一种精度高的模具的制作方法
[0001]
本实用新型特别涉及一种精度高的模具。
背景技术:
[0002]
现有的模具一般都是在尺寸精度上花很大的功夫,但是并没有在如何散热上进行深入研究,从而导致模具在冲压加工时,往往会精度不高。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:为了克服现有技术的不足,提供一种精度高的模具。
[0004]
本实用新型解决其技术问题所采用的技术方案是:一种精度高的模具,包括上模座和下模座,所述上模座设置在下模座的正上方,所述下模座内设有冷却机构,所述冷却机构包括活塞筒、活塞、导流管,所述活塞筒竖向设置,所述活塞位于活塞筒内,所述上模座上设有限位杆,所述限位杆的一端固定在上模座的下端面上,所述限位杆的另一端伸入活塞筒内与活塞连接,所述导流管为s形,所述导流管与活塞筒连通,所述导流管与活塞筒的连接处设有单向阀,所述活塞筒的与导流管连通的空腔通过水管与外部连通,所述水管与活塞筒的连接处设有单向阀,所述活塞筒与导流管连通的空腔和限位杆分别位于活塞的两侧,所述导流管的一端与活塞筒连通,导流管的另一端与外部连通。
[0005]
作为优选,所述下模座上设有限位孔,所述限位孔位于活塞筒的上方,所述限位杆穿过限位孔与活塞连接。
[0006]
本实用新型的有益效果是,该精度高的模具通过限位杆的限位作用,在合模时能够提高合模精度,并且在限位杆下压的过程中,能够向下模座内推送冷却水,在合模时,冷却水流经下模座实现对下模座的冷却降温,从而提高模具的合模精度。
附图说明
[0007]
下面结合附图和实施例对本实用新型进一步说明。
[0008]
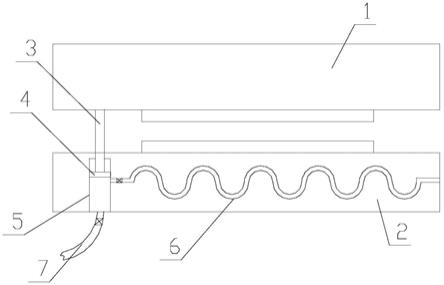
图1是本实用新型的精度高的模具的结构示意图;
[0009]
图中:1.上模座,2.下模座,3.限位杆,4.活塞,5.活塞筒,6.导流管,7.水管。
具体实施方式
[0010]
现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
[0011]
如图1所示,一种精度高的模具,包括上模座1和下模座2,所述上模座1设置在下模座2的正上方,所述下模座2内设有冷却机构,所述冷却机构包括活塞筒5、活塞4、导流管6,所述活塞筒5竖向设置,所述活塞4位于活塞筒5内,所述上模座1上设有限位杆3,所述限位杆3的一端固定在上模座1的下端面上,所述限位杆3的另一端伸入活塞筒5内与活塞4连接,
所述导流管6为s形,所述导流管6与活塞筒5连通,所述导流管6与活塞筒5的连接处设有单向阀,所述活塞筒5的与导流管6连通的空腔通过水管7与外部连通,所述水管7与活塞筒5的连接处设有单向阀,所述活塞筒5与导流管6连通的空腔和限位杆3分别位于活塞4的两侧,所述导流管6的一端与活塞筒5连通,导流管6的另一端与外部连通。
[0012]
作为优选,所述下模座2上设有限位孔,所述限位孔位于活塞筒5的上方,所述限位杆3穿过限位孔与活塞4连接。
[0013]
在初次合模时,活塞筒5内是有冷却水的,限位杆3向下推动活塞4下压,从而将活塞筒5内的冷却水压入导流管6内,经由导流管6流出,在流出的过程中,可以带走合模时发出的热量,加速散热,开模时,限位杆3拉动活塞4向上移动,由于单向阀的作用,此时导流管6上的单向阀关闭,而水管7上的单向阀导通,则外部的冷却水由水管7进入到活塞筒5内,以备下一次合模时使用,而在合模时,实际上,导流管6的单向阀是处于导通状态,而水管7的单向阀处于关闭状态。
[0014]
与现有技术相比,该精度高的模具通过限位杆3的限位作用,在合模时能够提高合模精度,并且在限位杆3下压的过程中,能够向下模座2内推送冷却水,在合模时,冷却水流经下模座2实现对下模座2的冷却降温,从而提高模具的合模精度。
[0015]
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1