一种冷弯型材自动切割装置的制作方法
[0001]
本实用新型涉及冷弯型材加工设备领域,尤其涉及一种冷弯型材自动切割装置。
背景技术:
[0002]
冷弯型钢,也称为钢制冷弯型材或冷弯型材,冷弯型钢是指以热轧或冷轧带钢为原料,在常温状态下经压力加工制成的各种复杂断面型材,亦称薄壁型钢,是轻型建筑结构钢材的一种;冷弯型钢是制作轻型钢结构的主要材料。冷弯型材在完成冷弯定型后需要根据需要进行切割,目前现有的切割方式多数还是人工切割,也有部分企业使用自动化切割设备,但是设备结构比较复杂,成本较高。
[0003]
中国专利cn210132107u公开了一种冷弯型钢成型板料自动剪切机构,该专利将过滤板上的铁屑震落到收集箱内,方便清理,过滤板不易被铁屑堵塞,工作时间长;然而在进料方面没有进行改进。
技术实现要素:
[0004]
本实用新型的目的是克服现有技术的缺点,提供一种结构简单灵活、进料简单省力的一种冷弯型材自动切割装置。
[0005]
为实现上述实用新型目的,本实用新型的技术方案是:
[0006]
一种冷弯型材自动切割装置,包括传输单元和切割单元;所述传输单元包括切割平台,所述切割平台中心设置条状缺口和传输带,所述缺口与传输带垂直;所述传输带由若干传输辊组成,所述传输辊两端与切割平台之间可转动连接;所述传输带两侧还设置挡板;所述切割单元包括固定板,所述固定板底部两端设置支脚,所述支脚由螺栓固定连接在缺口的两端,所述固定板侧面设置垂直滑槽,所述滑槽内嵌入可沿滑槽上下移动的滑块,所述滑块的前端设置切割轮,滑块顶部与液压缸的伸缩杆连接,所述液压缸顶部与支架连接,所述支架两侧与切割平台连接。
[0007]
作为优选,所述缺口下方设置锥形过滤桶,所述过滤桶顶部与切割平台底面连接,所述过滤桶内壁设置环形支撑条,所述支撑条上设置过滤网。
[0008]
作为优选,所述过滤网至少设置两层,从上至下过滤网上过滤孔的孔径逐渐减小;最上层过滤网上方的过滤桶侧壁设置清渣口。
[0009]
作为优选,所述过滤桶底部设置循环水箱,所述循环水箱侧壁设置循环水管,所述循环水管的端部设置喷淋头,所述喷淋头位于切割轮的上方,所述循环水管上设置循环泵。
[0010]
作为优选,所述传输带的宽度略宽于冷弯型材的宽度。
[0011]
作为优选,所述挡板的高度略低于冷弯型材的高度。
[0012]
本实用新型的有益效果是:
[0013]
第一:在切割平台中心设置传输带,传输带由若干传输辊组成,将传输带对准前期冷弯装置的出料口,完成冷弯定型的型材可以顺着出料口直接输送至传输带,传输带两侧设置挡板进行限位,因此本装置进料方便,省力,能够有效的节约人工;
[0014]
第二:缺口下方设置过滤桶,过滤桶内设置至少两层过滤网,对切割产生的金属碎屑进行过滤,清理时将过滤网从清渣口将过滤网拿出,冲洗清理,重复使用;此种方式结构灵活、更换过滤网简单,并且可以根据金属碎屑的大小,选择孔径合适的过滤网,无需使用驱动电机,节约能耗,节约成本。
附图说明
[0015]
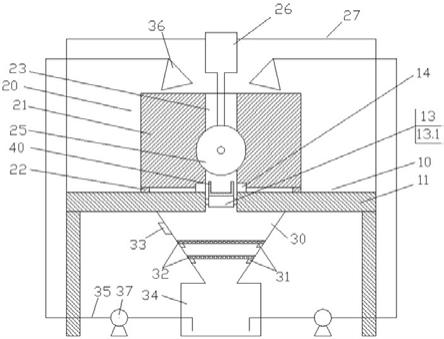
图1为本实用新型结构示意图。
[0016]
图2为本实用新型俯视图。
[0017]
图中:10是传输单元、11是切割平台、12是缺口、13是传输带、13.1是传输辊、14是挡板、20是切割单元、21是固定板、22是支脚、23是滑槽、24是滑块、25是切割轮、26是液压缸、27是支架、30是过滤桶、31是支撑条、32是过滤网、33是清渣口、34是循环水箱、35是循环水管、36是喷淋头、37是循环泵、40是冷弯型材。
具体实施方式
[0018]
下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0019]
一种冷弯型材自动切割装置,包括传输单元(10)和切割单元(20);所述传输单元(10)包括切割平台(11),所述切割平台(11)中心设置条状缺口(12)和传输带(13),所述缺口(12)与传输带(13)垂直;所述传输带(13)由若干传输辊(13.1)组成,所述传输辊(13.1)两端与切割平台(11)之间可转动连接;所述传输带(13)两侧还设置挡板(14);所述切割单元(20)包括固定板(21),所述固定板(21)底部两端设置支脚(22),所述支脚(22)由螺栓固定连接在缺口(12)的两端,所述固定板(22)侧面设置垂直滑槽(23),所述滑槽(23)内嵌入可沿滑槽(23)上下移动的滑块(24),所述滑块(24)的前端设置切割轮(25),滑块(24)顶部与液压缸(26)的伸缩杆连接,所述液压缸(26)顶部与支架(27)连接,所述支架(27)两侧与切割平台(11)连接。
[0020]
作为优选,所述缺口(12)下方设置锥形过滤桶(30),所述过滤桶(30)顶部与切割平台(11)底面连接,所述过滤桶(30)内壁设置环形支撑条(31),所述支撑条(31)上设置过滤网(32)。
[0021]
作为优选,所述过滤网(32)至少设置两层,从上至下过滤网(32)上过滤孔的孔径逐渐减小;最上层过滤网(32)上方的过滤桶(30)侧壁设置清渣口(33)。
[0022]
作为优选,所述过滤桶(30)底部设置循环水箱(34),所述循环水箱(34)侧壁设置循环水管(35),所述循环水管(35)的端部设置喷淋头(36),所述喷淋头(36)位于切割轮(25)的上方,所述循环水管(35)上设置循环泵(37)。
[0023]
作为优选,所述传输带(13)的宽度略宽于冷弯型材(40)的宽度。
[0024]
作为优选,所述挡板(14)的高度略低于冷弯型材(40)的高度。
[0025]
本装置工作原理:
[0026]
将传输带(13)对准前期冷弯装置的出料口,完成冷弯定型的型材可以顺着出料口直接输送至传输带(13),传输带(13)两侧设置挡板(14)进行限位,当冷弯型材(40)输送至缺口(12)的位置,可以根据长度需要进行切割,切割时打开控制切割轮(25)的马达(此为现有技术),切割轮(25)开始工作,液压缸(26)控制滑块(24)向下移动,即控制切割轮(25)向
下移动进行切割,切割完成后液压缸(26 )控制切割轮(25)归位。
[0027]
所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1