一种滤波器生产加工工作台的制作方法
1.本实用新型涉及滤波器生产加工装置领域,尤其涉及的是一种滤波器生产加工工作台。
背景技术:
2.安装箱体时滤波器的主要功能部件,在滤波器加工生产过程中,经常需要在金属板上开设排风孔,通过排风孔排风散发热量。金属板上开设排风孔后,通过后续折边操作形成能够装配滤波器电路板的安装箱体。
3.现有技术公开的开孔设备,采用的方式多为转孔机在金属板上进行开孔,该方式的弊端在于,在金属板上一次性只能开孔一个通孔,不仅工作效率低下,且开孔过程中,操作人员无法定位金属板,经常造成开孔错位。
技术实现要素:
4.本实用新型所要解决的技术问题在于提供了一种滤波器生产加工工作台。
5.本实用新型是通过以下技术方案解决上述技术问题的:
6.一种滤波器生产加工工作台,包括冲压开孔组件;
7.所述冲压开孔组件包括底部模具板,所述底部模具板顶部的前、后两侧均开设有若干个冲压槽;
8.所述冲压开孔组件还包括滑动连接在底部模具板顶部上方的顶部模具板,所述顶部模具板的底部固定连接有若干个与冲压槽配合的冲头凸起;
9.所述顶部模具板的顶部固定连接有若干个前、后间隔设置的气缸;
10.所述气缸的缸筒固定连接有安装定位组件;
11.所述底部模具板的前、后侧壁均滑动连接有若干个左、右间隔设置的挤压定位组件;
12.所述挤压定位组件前后对称分布在挤压定位组件上。
13.优选地,所述挤压定位组件均包括滑动连接在底部模具板上的挤压板,所述挤压板均固定连接有挤压气缸。
14.优选地,所述底部模具板的前后侧壁均固定连接有c形安装板,所述c形安装板的左右端固定连接在底部模具板上;
15.所述挤压气缸的缸筒固定连接在c形安装板上。
16.优选地,所述底部模具板与顶部模具板的左、右两端之间通过若干个前后间隔设置的滑动件滑动连接。
17.优选地,所述滑动件均包括固定连接在底部模具板顶部的滑动柱;
18.所述滑动柱上套接有弹簧,所述弹簧的底部固定连接在底部模具板的顶部;
19.所述弹簧的顶部固定连接在顶部模具板的底部。
20.优选地,所述安装定位组件包括若干个左右间隔设置的横向安装条板,所述横向
安装条板的前后端均通过螺栓安装在气缸的缸筒上。
21.优选地,所述横向安装条板之间固定连接有纵向安装横梁。
22.优选地,所述顶部模具板顶部的前后侧均螺纹连接有定位条板,所述定位条板螺纹连接在顶部模具板上;
23.所述气缸的活塞杆固定连接在定位条板的顶部。
24.本实用新型相比现有技术具有以下优点:
25.本实用新型公开一种滤波器生产加工工作台,包括冲压开孔组件;所述冲压开孔组件包括底部模具板,所述底部模具板顶部的前、后两侧均开设有若干个冲压槽;所述冲压开孔组件还包括滑动连接在底部模具板顶部上方的顶部模具板,所述顶部模具板的底部固定连接有若干个与冲压槽配合的冲头凸起;顶部模具板的顶部固定连接有若干个前、后间隔设置的气缸;气缸的缸筒固定连接有安装定位组件;底部模具板的前、后侧壁均滑动连接有若干个左、右间隔设置的挤压定位组件;挤压定位组件前后对称分布在挤压定位组件上。
26.采用上述装置部件设计,不仅能够快速有效的在金属板上进行开孔操作,且上述装置部件设计能够有效的将金属板定位,避免了在加工过程中发生错位开孔的技术缺陷。
附图说明
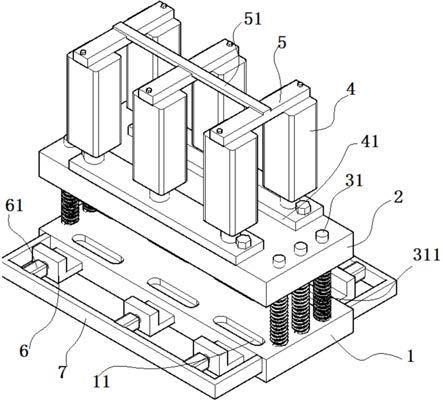
27.图1是本实用新型实施例的整体结构示意图;
28.图2是本实用新型实施例图1中另一种视角下的结构示意图;
29.图3是本实用新型实施例图1中的右视图;
30.图4是本实用新型实施例图1中的前视图;
31.图5是本实用新型实施例图1中的俯视图。
具体实施方式
32.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
33.如图1-5所示,一种滤波器生产加工工作台,包括冲压开孔组件;冲压开孔组件包括底部模具板1,所述底部模具板1顶部的前、后两侧均开设有若干个冲压槽11;所述冲压开孔组件还包括滑动连接在底部模具板1顶部上方的顶部模具板2,所述顶部模具板2的底部固定连接有若干个与冲压槽11配合的冲头凸起21。
34.具体而言,底部模具板1与顶部模具板2的左、右两端之间通过若干个前后间隔设置的滑动件滑动连接。滑动件均包括固定连接在底部模具板1顶部的滑动柱31;滑动柱31上套接有弹簧311,所述弹簧311的底部固定连接在底部模具板1的顶部;弹簧311的顶部固定连接在顶部模具板2的底部,弹簧实现顶部模具板2的自动复位
35.同时,在顶部模具板2的顶部固定连接有若干个前、后间隔设置的气缸4;气缸4的缸筒固定连接有安装定位组件。
36.具体而言,安装定位组件包括若干个左右间隔设置的横向安装条板5,所述横向安装条板5的前、后端均通过螺栓安装在气缸4的缸筒上。横向安装条板5之间固定连接有纵向安装横梁51。
37.同时,上述顶部模具板2顶部的前后侧均螺纹连接有定位条板41,所述定位条板41通过螺栓螺纹连接在顶部模具板2上;气缸4的活塞杆固定连接在定位条板41的顶部。
38.同时,为了实现将放置到底部模具板1上的金属板进行挤压定位,上述底部模具板1的前、后侧壁均滑动连接有若干个左、右间隔设置的挤压定位组件;挤压定位组件前后对称分布在挤压定位组件上。
39.挤压定位组件的具体结构如下:
40.挤压定位组件均包括滑动连接在底部模具板1上的挤压板6,所述挤压板6均固定连接有挤压气缸61。底部模具板1的前后侧壁均固定连接有c形安装板7,所述c形安装板7的左右端固定连接在底部模具板1上;挤压气缸61的缸筒固定连接在c形安装板7上。
41.工作过程如下:
42.将需要开孔操作的金属板放置到底部模具板1上,此时,打开气缸4,气缸4驱动顶部模具板2朝下运动,此时,顶部模具板2底部的冲头凸起21冲压在金属板顶部的前后侧,在金属板的顶部进行开孔。
43.同时,打开挤压气缸61,挤压气缸61驱动挤压板6挤压在金属板的前后侧壁上,进而实现定位金属板。
44.采用上述装置部件设计,不仅能够快速有效的在金属板上进行开孔操作,且上述装置部件设计能够有效的将金属板定位,避免了在加工过程中发生错位开孔的技术缺陷。
45.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1