一种铣面刀盘的制作方法
[0001]
本实用新型涉及一种铣面刀盘。
背景技术:
[0002]
铣面刀盘一般通过电机驱动,对工件的表面进行粗铣或精铣。对于同一个工件,通过粗铣刀粗铣后再通过精铣刀精铣会增加加工时间,导致加工效率较低。
[0003]
在现有技术中,通过将粗铣刀粒和精铣刀粒安装在同一个安装盘上,以实现同时对工件进行粗铣和精铣。
[0004]
这种铣面刀盘存在以下缺点:没有对粗铣刀刃和精铣刀刃的长度进行设置,使得在一个旋转周期中,粗铣刀粒铣过的区域不能被精铣刀粒完全覆盖,导致精铣不彻底,影响工件的精铣质量。
技术实现要素:
[0005]
本实用新型的目的是提供一种铣面刀盘,精铣刀刃的长度大于或等于粗铣刀刃长度的n-1倍,使得在一个旋转周期中,粗铣刀粒铣过的区域能够被精铣刀粒完全覆盖,精铣彻底,工件的精铣质量较高。
[0006]
为达到上述目的,本实用新型采用的技术方案是:
[0007]
一种铣面刀盘,包括安装盘、多个沿圆周方向间隔均匀的绕设于所述安装盘边缘处的铣刀安装机构、一一对应的设于所述铣刀安装机构中的粗铣刀粒或精铣刀粒;
[0008]
所述粗铣刀粒包括用于粗铣工件的粗铣刀刃,所述精铣刀粒包括用于精铣所述工件的精铣刀刃;
[0009]
所述粗铣刀刃沿所述安装盘径向方向的半径大于所述精铣刀刃沿所述安装盘径向方向的半径,所述粗铣刀刃沿所述安装盘轴向方向的伸出长度小于所述精铣刀刃沿所述安装盘轴向方向的伸出长度;
[0010]
所述安装机构有n个,所述粗铣刀粒有n-1个,所述精铣刀粒有1个,所述精铣刀刃的长度大于或等于所述粗铣刀刃长度的n-1倍。
[0011]
优选地,相邻的两个刀粒刀刃之间的直线距离大于所述工件被铣面的最大直径。
[0012]
优选地,所述粗铣刀刃位于所述粗铣刀粒沿所述安装盘径向方向的外侧;所述精铣刀刃位于所述精铣刀粒沿所述安装盘轴向方向的外侧。
[0013]
优选地,所述安装盘边缘处向内凹设有安装槽,所述铣刀安装机构包括设于所述安装槽中的刀夹、用于将所述粗铣刀粒或所述精铣刀粒固定在所述刀夹上的锁紧螺栓、设于所述安装槽中的用于抵紧所述刀夹的压块、用于将所述压块固定在所述安装槽中的固定组件。
[0014]
更优选地,所述压块中开设有具有内螺纹的第一螺纹孔,所述固定组件为一端可旋紧在所述第一螺纹孔中的双头螺栓,所述安装槽中内凹的开设有具有内螺纹的第二螺纹孔,所述双头螺栓的另一端可旋紧在所述第二螺纹孔中。
[0015]
更进一步优选地,所述安装槽和所述第二螺纹孔均沿所述安装盘的径向方向内凹,且相互平行。
[0016]
更进一步优选地,所述安装槽的一侧槽边低于其另一侧槽边,所述刀夹等高的抵设于长槽边上,所述压块则等高的抵设于短槽边上。
[0017]
更进一步优选地,所述锁紧螺栓用于沿垂直所述安装盘的径向方向旋入所述刀夹中,所述压块设于所述锁紧螺栓沿所述安装盘径向方向的内侧。
[0018]
由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型一种铣面刀盘,粗铣刀粒的数量是精铣刀粒数量的n-1倍,精铣刀刃的长度大于或等于粗铣刀刃长度的n-1倍,使得在一个旋转周期中,粗铣刀粒铣过的区域能够被精铣刀粒完全覆盖,精铣彻底,工件的精铣质量较高。
附图说明
[0019]
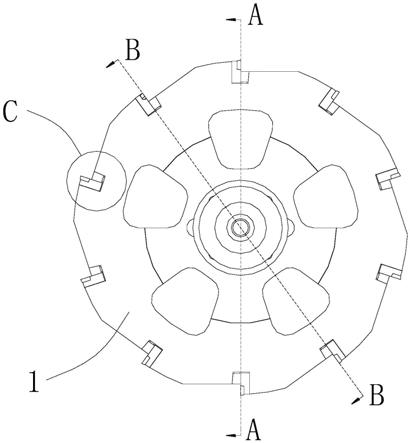
附图1为本实用新型装置的结构示意图;
[0020]
附图2为附图1中沿aa线的剖视图;
[0021]
附图3为附图1中沿bb线的剖视图;
[0022]
附图4位附图1中c的放大示意图;
[0023]
附图5为附图4的爆炸图。
[0024]
其中:1、安装盘;2、粗铣刀粒;21、粗铣刀刃;3、精铣刀粒;31、精铣刀刃;4、安装槽;5、刀夹;6、锁紧螺栓;7、压块;8、第一螺纹孔;9、双头螺栓;10、第二螺纹孔。
具体实施方式
[0025]
下面结合附图来对本实用新型的技术方案作进一步的阐述。
[0026]
参见图1-5所示,上述一种铣面刀盘,包括安装盘1、多个沿圆周方向间隔均匀的绕设于安装盘1边缘处的铣刀安装机构、一一对应的设于铣刀安装机构中的粗铣刀粒2或精铣刀粒3。
[0027]
粗铣刀粒2包括用于粗铣工件的粗铣刀刃21,精铣刀粒3包括用于精铣工件的精铣刀刃31。粗铣刀刃21沿安装盘1径向方向的半径大于精铣刀刃31沿安装盘1径向方向的半径,粗铣刀刃21沿安装盘1轴向方向的伸出长度小于精铣刀刃31沿安装盘1轴向方向的伸出长度。通过这个设置,安装盘1转动时,粗铣刀粒2先抵触工件,通过粗铣刀刃21对工件进行粗铣,接着精铣刀粒3抵触工件,精铣刀刃31对工件上粗铣过的区域进行精铣。在本实施例中,粗铣刀刃21位于粗铣刀粒2沿安装盘1径向方向的外侧;精铣刀刃31位于精铣刀粒3沿安装盘1轴向方向的外侧。
[0028]
在本实施例中,安装机构有十个,粗铣刀粒2有九个,精铣刀粒3有一个,精铣刀刃31的长度为粗铣刀刃21长度的九倍。通过这个设置,在一个旋转周期中,九个粗铣刀粒2铣过的区域能够被一个精铣刀粒3完全覆盖,精铣彻底,工件的精铣质量较高。
[0029]
相邻的两个刀粒刀刃之间的直线距离大于工件被铣面的最大直径。通过这个设置,使得工件上始终只有一个刀粒对其进行加工,有效的避免了两个刀粒同时加工工件引起的共振。在本实施例中,粗铣刀粒2和精铣刀粒3可拆卸的设于安装机构中,当工件尺寸较大时,可以减少刀粒的数量;当工件尺寸较小时,可以再相应的增加刀粒的数量。通过这个
设置,对于不同尺寸的工件,均能通过一把铣面刀盘对其进行铣面加工。无需拆装铣面刀盘,工件加工效率较高。
[0030]
上述安装盘1边缘处向内凹设有安装槽4,铣刀安装机构包括设于安装槽4中的刀夹5、用于将粗铣刀粒2或精铣刀粒3固定在刀夹5上的锁紧螺栓6、设于安装槽4中的用于抵紧刀夹5的压块7、用于将压块7固定在安装槽4中的固定组件。
[0031]
在本实施例中,固定组件为两端均设有外螺纹的双头螺栓9,压块7中开设有具有内螺纹的第一螺纹孔8,安装槽4底部内凹的开设有具有内螺纹的第二螺纹孔10,双头螺栓9的两头可分别旋紧在第一螺纹孔8和第二螺纹孔10中。安装槽4和第二螺纹孔10均沿安装盘1的径向方向内凹,且相互平行。
[0032]
上述安装槽4的一侧槽边低于其另一侧槽边,刀夹5等高的抵设于长槽边上,压块7则等高的抵设于短槽边上。安装盘1沿其圆周方向具有十个台阶,安装槽4一一对应的设于台阶的拐角处。通过这个设置,便于刀夹5和压块7的安装。
[0033]
在本实施例中,锁紧螺栓6用于沿垂直安装盘1的径向方向旋入刀夹5中,压块7设于锁紧螺栓6沿安装盘1径向方向的内侧。
[0034]
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1