强度大且对工人操作素质要求高,容易导致产品质量不稳定,产品一致性差,成为制约相关行业产能提升的严重瓶颈,急需研发具有通用性的针对柔性细线的全自动联接系统生产设备。
技术实现要素:
[0005]
为了解决上述问题,本实用新型提出了一种柔性细线自动联接设备。本实用新型的目的在于提供一种能全自动地完成柔性细线焊接工艺生产过程中包括送料、长度按需截断、形位固定、线间排列、表层材料剥除、表层材料清洁、线间耦合、表面覆层等工序的设备。
[0006]
本实用新型的技术方案是:柔性细线焊接设备,其特征在于,包括:
[0007]
送料工位,该工位设有用于引导柔性细线的导向装置;
[0008]
端部工位,所述端部工位设有用于剥除柔性细线端部表面材料的第一剥除装置、第一清洁装置;
[0009]
传送夹持工位,该工位设有用于将所述柔性细线在送料工位、定长工位、剥除工位、清洁工位之间进行定位传送的夹持手;
[0010]
定长工位,该工位设有用于制造单条柔性细线的单线装置,用于制造两条柔性细线的双线装置,用于固定各条柔性细线位置的间距装置,用于固定柔性细线端部的吸附装置;
[0011]
剥除工位,该工位设有用于剥除单条柔性细线表面覆层材料的第二剥除手;
[0012]
清洁工位,该工位设有用于对所述单条柔性细线被剥除表面材料部位进行清除的第二清洁手;
[0013]
联接工位,该工位设有用于固定各条柔性细线的固定座、用于拉伸柔性细线的拉制夹具、用于加热并接被拉伸柔性细线的并接装置;
[0014]
覆层工位,该工位设有用于对所述已联接的柔性细线进行联结部位表面材料覆盖的涂料装置、涂料工作台;
[0015]
转换工位,用于连接所述送料工位、定长工位、剥除工位、清洁工位、联接工位、覆层工位,各工位沿传输方向依次布置。
[0016]
优选地,所述导向装置设有真空吸附导槽和固位夹爪。
[0017]
优选地,所述端部工位在送料工位下部,靠近导向装置;所述第一剥除装置包括第一剥除手,可进行上下移动;所述第一清洁装置包括第一清洁手,可进行上下和前后移动。
[0018]
优选地,所述剥除工位还包括控温装置;所述第二剥除手可进行多角度旋转。
[0019]
优选地,所述清洁工位还包括储料装置;所述第二清洁手可进行多角度旋转。
[0020]
优选地,所述剥除工位和清洁工位设在定长工位外侧,与定长工位并行安装。
[0021]
优选地,所述定长工位还包括切线刀夹,设置在所述工位头端和尾端。
[0022]
优选地,所述覆层工位还包括定位装置;所述定位装置设有检测路径轨迹的相机;所述定位装置与所述涂料工位的涂料装置分置于涂料工作台两侧。
[0023]
优选地,所述送料工位、所述端部工位、所述定长工位、所述剥除工位、所述清洁工位、所述联接工位、所述覆层工位为转盘式旋转平台连续生产方式。
[0024]
与现有技术相比,本实用新型有益效果在于:
[0025]
本实用新型针对柔性细线这类长径比很大、表面光滑成长丝状的、直径十分细小至微米级的、容易发生弯曲变形、柔软性和形状适应性很好的物质形态材料,设计一套能完成其送料、长度按需截断、形位固定、线间排列、表层材料剥除、表层材料清洁、线间熔合、熔合段表面覆层等一系列工艺工序的全自动化生产设备。该设备能取代人工全自动地完成上述生产工序,大幅降低劳动强度,同时能保持产品一致性,减少产品不良率,提高生产效率,并且操作简单,在柔性细线材料生产加工行业里有很好的推广作用。
附图说明
[0026]
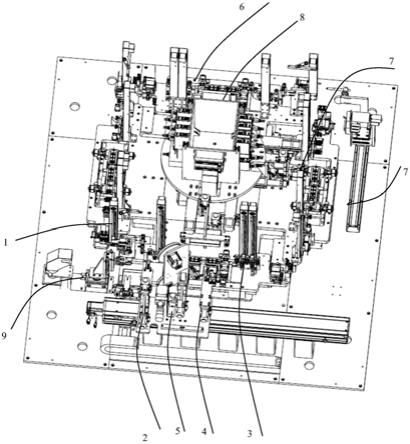
图1为本实用新型的主视图;
[0027]
图2为送料工位、定长工位的结构图;
[0028]
图3为剥除工位、清洁工位、传送夹持工位的结构图;
[0029]
图4为覆层工位的结构图;
[0030]
图5为端部工位的结构图。
[0031]
其中:1-送料工位,11-导向装置,111-真空吸附导槽,112-固位夹爪,2-传输夹持工位,3-定长工位,31-单线装置,32-双线装置,33-间距装置,34-吸附装置,4-剥除工位, 41-第二剥除手,42-控温装置,5-清洁工位,51-第二清洁手,52-储料装置,6-联接工位, 61-固定座,62-拉制夹具,63-并接装置,7-覆层工位,71-涂料工作台,72-涂料装置,73
-ꢀ
定位装置,8-转换工位,9-端部工位,91-第一剥除装置,92-第一清洁装置。
具体实施方式
[0032]
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0033]
本实用新型的实施方案示意图如图1所示,柔性细线自动联接设备,其特征在于,包括:
[0034]
送料工位1,该工位设有用于引导柔性细线的导向装置11;
[0035]
端部工位9,所述端部工位设有用于剥除柔性细线端部表面材料的第一剥除装置91、第一清洁装置92;
[0036]
传送夹持工位2,该工位设有用于将所述柔性细线在送料工位1、定长工位3、剥除工位 4、清洁工位5之间进行定位传送的夹持手;
[0037]
定长工位3,该工位设有用于制造单条柔性细线的单线装置31,用于制造两条柔性细线的双线装置32,用于固定各条柔性细线位置的间距装置33,用于固定柔性细线端部的吸附装置34;
[0038]
剥除工位4,该工位设有用于剥除单条柔性细线表面覆层材料的第二剥除手41;
[0039]
清洁工位5,该工位设有用于对所述单条柔性细线被剥除表面材料部位进行清除的第二清洁手51;
[0040]
联接工位6,该工位设有用于固定各条柔性细线的固定座61、用于拉伸柔性细线的拉制夹具62、用于加热并接被拉伸柔性细线的并接装置63;
[0041]
覆层工位7,该工位设有用于对所述柔性细线组合进行覆层材料上料的涂料装置72、涂料工作台71;
[0042]
转换工位8,用于连接所述送料工位1、定长工位3、剥除工位4、清洁工位5、联接工位 6、覆层工位7,各工位沿传输方向依次布置。
[0043]
进一步,所述导向装置设有真空吸附导槽111和固位夹爪112。
[0044]
进一步,所述端部工位9在送料工位1下部,靠近导向装置11;所述第一剥除装置91包括第一剥除手,可进行上下移动;所述第一清洁装置92包括第一清洁手,可进行上下和前后移动。
[0045]
进一步,所述剥除工位还包括控温装置42;所述第二剥除手41可进行多角度旋转。
[0046]
进一步,所述清洁工位还包括储料装置52;所述第二清洁手可进行多角度旋转。
[0047]
进一步,所述剥除工位4和清洁工位5设在定长工位外侧,与定长工位3并行安装。
[0048]
进一步,所述定长工位3还包括切线刀夹35,设置在所述工位头端和尾端。
[0049]
进一步,所述覆层工位7还包括定位装置73;所述定位装置设有检测路径轨迹的相机;所述定位装置73与所述涂料装置72分置于涂料工作台71两侧。
[0050]
进一步,所述送料工位1、所述端部工位9、所述定长工位3、所述剥除工位4、所述清洁工位5、所述联接工位7、所述覆层工位6为转盘式旋转平台连续生产方式。
[0051]
应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1