全自动条料精冲机的制作方法
[0001]
本实用新型涉及冲压领域,具体涉及一种全自动条料精冲机。
背景技术:
[0002]
比传统冲压工艺更有优势地,精冲技术广泛应用于汽车行业、航空航天、家电、办公机械等领域。而且,随着精冲机吨位不断增加,精冲零件更加多种多样,且愈来愈精密复杂,其在模具保护、系统工作可靠性等方面,都对精冲机的精确定位提出了更高的要求。
[0003]
另外,现有冲压领域中,金属材料的供应状态一般是各种规格的板料和带料。其中,带料(卷料)用于连续模的生产,其有各种规格的宽度,展开长度可达几十米,成卷状供应,适应于连续模大批量生产的自动送料,一般采用伺服偏摆式、整平送料和三合一送料方式。而板料则可用于工程模的生产,其尺寸较大,可用于大型零件的冲压,也可以将板料按排样尺寸剪裁成条料后用于中小型零件的冲压,对于小批量多品种的厚板使用条料来源方便经济性好。
[0004]
但和带料相比,带料的送料方式却不适用于条料,条料的上料效率也相对较低,现在条料送料下料一般都由人工一步一步地送料下料,送料下料效率低,且危险,另外,手动送料下料难以保证冲压精度。
技术实现要素:
[0005]
本实用新型的目的就是针对上述技术的不足,提供一种全自动条料精冲机,效率更高,且能有效保证冲压精度。
[0006]
为实现上述目的,本实用新型所设计的全自动条料精冲机,包括精冲装置和上料装置,还包括送料下料装置组,所述上料装置包括上料机架和存放条料的条料储存位,所述上料机架上设有向所述条料储存位移动的前后移动机构,所述前后移动机构上设有通向精冲装置的左右移动机构,所述左右移动机构上设有可上下移动的上下移动机构,所述上下移动机构下方设有抓取机构,所述送料下料装置组包括两个送料下料装置单元,每个所述送料下料装置单元均包括送料下料机架和设在所述送料下料机架上可将条料夹住的定夹机构,所述送料下料装置单元还包括与所述定夹机构平行的可将所述条料夹住的动夹机构,所述送料下料机架上设有气缸,所述气缸的推杆与所述定夹机构垂直,所述动夹机构安装在所述气缸的推杆上,所述动夹机构在所述推杆的推动下靠近所述定夹机构,其中一个送料下料装置单元的定夹机构位于所述精冲装置的入料口,动夹机构朝向所述上料装置的左右移动机构,另一个送料下料装置单元的定夹机构位于所述精冲装置的出料口。
[0007]
优选地,所述条料储存位上设有将所述条料导正的条料导正机构,使所述条料在储存时就摆放合规,便于后续流程使用。
[0008]
优选地,所述上下移动机构上设有产品检测限位开关,检测所示上下移动机构下降是否到位,避免由于所述料条被抓取后,所述条料储存位上条料堆叠的高度下降,导致所述上下移动机构下降不到位。
[0009]
优选地,所述气缸上设有抵住所述动夹机构的挡板,所述挡板与所述定夹机构之间设有两根与所述推杆平行的导向杆,所述导向杆与所述推杆平行,所述导向杆与所述推杆平行,提高了送料的精度。
[0010]
优选地,所述定夹机构和动夹机构的夹口上方和下方均设有缓冲垫块,防止所述定夹机构和动夹机构夹住所述条料时对条料产生损伤。
[0011]
1、将原有工人手动上料、送料和下料改成自动上料、送料和下料,效率高;
[0012]
2、对不同大小、长度、厚薄的条料均通用,通用性强;
[0013]
3、能将条料完全放置在冲压工位上,增加了冲压作业的面积, 使条料整体可一次加工成型,省去了不必要的加工步骤,增加了工作效率;
[0014]
4、避免了冲压过程中产生的振动,保证了板材的加工精度;
[0015]
5、通过垫块,避免了因条料和夹钳固定连接造成的损坏;
[0016]
6、通过自动上料、送料和下料,优化了人员配置,减少了人力需求,降低了成本;
[0017]
7、降低操作人员的劳动强度,且减少了人工操作时噪音对身体的伤害,改善了工作环境,保证操作人员在一个健康的工作环境中工作。
附图说明
[0018]
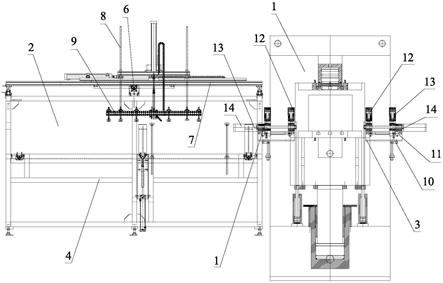
图1为本实用新型全自动条料精冲机的结构示意图;
[0019]
图2为图1左视图;
[0020]
图3为图1中上料装置的结构示意图;
[0021]
图4为图3的左视图;
[0022]
图5为图3的俯视图;
[0023]
图6为图1中送料下料装置单元的结构示意图;
[0024]
图7为图6的右视图;
[0025]
图8为图6的俯视图。
[0026]
图中各部件标号如下:
[0027]
精冲装置1、上料装置2、送料下料装置组3、上料机架4、条料储存位5、前后移动机构6、左右移动机构7、上下移动机构8、抓取机构9、送料下料装置单元10、送料下料机架11、定夹机构12、动夹机构13、气缸14、推杆15、条料导正机构16、挡板17、导向杆18、夹口19、缓冲垫块20。
具体实施方式
[0028]
下面结合附图和具体实施例对本实用新型作进一步的详细说明。
[0029]
如图1及图2所示,本实用新型全自动条料精冲机,包括精冲装置1和上料装置2,还包括送料下料装置组3,结合图3、图4及图5所示,上料装置2包括上料机架4和存放条料的条料储存位5,上料机架4上设有向条料储存位5移动的前后移动机构6,前后移动机构6上设有通向精冲装置1的左右移动机构7,左右移动机构7上设有可上下移动的上下移动机构8,上下移动机构8下方设有抓取机构9,结合图6、图7及图8所示,送料下料装置组3包括两个送料下料装置单元10,每个送料下料装置单元10均包括送料下料机架 11和设在送料下料机架11上可将条料夹住的定夹机构12,送料下料装置单元10还包括与定夹机构12平行的可将条
料夹住的动夹机构13,送料下料机架11上设有气缸14,气缸14的推杆15与定夹机构12垂直,动夹机构13安装在气缸14的推杆15上,动夹机构 13在推杆15的推动下靠近定夹机构12,其中一个送料下料装置单元10的定夹机构12位于精冲装置1的入料口,动夹机构13朝向上料装置2的左右移动机构7,另一个送料下料装置单元10的定夹机构12位于精冲装置1的出料口。
[0030]
其中,如图4所示,条料储存位5上设有将条料导正的条料导正机构16,上下移动机构8上设有产品检测限位开关。
[0031]
另外,如图6、图7及图8所示,气缸14上设有抵住动夹机构 13的挡板17,挡板17与定夹机构12之间设有两根与推杆15平行的导向杆18,导向杆18与推杆15平行,定夹机构12和动夹机构 13的夹口19上方和下方均设有缓冲垫块20。
[0032]
本实施例使用时,操作人员将条料用行车或叉车将条料放入上料装置2,通过上料装置2,条料进入图中左边的送料下料装置单元 10,在取得精冲装置1的信号后,左边的送料下料装置单元10开始送料,送到预设的长度后,条料进入图中右边的送料下料装置单元 10,此时精冲装置1开始冲压,同时,在两边送料下料装置单元10 的配合下,完成条料的送料和下料。
[0033]
具体而言,上料时,操作人员将条料放入条料导正结构16,然后前后移动机构6启动,使前后移动机构6带动抓取机构9朝向条料储存位5运动,直至抓取机构9位于条料的正上方,上下移动机构8启动,使抓取机构9下降,直至产品检测限位开关检测到抓取机构9下降到位后,上下移动机构8停止,抓取机构9启动,将条料储存位5最上层的条料抓取,然后上下移动机构8回位,前后移动机构6回位,待精冲装置1发出入料信号后,左右移动机构7启动,带动抓取机构9将条料送入精冲装置1中,当条料到达目的地后,抓取机构9放下条料,然后左右移动机构7回位。
[0034]
此时,条料进入图中左边送料下料装置单元10的动夹机构13 并伸出一部分,然后动夹机构13夹紧条料,气缸14的推杆15推动动夹机构13靠近定夹机构12,使条料伸出部分进入定夹机构12,定夹机构12夹住条料,动夹机构13松开条料,在气缸14的作用下回位,然后动夹机构13夹住条料,定夹机构12松开条料,气缸14 推动动夹机构13靠近定夹机构12,使条料继续向定夹机构12一侧移动,依次往复,条料不断向定夹机构12一侧移动,从精冲装置1 的入料口进入,达到送料的目的,直至条料从精冲装置1出料口出来后,条料进入图中右边送料下料装置单元10的定夹机构12并伸出一部分,定夹机构12夹住条料,此时,精冲装置1即可开始对条料进行冲压,冲压完成后,图中左边送料下料装置单元10的定夹机构12和动夹机构13均松开条料,图中右边送料下料装置单元10的气缸14推动动夹机构13靠近定夹机构12,使条料伸出部分进入动夹机构13,动夹机构13夹住条料,定夹机构12松开条料,气缸14 带动动夹机构13回位,动夹机构13松开条料,定夹机构12夹住条料,气缸14再推动动夹机构13靠近定夹机构12,依次往复,条料不断向动夹机构13一侧移动,达到下料的目的。
[0035]
本实用新型全自动条料精冲机,将原有工人手动上料、送料和下料改成自动上料、送料和下料,效率高;且对不同大小、长度、厚薄的条料均通用,通用性强;另外,能将条料完全放置在冲压工位上,增加了冲压作业的面积,使条料整体可一次加工成型,省去了不必要的加工步骤,增加了工作效率;同时,避免了冲压过程中产生的振动,保证了板材的加工精度;且通过垫块,避免了因条料和夹钳固定连接造成的损坏;本实用新型通过自动上料、送
料和下料,优化了人员配置,减少了人力需求,降低了成本;且降低操作人员的劳动强度,且减少了人工操作时噪音对身体的伤害,改善了工作环境,保证操作人员在一个健康的工作环境中工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1