一种离合器皮带轮转轮的拉伸模具的制作方法
1.本实用新型涉及汽车空调电磁离合器领域,尤其涉及一种离合器皮带轮转轮的拉伸模具。
背景技术:
2.汽车空调电磁离合器是汽车发动机和汽车空调压缩机之间的一个动力传递装置,汽车空调压缩机是由汽车发动机通过电磁离合器的吸合来驱动的。皮带轮作为汽车空调电磁离合器的动力传送组件,对于汽车空调的正常运作具有很大的影响。
3.皮带轮包括转轮、轮芯和带轮等,目前的转轮多采用10号钢热锻造工艺,将转轮的外径留出待加工的余量,然后用车削加工先粗车再精车的工艺方法,直到转轮成型。这种加工方式存在加工成本高、加工周期长的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种离合器皮带轮转轮的拉伸模具。
5.为实现上述目的,本实用新型采用了如下技术方案:
6.一种离合器皮带轮转轮的拉伸模具,所述拉伸模具包括上模和下模,所述上模和下模之间用以设置坯料,且所述坯料放置在下模上;所述上模包括上模垫板和凹模;所述凹模设置在所述上模垫板的下端面;所述下模包括凸模、推料板和凸模固定板;所述凸模设置在所述凸模固定板上;所述推料板设置在所述凸模固定板上,且所述推料板设置在所述凸模的周围;所述凸模包括第一凸部和第二凸部,所述第一凸部的直径与所述第二凸部的直径不相等。
7.进一步地,所述第一凸部的直径小于所述第二凸部的直径。
8.进一步地,所述凸模的顶部两侧分别设置有倒圆角。
9.进一步地,所述凹模的中空部分呈阶梯状。
10.进一步地,所述凸模和所述凸模固定板通过第一螺钉固定连接。
11.进一步地,所述拉伸模具还包括上模板和下模板;所述上模板设置在所述上模垫板的上面;所述下模板设置在所述凸模固定板的下面。
12.进一步地,所述上模板还设置有第二螺钉,所述第二螺钉依次穿过所述上模板、上模垫板和凹模。
13.与现有技术相比,本实用新型的有益效果为:通过采用一付模具将坯料变薄拉伸,初步成型后,再通过精压工序最终成型,代替了机械加工,节省了生产时间,提高了生产效率,节约了生产成本,为企业带来了经济效益。
附图说明
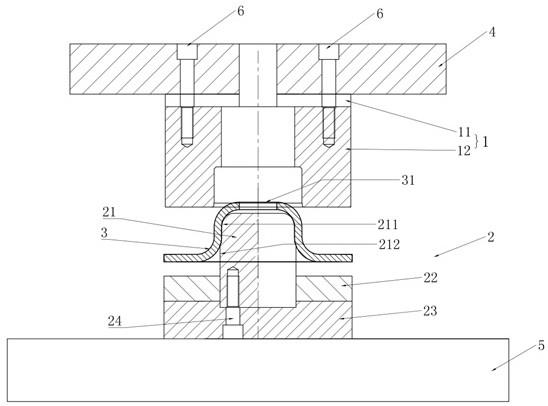
14.图1为本实用新型一实施例的拉伸模具的截面图;
15.图2a为本实用新型一实施例的落料拉伸工序后的工件的结构示意图;
16.图2b为本实用新型一实施例的图2a经过冲孔工序后的坯料的结构示意图;
17.图2c为本实用新型一实施例的图2b经过变薄拉伸工序后的成型件的结构示意图。
具体实施方式
18.为使对本实用新型的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
19.请结合参照图1至图2c,本实用新型提供了一种离合器皮带轮转轮的拉伸模具,拉伸模具包括上模1和下模2,上模1和下模2之间用以设置坯料3,且坯料3放置在下模2上。
20.上模1包括上模垫板11和凹模12;凹模12设置在上模垫板11的下端面。
21.下模2包括凸模21、推料板22和凸模固定板23;凸模21设置在凸模固定板23上;推料板22设置在凸模固定板23上,且推料板22设置在凸模21的周围;凸模21包括第一凸部211和第二凸部212,第一凸部211的直径与第二凸部212的直径不相等。
22.本实用新型实施例中,为了实现一次性将坯料3变薄拉伸到位,将凸模21的外周圈表面分了第一凸部211和第二凸部212,且分别与凹模12相配合对坯料3作用,使得坯料3变薄拉伸到需要的尺寸。实际生产中,可以根据需求来将凸模21划分不同的外周圈表面形状。
23.进一步地,第一凸部211的直径小于第二凸部212的直径。如图2c所示,经过拉伸模具的变薄拉伸工序后,坯料3成为成型件3b,成型件3b的第一凹部3b1对应第一凸部211,成型件3b的第二凹部3b2对应第二凸部212。坯料3的中部有冲孔31。坯料3为落料拉伸后的坯料3。坯料3是由落料拉伸工序后的图2a所示的工件3a,再经过冲孔工序而得到的。
24.进一步地,凸模21的顶部两侧分别设置有倒圆角。
25.进一步地,凹模12的中空部分呈阶梯状。坯料3为待加工件,上模1和下模2闭合后,通过凹模12和凸模21对坯料3共同实施作用力,使得坯料3变薄拉伸成型为图2c所示的成型件3b的结构。
26.进一步地,凸模21和凸模固定板23通过第一螺钉24固定连接。
27.进一步地,拉伸模具还包括上模板4和下模板5;上模板4设置在上模垫板11的上面;下模板5设置在凸模固定板23的下面。
28.进一步地,上模板4还设置有第二螺钉6,第二螺钉6依次穿过上模板4、上模垫板11和凹模12。本实用新型实施例中,第二螺钉6设置了两个,并且以上模1的中轴线对称设置。
29.本实用新型实施例中坯料3采用sphe深拉伸钢板,含碳量极低,皮带轮没有剩磁,提高了产品的质量。
30.本实用新型通过采用一付模具将坯料变薄拉伸,初步成型后,再通过精压工序最终成型,代替了机械加工,然后与带轮焊接后再精车加工,节省了生产时间,提高了生产效率,节约了生产成本,为企业带来了较大的经济效益。
31.本实用新型已由上述相关实施例加以描述,然而上述实施例仅为实施本实用新型的范例。必需指出的是,已揭露的实施例并未限制本实用新型的范围。相反地,在不脱离本实用新型的精神和范围内所作的更动与润饰,均属本实用新型的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1