高速钢镀层螺旋槽丝锥的制作方法
1.本实用新型属于螺纹加工领域,尤其涉及一种高速钢镀层螺旋槽丝锥。
背景技术:
2.丝锥是一种加工内螺纹的工具,沿轴向开有沟槽。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。
3.普通丝锥加工螺纹铁屑容易粘在被加工螺纹上,造成螺纹光洁度下降,严重的话会拉伤螺纹,影响螺纹精度,所以切削速度不能太快,否则铁屑卡在螺纹里,会造成丝锥断裂,如果加工盲孔螺纹则更容易将铁屑堵在螺纹孔内,引起丝锥断裂。
4.螺旋槽丝锥多是用于加工盲孔的内螺纹,在高速切削过程中,需要对丝锥持续喷切削液进行冷却,现有的切削液多是从外部向丝锥及底孔喷射,对于底孔内部的丝锥加工段的冷却效果不佳。
技术实现要素:
5.本实用新型提供一种高速钢镀层螺旋槽丝锥,调整排削槽的形状,增加芯轴的直径,提高丝锥抗扭性能,避免丝锥断裂。
6.本实用新型提供一种高速钢镀层螺旋槽丝锥,外表进行镀氮化钛工艺形成氮化钛镀层,提高丝锥表面硬度,使得丝锥的红硬性和耐磨性均增加,同时提高排削槽表面光洁度,减少切削料排出摩擦力。
7.本实用新型的具体技术方案为:一种高速钢镀层螺旋槽丝锥,包括丝锥体,丝锥体前部设置有切削螺纹和右旋的排削槽,丝锥体前部外表进行镀氮化钛工艺并形成氮化钛镀层,镀层厚度控制在2μm以上,切削螺纹表面的硬度达到hrc75以上;排削槽的径向截面呈弧形,该弧形是由三椭圆曲线顺滑过渡连接而成,丝锥芯轴的直径为排削槽中间椭圆曲线的内切圆直径;排削槽表面经铣沟和磨沟加工而成,排削槽表面为ra3.2μm。
8.丝锥采用右旋的排削槽,这样切削产生的切削废料通过后排的方式排出,使得丝锥可以进行盲孔加工,丝锥表面进行镀氮化钛工艺,从而提高丝锥表面硬度,尤其是丝锥的切削螺纹的表面硬度达到hrc75以上,提高丝锥的红硬性和耐磨性;排削槽的形状是由三椭圆曲线顺滑过渡连接而成的弧形状,而且芯轴的直径为排削槽中间椭圆曲线的内切圆直径,使得丝锥芯轴具有较大的直径,从而提高丝锥抗扭性能,避免丝锥在螺纹加工时出现断裂;排削槽表面经过磨沟加工之后,排削槽的表面光洁度达到ra3.2μm,从而减少切削废料在排出时的移动阻力,使得切削废料顺利排出,避免切削废料断裂残留在排削槽内,影响螺纹加工的精度。
9.进一步优选,排削槽的开口宽度保持一致,排削槽内部的最大宽度为变化结构,处于丝锥前端的排削槽的最大宽度小,处于切削螺纹末纹的排削槽的最大宽度最大;排削槽的径向深度保持一致。随着螺纹加工深度的增加,切削废料长度逐渐增大,排削槽的开口端
部保持一致,排削槽的径向截面面积逐渐增大,这样使得排削顺畅。
10.进一步优选,排削槽共三个,三个排削槽相对丝锥的轴线对称设置;每一个排削槽的中间的椭圆曲线从排削槽的前端至末端保持一致,另两个椭圆曲线的长轴逐渐增大,且短轴始终与丝锥芯轴内切圆相切。椭圆的短轴与丝锥芯轴内切圆相切,保证丝锥芯轴的直径不变,从而避免丝锥在加工螺纹时发生断裂。
11.进一步优选,丝锥的前端设置有两道无效纹,丝锥的尾端设置有截面呈方形的夹头。无效纹的数量少,在加工盲孔螺纹时,使得有效螺纹的数量增加。
12.进一步优选,丝锥的轴线处设置冷却液通孔,冷却液通孔的前端封闭,丝锥前端设置径向孔,径向孔连通轴心的冷却液通孔。冷却液通孔用于通入切削冷却液,并从径向孔喷出,对丝锥进行冷却,冷却液进入到加工部位,还能带出切削末,随着丝锥的加工深度增加,冷却液喷出的位置逐渐伸入到底孔底部。
13.进一步优选,径向孔的出口方向处于排削槽的槽底位置。
14.进一步优选,径向孔为三道。
15.本实用新型的有益效果是:丝锥采用右旋的排削槽,这样切削产生的切削废料通过后排的方式排出,使得丝锥可以进行盲孔加工,丝锥表面进行镀氮化钛工艺,从而提高丝锥表面硬度,尤其是丝锥的切削螺纹的表面硬度达到hrc75以上,提高丝锥的红硬性和耐磨性;排削槽的形状是由三椭圆曲线顺滑过渡连接而成的弧形状,而且芯轴的直径为排削槽中间椭圆曲线的内切圆直径,使得丝锥芯轴具有较大的直径,从而提高丝锥抗扭性能,避免丝锥在螺纹加工时出现断裂;排削槽表面经过磨沟加工之后,排削槽的表面光洁度达到ra3.2μm,从而减少切削废料在排出时的移动阻力,使得切削废料顺利排出,避免切削废料断裂残留在排削槽内,影响螺纹加工的精度。
附图说明
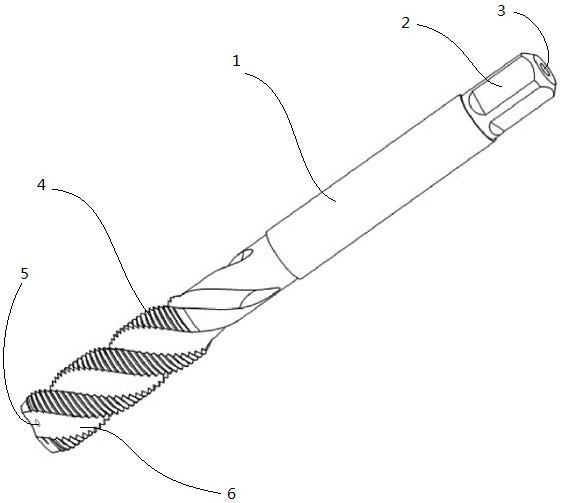
16.图1是本实用新型一种结构示意图;
17.图2是本实用新型一种径向剖视图;
18.图3是本实用新型一种轴向剖视图;
19.图中:1、丝锥体,2、夹头,3、冷却液通孔,4、切削螺纹,5、径向孔,6、排削槽,7、排削槽表面,8、内切圆,9、短轴。
具体实施方式
20.下面通过具体实施例,并结合附图对本实用新型作进一步的描述。
21.实施例:
22.如图1图2图3所示,一种高速钢镀层螺旋槽丝锥,包括丝锥体1,丝锥体前部设置有切削螺纹4和右旋的排削槽6,丝锥体前部外表进行镀氮化钛工艺并形成氮化钛镀层,镀层厚度控制在2μm以上,切削螺纹表面的硬度达到hrc75以上。排削槽的径向截面呈弧形,该弧形是由三椭圆曲线顺滑过渡连接而成,丝锥芯轴的直径为排削槽中间椭圆曲线的内切圆8直径。排削槽表面7经铣沟和磨沟加工而成,排削槽表面为ra3.2μm。丝锥的前端设置有两道无效纹,丝锥的尾端设置有截面呈方形的夹头2。
23.排削槽的开口宽度保持一致,排削槽内部的最大宽度为变化结构,处于丝锥前端
的排削槽的最大宽度小,处于切削螺纹末纹的排削槽的最大宽度最大,排削槽的径向深度保持一致。排削槽共三个,三个排削槽相对丝锥的轴线对称设置。每一个排削槽的中间的椭圆曲线从排削槽的前端至末端保持一致,另两个椭圆曲线的长轴逐渐增大,且短轴9始终与丝锥芯轴内切圆相切。
24.丝锥的轴线处设置有圆形的冷却液通孔3,冷却液通孔的前端封闭,丝锥前端设置径向孔5,径向孔连通轴心的冷却液通孔。径向孔为三道,径向孔的出口方向处于排削槽的槽底位置。
25.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制,凡是根据本实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效变换,均仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1