一种铝型材无芯冲模工装的制作方法
1.本实用新型涉及铝型材加工技术领域,具体地说涉及一种铝型材无芯冲模工装。
背景技术:
2.现阶段,铝型材在工业中应用十分广泛,其具有重量轻,有很强的耐腐蚀性能,延展性好等优点。但是由于铝型材材质软,在冲压加工过程中易变形,冲出的产品质量差,所以一般较少采用冲压加工。但是钻头钻孔的机加工方式成本较高,效率不及冲压加工。
技术实现要素:
3.本实用新型提供一种铝型材无芯冲模工装,以解决现有技术存在的铝型材冲孔易变形,冲出的孔质量差,效率低下的问题。
4.为解决上述技术问题,本实用新型提供一种铝型材无芯冲模工装,包括上模板、凸模、冲头、下模板、凹模、导套、导柱、落料板、弹簧,所述凸模固定于上模板,所述冲头安装在凸模上,所述冲头头部为凹弧形状,所述弹簧一端与凸模连接,所述弹簧另一端与落料板连接,所述落料板上设置有供冲头穿过的通孔,所述上模板四角设置有导柱,所述凹模设置在下模板上,所述凹模设置有与凸模上的冲头相配合的通孔,所述下模板的四角设置有导套,所述导套与导柱相配合。
5.还包括有端限位、侧限位,所述侧限位安装在凹模上,所述端限位安装在下模板上,所述端限位位于凹模的一端且其高度比凹模高。
6.所述弹簧内设置有等高螺栓,所述等高螺栓的一端与凸模连接。
7.所述落料板上开设有凹槽。
8.本实用新型带来的有益效果:与现有技术相比,本实用新型的铝型材无芯冲模工装,采用一种凹弧形状的冲头,减小冲孔时冲头对铝型材的冲击力,减少铝型材的变形,冲孔过程中落料板将铝型材稳定压住使冲出的孔的质量得到提高,同时生产效率得到提高,生产成本下降。
附图说明
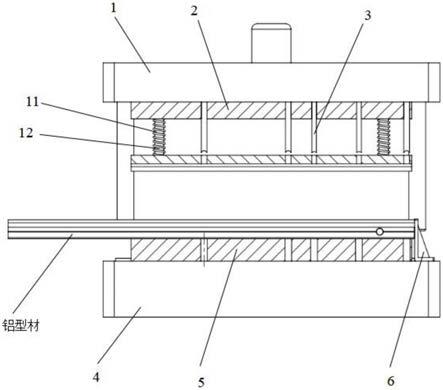
9.图1是根据本实用新型实施例的铝型材无芯冲模工装的结构示意主视图
10.图2是根据本实用新型实施例的铝型材无芯冲模工装的结构示意右视图
11.其中,1-上模板,2-凸模,3-冲头,4-下模板,5-凹模,6-端限位,7-导套,8-侧限位,9-导柱,10-落料板,11-弹簧,12-等高螺栓。
具体实施方式
12.为使本实用新型的目的、技术方案和优点更加清楚,以下结合附图及具体实施例,对本实用新型作进一步地详细说明。
13.如图1-2所示,本实用新型提供的一种铝型材无芯冲模工装,包括上模板1、凸模2、
冲头3、下模板4、凹模5、导套7、导柱9、落料板10、弹簧11,所述凸模2固定于上模板1,所述冲头3安装在凸模2上,所述冲头3头部为凹弧形状,所述弹簧11一端与凸模2连接,所述弹簧11另一端与落料板10连接,所述落料板10上设置有供冲头3穿过的通孔,所述上模板1四角设置有导柱9,所述凹模5设置在下模板4上,所述凹模5设置有与凸模2上的冲头3相配合的通孔,所述下模板4的四角设置有导套7,所述导套7与导柱9相配合。
14.进一步来说,还包括有端限位6、侧限位8,所述侧限位8安装在凹模5上,所述端限位6安装在下模板4上,所述端限位6位于凹模5的一端且其高度比凹模5高。
15.进一步来说,所述弹簧11内设置有等高螺栓12,所述等高螺栓12的一端与凸模2连接。
16.进一步来说,所述落料板10上开设有凹槽。
17.本实用新型的工作过程如下:将待开孔的铝型材放置于凹模5上,所述端限位6、侧限位8与铝型材抵接用于将铝型材定位,控制上模板1下降,所述导柱9与导套7相配合定位,所述落料板10的凹槽与铝型材抵接,所述上模板1继续下降,弹簧11被压缩,铝型材被落料板10紧紧压住,所述冲头3继续向下运动对铝型材冲孔。
18.孔穿过后,上模板1、凸模2、冲头3向上运动,在冲头3退出铝型材之前,落料板10一直压着铝型材,保证了冲出的孔的质量,接着冲头3从落料板10的通孔中退出,过程中,冲头3上粘有的冲压残渣被落料板10挡下,然后凸模2通过弹簧11带动落料板10向上运动。
19.综上所述,本实用新型的铝型材无芯冲模工装,采用一种凹弧形状的冲头,减小冲孔时冲头对铝型材的冲击力,减少铝型材的变形,冲孔过程中落料板将铝型材稳定压住使冲出的孔的质量得到提高,同时生产效率得到提高,生产成本下降。
20.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1