一种等离子切割设备引弧装置的制作方法
[0001]
本实用新型涉及一种焊接切割领域的加工设备,特别是涉及一种等离子切割引弧装置。
背景技术:
[0002]
在等离子切割机行业中,目前使用的等离子切割设备的引弧装置通常还带有转移弧装置,特别是大电流的等离子切割应用中。转移弧是指电极与喷嘴之间引燃的电弧,当割炬接近工件,电弧转移至电极与工件之间燃烧。
[0003]
由于转移弧在割炬的喷嘴与电极之间燃烧并产生热量,因此转移弧的应用直接影响喷嘴的使用寿命。目前的等离子切割设备中,弧转移电流较小时,喷嘴使用寿命得到兼顾,但电弧转移的成功率不高;为保证电弧转移的成功率,转移弧的电流设置较大,导致转移弧的电流对喷嘴的使用寿命影响较大。
[0004]
此外,等离子切割设备应用的引弧装置均是高频高压引弧,高频高压引弧在技术上虽然具有较高的引弧成功率,但不可避免会因高频高压带来严重的电磁干扰,导致在对一些电磁干扰要求严格的场合无法应用,例如在自动数控切割领域。
技术实现要素:
[0005]
本实用新型的目的是克服现有技术的不足,提供一种能够降低引弧电流提高喷嘴使用寿命的等离子切割设备引弧装置。
[0006]
本实用新型采用以下技术方案:一种等离子切割设备引弧装置,包括泄压型气阀、控制系统、割炬和转移弧开关,泄压型气阀与割炬通过气管路连接,工作气体经过泄压型气阀达到割炬,控制系统与泄压型气阀连接控制泄压型气阀动作,控制系统与转移弧开关电气连接。
[0007]
进一步,所述割炬为接触引弧式割炬。
[0008]
在输入工作气之前,割炬的电极与喷嘴解除,工作气到达时,电极回抽,电极与喷嘴分开。
[0009]
进一步,还包括油水分离器,油水分离器与泄压型气阀通过气管路连接,工作气体经过油水分离器后到达泄压型气阀。
[0010]
进一步,所述控制系统为单片机系统。
[0011]
所述单片机系统可以包括51单片机或者arm单片机或者pic单片机或者其他的单片机。
[0012]
进一步,还包括转移弧电流检测器和工作回路电流检测器,转移弧电流检测器和工作回路电流检测器分别与控制系统电气导通,转移弧电流检测器和工作回路电流检测器分别将检测到的电流信号反馈控制系统。
[0013]
所述转移弧电流检测器、工作回路电流检测器可以是各种检测电流的传感器或者传感电路,具体的,可以是霍尔传感器或者电流互感器电流。
[0014]
进一步,所述转移弧开关包括igbt。
[0015]
进一步,所述转移弧电流检测器为霍尔电流传感器,所述工作回路电流检测器为霍尔电流传感器。
[0016]
本实用新型的有益效果:本实用新型使用了泄压型气阀,通过控制系统对泄压型气阀的控制,配合等离子切割设备引弧的时序,能够在保证引弧以及转移电弧成功率的同时有效降低等离子切割设备的引弧电流,延长割炬喷嘴的使用寿命。
[0017]
进一步的,使用接触引弧式割炬通过接触短路引弧,保证引弧的高可靠性,同时还可以避免高频高压引弧的电磁污染。
[0018]
进一步的,油水分离器能够有效去除工作气体中的油、水等杂质,保证气体的纯度,提高切割的质量。
[0019]
进一步的,单片机已在各个领域得到广泛的应用,易于获得,成本低,且可靠性好。
[0020]
进一步的,转移弧电流检测器和工作回路电流检测器能够实时监测转移弧电流和工作回路电流,给控制系统提供反馈信号,便于控制系统提高动态调整的适应性,提高设备的使用舒适度。
[0021]
进一步的,igbt具有低功耗、快速响应、高可靠性的特点,igbt的使用具有可靠性好、绿色环保的特点,此外igbt具有更高的耐压裕量。
[0022]
进一步的,霍尔电流传感器已得到广泛应用,具有易于获得,成本低廉且可靠性好的特点。
附图说明
[0023]
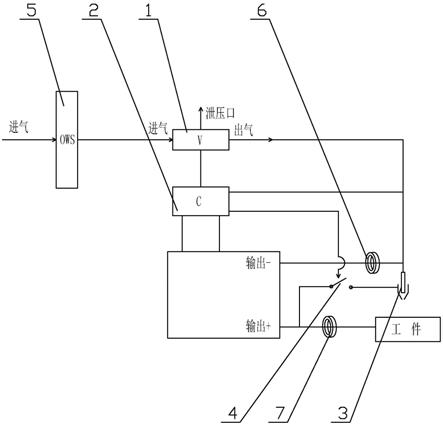
图1是本实用新型的结构示意图;
[0024]
图2是本实用新型的控制系统的一种具体应用的时序图。
具体实施方式
[0025]
以下结合附图对本实用新型的具体实施例做详细说明。
[0026]
如图1为本实用新型等离子切割设备引弧装置的一种实施例的结构示意图。如图1所示,该实施例包括泄压型气阀1、控制系统2、割炬3和转移弧开关4,泄压型气阀1与割炬3通过气管路连接,工作气体经过泄压型气阀1达到割炬3,控制系统2与泄压型气阀1连接控制泄压型气阀1动作,控制系统2与转移弧开关4电气连接。
[0027]
本实施例可应用于等离子切割设备。如图1所示,当操作人员按下割炬开关,控制系统2开始响应,控制系统2输出信号并驱动泄压型气阀1打开泄压阀泄压,此时,经过泄压型气阀1的工作气体一部分经过泄压阀分流至管路外侧,气管路内的工作气体压力降低;泄压型气阀1打开泄压阀后,控制系统2控制转移弧开关4导通,使得割炬3内的电极与喷嘴之间产生电弧,工作气在电弧作用下电离形成等离子弧。
[0028]
作为一种具体的实施方式,割炬3内部的电极与喷嘴产生的电弧方式可以是传统的非接触起弧,也可以是接触起弧。传统的非接触起弧是采用高频高压的方式在电极和喷嘴之间产生电弧。
[0029]
本实施例在使用时,按下割炬3开关,泄压型气阀1打开,工作气体压力降低,割炬3的起弧电压降低,起弧电流降低。起弧电压、电流降低,有助于减小转移弧对割炬3喷嘴的影
响,延迟喷嘴的寿命。
[0030]
进一步,作为一种具体的实施方式,所述割炬3位接触引弧式割炬。接触引弧式割炬是指割炬的电极与喷嘴解除产生电弧,割炬的电极与喷嘴在产生电弧后分开,形成一定长度的电弧。
[0031]
作为一种具体的实施方式,接触引弧式割炬在通工作气前割炬3的电极和喷嘴接触,在割炬3通工作气的瞬间,转移弧开关4导通,电极和喷嘴短路形成电流,在工作气压力的作用下,电极回抽,电极与喷嘴之间形成间隙,电极与喷嘴之间形成稳定的等离子弧。
[0032]
图2是本实施例在接触引弧式等离子切割设备中应用的一个时序图。如图2所示,本实施例在应用时,分为五个阶段,依次分别为准备阶段、引弧过程、维弧过程、切割过程、结束阶段,控制系统2按相应的时序输出相应的控制型号。
[0033]
准备阶段在引弧过程之前,工作气体已开始向等离子切割设备供气,具体其工作气体的气压可以是0.5mpa;当按下割炬3开关时,引弧过程开始,控制系统2首先闭合转移弧开关4,同时给泄压型气阀1开通信号,泄压型气阀1短时间通过泄压阀降低气路气压,作为一种具体的实施方式,泄压型气阀1打开泄压阀的时间为毫秒级,可以是几十毫秒;此时,割炬3的电极与喷嘴保持闭合状态,同时系统控制2输出信号,等离子切割设备输出转移弧电流,在电极和喷嘴上形成短路电流。泄压型气阀1的泄压阀关闭,泄压型气阀1立即向割炬3输出工作气体,当割炬3内的电极与喷嘴处的气压恢复至一个设定值时,割炬3的电极在工作气体的作用下回抽,在电极与喷嘴之间形成间隙。具体的,电极与喷嘴分离所需的气体压力可以设定为0.3mpa左右;此时,由于电极与喷嘴的分离,等离子切割设备输出的电压增大,具体的,割炬3短路起弧时,等离子切割设备的输出电压小于10v;电极与喷嘴分离后,等离子切割设备的输出电压增大,具体的,可以是130v,此时等离子切割设备的输出电压远小于设定的拐点电压。输出电压小于拐点电压,则等离子切割设备的输出电流变化不大,处于陡降特性的等离子设备的恒流段。
[0034]
电极与喷嘴之间引弧后,进入维护过程,由于此时等离子切割设备的输出电压低于设定的拐点电压,转移弧电流在此过程中具备良好的动态裕量。此时,即使发生工作气体压力变动,导致转移弧的电弧电压发生变化,具体的可以使工作气体压力变化导致电极的回抽量变化,但仍可保持恒流输出不变。
[0035]
割炬3接近工件,此时电极与工件之间形成回路,电弧向工件转移。开始时,电极与喷嘴之间的电弧向电极与工件之间转移分流,导致转移弧电流下降;由于电弧从电极与喷嘴之间转移到电极与工件之间,电弧长度变长,电弧电压升高,输出电压升高。由于输出电压远低于设定的拐点电压,此时还能保证设备电流的稳定输出,而不会产生断弧、熄弧情况的发生。随后电极与工件之间建立稳定的电弧,形成电流,控制系统2输出信号提高转移弧电流,同时关闭转移弧开关。转移弧开关断开后,将控制系统3将输出电流给定调至预置的切割电流,此时输出电流将完全从电极流到工件形成通路,喷嘴将不再构成通路,从而实现转移弧电流到主弧电流的过渡,开始正常切割,进入切割过程。
[0036]
切割结束后,松开割炬3开关,控制系统2输出信号,等离子弧熄灭,同时等离子切割设备的输出电压和输出电流归零,泄压型气阀1继续向割炬3送气并延迟停止送气,随后电极与喷嘴再次闭合。
[0037]
本实施例在具体应用时,可将转移弧的维护电流降低至10~15a,相比通常等离子
切割设备20~30a的维护电流,本实施例可将维护电流降低50%,同时保证电弧的成功转移;且设备的拐点电压可以达到200v以上,保证设备的输出电流的稳定,进一步保障电弧转移的成功率,作为一种具体实施方式,拐点电压设定为200v。
[0038]
作为一种具体实施方式,所述转移弧开关4包括igbt,采用igbt作为开关具备较高的耐压裕量,辅加散热器后,将比常规接触器具备更长的使用寿命。
[0039]
进一步,本实施例还包括油水分离器5。所述油水分离器5设置在泄压型气阀1的前面,工作气体经过油水分离器5后到达泄压型气阀1。
[0040]
作为一种具体的实施方式,等离子切割设备的工作气体经过气体加压装置加压是一种常规手段,气体在经过加压装置时,往往会收到机器设备的影响,混杂入一些油气、水汽杂质,从而导致气体品质下降,进一步影响等离子切割的质量。油水分离器5的设置能够出去工作气体中的油气、水汽杂质,提高工作气体纯度,保证等离子切割的质量。
[0041]
进一步,本实施例的控制系统2为单片机系统。具体单片机可以51单片机或者arm单片机或者pic单片机或者其他的单片机。
[0042]
作为一种具体的实施方式,单片机在装备制造业已得到大量且广泛的应用,单片机系统不仅可按要求编制程序,还具有可靠、元件易获得、成本低等优势。
[0043]
进一步,还包括转移弧电流检测器6和工作回路电流检测器7,控制系统2分别与转移弧电流检测器6和工作回路电流检测器7电气导通,控制系统2直接或者间接收到转移弧电流检测器6、工作回路电流检测器7检测并发送的电流检测信号并做相应调整。
[0044]
作为一种具体的实施方式,所述转移弧电流检测器6为霍尔电流传感器,所述工作回路电流检测器7为霍尔电流传感器。转移弧电流检测器6用于采样等离子电弧电流信号输送至控制系统2,在电弧引弧后且完全转移至工件之前进行检测工作。工作回路电流检测器7在电弧完全转移至工件之后进行采样工作。
[0045]
以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1