双夹钳送料下料装置的制作方法
[0001]
本实用新型涉及冲压领域,具体涉及一种双夹钳送料下料装置。
背景技术:
[0002]
现有冲压领域中,金属材料的供应状态一般是各种规格的板料和带料。其中,带料(卷料)用于连续模的生产,其有各种规格的宽度,展开长度可达几十米,成卷状供应,适应于连续模大批量生产的自动送料,一般采用伺服偏摆式、整平送料和三合一送料方式。而板料则可用于工程模的生产,其尺寸较大,可用于大型零件的冲压,也可以将板料按排样尺寸剪裁成条料后用于中小型零件的冲压,对于小批量多品种的厚板使用条料来源方便经济性好,但和带料相比,带料的送料方式却不适用于条料,现在条料送料下料一般都由人工一步一步地送料下料,送料下料效率低,且危险,另外,手动送料下料难以保证冲压精度。
技术实现要素:
[0003]
本实用新型的目的就是针对上述技术的不足,提供一种双夹钳送料下料装置,送料下料效率高,且能有效保证冲压精度。
[0004]
为实现上述目的,本实用新型所设计的双夹钳送料下料装置,包括机架和设在所述机架上可将条料夹住的定夹机构,还包括与所述定夹机构平行的可将所述条料夹住的动夹机构,所述机架上设有气缸,所述气缸的推杆与所述定夹机构垂直,所述动夹机构安装在所述气缸的推杆上,所述动夹机构在所述推杆的推动下靠近所述定夹机构。
[0005]
优选地,所述气缸上设有抵住所述动夹机构的挡板,所述挡板与所述定夹机构之间设有两根与所述推杆平行的导向杆,所述导向杆与所述推杆平行,提高了送料的精度。
[0006]
优选地,所述定夹机构和动夹机构的夹口上方和下方均设有缓冲垫块,防止所述定夹机构和动夹机构夹住所述条料时对条料产生损伤。
[0007]
优选地,所述垫块的两端均开有倒角,进一步避免了所述条料受到损伤。
[0008]
本实用新型与现有技术相比,具有以下优点:
[0009]
1、将原有工人一步一步的送料下料改成自动送料下料,送料下料效率高;
[0010]
2、对不同大小、长度、厚薄的条料均通用,通用性强;
[0011]
3、能将条料完全放置在冲压工位上,增加了冲压作业的面积, 使条料整体可一次加工成型,省去了不必要的加工步骤,增加了工作效率;
[0012]
4、避免了冲压过程中产生的振动,保证了板材的加工精度;
[0013]
5、通过垫块和倒角,避免了因条料和夹钳固定连接造成的损坏;
[0014]
6、通过自动送料下料,优化了人员配置,减少了人力需求,降低了成本;
[0015]
7、降低操作人员的劳动强度,且减少了人工送料下料噪音对身体的伤害,改善了工作环境,保证操作人员在一个健康的工作环境中工作。
附图说明
[0016]
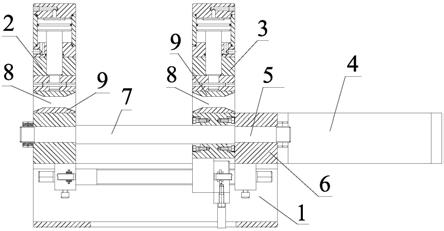
图1为本实用新型双夹钳送料下料装置的结构示意图;
[0017]
图2为图1的右视图;
[0018]
图3为图1的俯视图。
[0019]
图中各部件标号如下:
[0020]
机架1、定夹机构2、动夹机构3、气缸4、推杆5、挡板6、导向杆7、夹口8、垫块9。
具体实施方式
[0021]
下面结合附图和具体实施例对本实用新型作进一步的详细说明。
[0022]
如图1、图2及图3所示,本实用新型双夹钳送料下料装置,包括机架1和设在机架1上可将条料夹住的定夹机构2,还包括与定夹机构2平行的可将条料夹住的动夹机构3,机架1上设有气缸4,气缸4的推杆5与定夹机构2垂直,动夹机构3安装在气缸4的推杆5 上,动夹机构3在推杆5的推动下靠近定夹机构2。
[0023]
其中,气缸4上设有抵住动夹机构3的挡板6,挡板6与定夹机构2之间设有两根与推杆5平行的导向杆7,导向杆7与推杆5平行。另外,定夹机构2和动夹机构3的夹口8上方和下方均设有缓冲垫块9,垫块9的两端均开有倒角。
[0024]
本实施例送料使用时,条料由上料装置送入,进入动夹机构3,并伸出一部分,然后动夹机构3夹紧条料,气缸4的推杆5推动动夹机构3靠近定夹机构2,使条料伸出部分进入定夹机构2,定夹机构2夹住条料,动夹机构3松开条料,在气缸4的作用下回位,然后动夹机构3夹住条料,定夹机构2松开条料,气缸4推动动夹机构3靠近定夹机构2,使条料继续向定夹机构2一侧移动,依次往复,条料不断向定夹机构2一侧移动,达到送料的目的。
[0025]
同样地,本实施例下料使用时,当条料从冲压装置出来后,首先进入靠冲压装置的定夹机构2并伸出一部分,定夹机构2夹住条料,气缸4推动动夹机构3靠近定夹机构2,使条料伸出部分进入动夹机构3,动夹机构3夹住条料,定夹机构2松开条料,气缸4带动动夹机构3回位,动夹机构3松开条料,定夹机构2夹住条料,气缸4再推动动夹机构3靠近定夹机构2,依次往复,条料不断向动夹机构3一侧移动,达到下料的目的。
[0026]
本实用新型双夹钳送料下料装置,将原有工人一步一步的送料下料改成自动送料下料,送料下料效率高;对不同大小、长度、厚薄的条料均通用,通用性强;且能将条料完全放置在冲压工位上,增加了冲压作业的面积,使条料整体可一次加工成型,省去了不必要的加工步骤,增加了工作效率;避免了冲压过程中产生的振动,保证了板材的加工精度;通过垫块9和倒角,避免了因条料和夹钳固定连接造成的损坏;通过自动送料下料,优化了人员配置,减少了人力需求,降低了成本;且降低了操作人员的劳动强度,且减少了人工送料下料噪音对身体的伤害,改善了工作环境,保证操作人员在一个健康的工作环境中工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1