一种高速往复走丝电火花线切割细丝切割自限位导丝器装置的制作方法
[0001]
本发明涉及电火花线切割加工设备领域,具体是一种高速往复走丝电火花线切割细丝切割自限位导丝器装置。
背景技术:
[0002]
电火花线切割是利用工件与电极丝间进行脉冲性电火花放电时产生的瞬时高温对工件材料进行蚀除加工。电火花线切割根据走丝方式和走丝速度的不同可以分为低速单向走丝电火花线切割和高速往复走丝电火花线切割两种形式。低速单向走丝电火花线切割的电极丝多采用黄铜丝,在进行加工时电极丝以0.03m/s-0.2m/s的速度单向运行,电极丝只能使用一次;高速往复走丝电火花线切割是我国的独创,其上的电极丝多采用钼丝,在加工过程中电极丝以10m/s-12m/s的速度高速往复运行,电极丝能够循环往复运行,由于其极高的性价比已被广泛的应用模具、汽车等加工制造领域。
[0003]
高速往复走丝电火花线切割是一个复杂的加工系统,在进行加工时会受很多因素的影响。其中电极丝的状态对加工的影响非常明显,由于电极丝高速往复运行,以下的电极丝的空间位置较传统丝径更难以稳定,抖动将对加工精度和表面粗糙度产生不利影响。为了增强往复走丝电火花线切割细丝加工过程中电极丝的稳定性,需要采用导丝器对电极丝的状态进行控制。目前常用的导丝器的形式主要有两种:红宝石圆孔导丝器和限位棒导丝器。
[0004]
现有的红宝石导丝器和限位棒导丝器虽然能够对电极丝的空间位置进行一定的控制,但是这两种导丝器也存在明显的缺点。限位棒导丝器通过限位棒和上、下导轮对电极丝进行限制,但由于限位棒只能对电极丝在某一方向上进行限制,因此在加工复杂形状的零件时,效果较差。此外,在进行加工时无法控制电极丝在限位棒上的压上量,电极丝与限位棒间的接触包角难以控制,随着加工的进行电极丝会与限位棒间产生磨损使限位棒上产生切缝,使限位效果不佳。红宝石导丝器依靠红宝石圆孔对电极丝的空间位置进行限制,圆孔能够对电极丝在任意方向上进行限制,但随着电极丝与圆孔间相互的摩擦会导致圆孔的直径越来越大,导致限位效果变差,且红宝石限位器圆孔的直径仅比丝径约大0.01mm,加剧了穿丝的难度。且随着丝径的减小,红宝石限位器圆孔的制造难度及成本增大。
[0005]
针对红宝石导丝器和限位棒导丝器所存在的缺点,本发明中提出了一种高速往复走丝电火花线切割细丝切割用的自限位导丝器。自限位导丝器中存在上下两个限位环,通过限位环的限位作用对电极丝的空间位置进行控制。该导丝器的限位孔加工简单,电火花线切割加工时电极丝与自限位导丝器间不直接接触,能够极大减小电极丝与限位器之间的摩擦,减少电极丝的损耗,提高电极丝的使用寿命。本发明中的自限位导丝器采用3d打印快速成型技术加工而成,能够根据不同的加工环境进行快速定制,因此具有适用性强的特点。
技术实现要素:
[0006]
本发明的目的在于克服现有技术的不足,提出一种高速往复走丝自限位导丝器装
置,通过使用该装置能够减少电极丝与限位装置间的摩擦,在对电极丝进行限位的同时可以提高电极丝的使用寿命,且限位痕是根据所用电极丝放电加工而成,提高了该导丝器对不同丝径电极丝的适应性。
[0007]
为实现上述目的,本发明采用下列技术方案:
[0008]
一种高速往复走丝电火花线切割细丝切割自限位导丝器装置,其特征在于,包括依次相连的上自限位装置、钼丝、下自限位装置组成,所述上、下两个自限位装置安装位置对称,结构完全相同,所述限位装置由限位挡片、固定螺母、压紧螺钉、进给螺栓、限位基座等组件组成,所述限位挡片左右位置各一个,限制电极丝的振动,所述固定螺母固定在限位基座上左右位置各一个,所述进给螺栓用于固定和调节限位片在水平方向的位置,所述压紧螺钉用于固定限位片在竖直方向的位置,所述限位基座是自限位导丝器的主体,所述限位挡片、固定螺母、压紧螺钉、进给螺栓均安装在限位基座上。通过使用自限位导丝器装置能够提高加工表面的质量减少因电极丝抖动在工件表面产生的条纹。
[0009]
所述的限位挡片上有限位痕,不同直径的电极丝限位痕不一样,限位痕的加工方式简单、易操作。
[0010]
所述限位装置中的两个限位挡片可以组成上自限位装置的一组限位环,另外两个限位挡片可以组成下自限位装置的一组限位环,l为限位环的间距。
[0011]
所述限位基座采用pla材料通过fdm成型技术3d打印而成,结构简单可以根据实际需要进行快速成形。
[0012]
所述限位基座上含有上、下工作液流道和钼丝运行通道。
[0013]
所述固定螺母与进给螺栓相配合,进给螺栓的末端与限位挡片相接触,在水平方向上对电极丝的位置进行限制。
[0014]
所述限位基座上的工作液流道分为上下两个,下流道为主流道为线切割加工区提供工作液,上流道为辅助流道通过部分工作液对电极丝提供阻尼作用,进一步限制电极丝的抖动。
[0015]
本发明具有如下有益效果:
[0016]
(1)该新型自限位导丝器装置较传统的红宝石圆孔导丝器、限位棒导丝器具有穿丝简单,减小电极丝磨损的优点,可以极大的提高电极丝的使用寿命。
[0017]
(2)通过上下两组限位环对电极丝在任意方向上进行限制,避免了传统限位棒导丝器只能在某一方向上进行限制的缺点,可以减小电极丝在空间位置上的变化,减小电极丝的抖动,从而提高加工的精度和表面质量;
[0018]
(3)该自限位导丝器中由于组成限位环的两个限位挡片不位于同一水平面上,同时限位挡片拆卸方便,克服了传统红宝石限位装置穿丝困难的缺点;
[0019]
(4)该自限位装置上限位挡片的限位痕采用电火花线切割的方法进行加工,加工产生的限位痕宽度能够更好的对电火花线切割的电极丝进行限制,使用该限位装置在进行加工时电极丝与限位痕之间处于一种接触的临界状态,平衡时,间隙为放电间隙的大小,既能够对电极丝的空间位置进行限制同时能够减小电极丝与限位孔间的摩擦作用,可以提高电极丝的使用寿命;
[0020]
(5)该自限位装置能够对不同直径的电极丝进行限制。通过改变加工限位孔的电极丝的直径能够加工出适合不同直径电极丝加工用的自限位导丝器装置,极大的提高了该
导丝器装置的适应性。
附图说明
[0021]
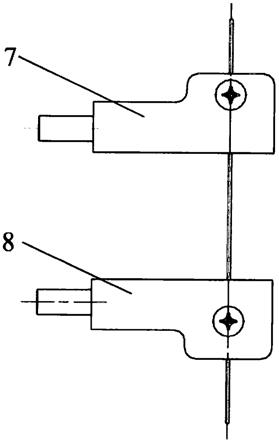
图1为自限位导丝器组装图。
[0022]
图2为自限位导丝器a-a剖视图。
[0023]
图3为自限位导丝器装配图。
[0024]
图4为限位挡片与电极丝间的空间位置图。
[0025]
图中:1-进液通道,2-限位基座,201-固定孔,202-下流道,203-上流道,3-电极丝,4-压紧螺钉,5-进给螺栓,6-限位挡片,601-上自限位装置上限位挡片,602-上自限位装置下限位挡片,603-下自限位装置上限位挡片,604-下自限位装置下限位挡片,7-上自限位装置,8-下自限位装置。
具体实施方式
[0026]
下面结合附图和实施例对本发明作进一步的详细说明。
[0027]
本发明提出一种高速往复走丝电火花线切割细丝切割自限位导丝器装置,如图1和图2所示,自限位导丝器限位基座2采用pla材料通过fdm成型技术打印成形,限位基座2中的固定孔201通过螺钉固定在线切割机床的上、下线臂上;限位基座2内置3d打印成型的下流道202和上流道203,下流道202和上流道203与进液通道1相连。进给螺栓5的末端与限位挡片6相接触,压紧螺钉4轻压于限位挡片6上并与脉冲电源正极相连。沿水平方向进给限位挡片6的同时使用示波器监控极间放电状态直至空载,并通过此方法依次加工其他三个限位挡片,如图3所示,上自限位装置7与下自限位装置8安装位置对称。
[0028]
加工时限位挡片6与电极丝3间的空间位置如图4所示。每组限位环间的两个限位挡片6间的距离为l,本装置中的限位环间隙l对电极丝的低频大幅度振动起到隔离、缓冲作用,并可根据实际加工需求进行调节。
[0029]
对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1