一种机床零件定位夹具机构的制作方法
1.本实用新型涉及机床自动化加工技术领域,特别涉及一种机床零件定位夹具机构。
背景技术:
2.在现有的机床零件加工过程中,零件的定位一般采用固定形状的模板依靠人工放置亦或是采用专门定位机构进行零件的定位,现有的定位方式需要根据产品选择相应的定位机构,无法适应如今工厂小批量多元化的趋势,并且容易出现定位不到位或零件变形等情况,从而导致加工效率低,因此有必要设计一种适应不同大小零件的定位夹具机构以保证零件的加工精度、增加机床加工自动化的柔性化程度。
技术实现要素:
3.本实用新型的目的是提供一种机床零件定位夹具机构。
4.本实用新型要解决的是现有机床零件加工的定位方式或定位机构容易导致定位不到位、容易出现变形且局限性高进而效率低的问题。
5.为实现本实用新型的目的,本实用新型采用的技术方案是:
6.一种机床零件定位夹具机构,包括底座,所述底座上设有用于放置零件的零件支撑块、用于夹紧零件横向两端的第一夹紧组件和用于夹紧零件纵向两端的第二夹紧组件,所述第一夹紧组件的夹紧端设有与零件侧面滚动配合的滚轮组件。
7.优选的,所述底座上设有支撑座,所述支撑座上设有支撑板,所述支撑座包括两个且设置在所述第二夹紧组件两侧,所述支撑板通过所述支撑座架设在所述第二夹紧组件的夹紧端之间,所述第一夹紧组件设置在所述支撑板上。
8.优选的,所述滚轮组件包括轴承固定板、设置在所述轴承固定板上的轴承和套设在所述轴承中的滚轮,所述轴承固定板固定设置在所述第一夹紧组件的夹紧端上。
9.优选的,所述底座设有t型槽,所述第二夹紧组件与所述支撑座固定设置在所述t型槽中。
10.优选的,所述第一夹紧组件与所述支撑板之间设有定位调节组件,所述定位调节组件为丝杆滑台,所述丝杆滑台固定设置在所述支撑板上,所述丝杆滑台连接所述第一夹紧组件底部。
11.优选的,所述第一夹紧组件包括双推气缸和用于固定安装所述双推气缸的气缸底座,所述气缸底座连接所述丝杆滑台。
12.优选的,所述零件支撑块固定设置在所述气缸底座上,所述零件支撑块包括两个,且分别设置在所述双推气缸两端。
13.优选的,所述第二夹紧组件为液压虎钳。
14.本实用新型的一种机床零件定位夹具机构的有益效果如下:
15.1、本实用新型本实用新型结构简单,无需人工,先通过双推气缸夹紧零件横向两
端,再通过液压虎钳推动零件并在滚轮组件的配合下夹紧零件的纵向两端的方式不易破坏零件,能够实现了机床零件加工前的精确定位,并且能够适用于多种不同尺寸的零件定位,保证机床零件加工的柔性化,提高加工效率。
16.2、本实用新型双推气缸底部设有定位调节组件,能够根据零件类对双推气缸的位置进行调整进而对定位范围进行调整,保证零件最大尺寸落在液压虎钳的夹紧范围,保证零件加工的精确定位。
附图说明
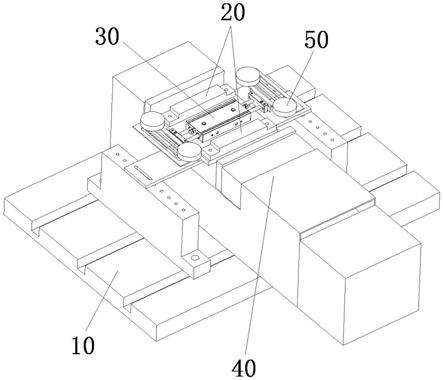
17.图1:本实用新型的整体结构示意图;
18.图2:本实用新型的局部结构分解示意图;
19.图3:本实用新型的局部结构正视图;
20.图中:10、底座;11、支撑座;12、支撑板;20、零件支撑块;30、第一夹紧组件;31、气缸底座;40、第二夹紧组件;50、滚轮组件;51、轴承固定板;52、轴承;53、滚轮;60、定位调节组件。
具体实施方式
21.现有机床零件加工的定位方式或定位机构容易导致定位不到位、容易出现变形且局限性高进而效率低的问题。所以本实用新型提出新的方案,为更加清楚的表示,下面结合附图对本实用新型做详细的说明。
22.参见图1
‑
3,一种机床零件自动定位夹具机构,包括底座10,所述底座10上设有用于放置零件的零件支撑块20、用于夹紧零件横向两端的第一夹紧组件30和用于夹紧零件纵向两端的第二夹紧组件40,所述第一夹紧组件30与所述第二夹紧组件40交错设置,所述第一夹紧组件30的夹紧端设有与零件侧面滚动配合的滚轮组件50。
23.所述底座10上设有支撑座11,所述支撑座11上设有支撑板12,所述支撑座11包括两个且设置在所述第二夹紧组件40两侧,所述支撑板12通过所述支撑座11架设在所述第二夹紧组件40的夹紧端之间,所述第一夹紧组件30设置在所述支撑板12上。
24.所述滚轮组件50包括轴承固定板51、设置在所述轴承固定板51上的轴承52和套设在所述轴承中的滚轮53,所述轴承固定板51固定设置在所述第一夹紧组件30两侧的夹紧端上,两侧夹紧端上的轴承52与滚轮53均设置两组,分别设置在所述轴承固定板51两侧,能够有效保证零件在二次固定时滚动的稳定性。
25.本实施例所述底座10设有t型槽(未标注),所述第二夹紧组件40与所述支撑座11固定设置在所述t型槽中。
26.所述第一夹紧组件30与所述支撑板12之间设有定位调节组件60,所述定位调节组件60为丝杆滑台,所述丝杆滑台固定设置在所述支撑板12上,所述丝杆滑台连接所述第一夹紧组件30底部。
27.所述定位调节组件60能够根据零件类对双推气缸的位置进行调整进而对定位范围进行调整,保证零件最大尺寸落在液压虎钳的夹紧范围,保证零件加工的精确定位。
28.所述第一夹紧组件30包括双推气缸和用于固定安装所述双推气缸的气缸底座31,所述气缸底座31固定设置在所述丝杆滑台的活动块上。
29.所述零件支撑块20固定设置在所述气缸底座31上,所述零件支撑块20包括两个,且分别设置在所述双推气缸两端。
30.本实施例中所述第二夹紧组件40为液压虎钳。
31.本实施例中所述双推气缸、所述丝杆滑台与所述液压虎钳均通过plc(可编程逻辑控制器)进行控制,实现自动定位,提高加工效率。
32.本实用新型的简要工作流程如下:
33.1、通过定位调节组件60调整第一夹紧组件30的位置进而对定位范围进行调整。
34.2、零件到达定位夹具位置,置于零件支撑块20上,第一夹紧组件30即双推气缸驱动伸缩端缩回,使两侧滚轮53在其带动下向中间位置移动进而使零件横向压紧定位。
35.3、零件横向定位后,第二夹紧组件40即液压虎钳推动零件,并在滚轮53的滚动配合下进行纵向的压紧定位,夹紧后,第一夹紧组件30即双推杆气缸松开并回归原位。
36.4、零件加工完成后,第二夹紧组件40回位,即完成整个过程。
37.5、重复上述步骤,对零件进行批量化生产。
38.本实用新型机床能够广泛应用于自动化加工技术领域,能够实现了机床零件加工前的精确定位,并且不易破坏零件,同时能够适用于多种不同尺寸的零件定位,保证机床零件加工的柔性化,提高加工效率。
39.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制,尽管上述实施例对本实用新型进行了具体的说明,相关技术人员应当理解,依然可对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改和等同替换,其均应涵盖在本实用新型的权利要求范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1