一种新型自动定长机的制作方法
[0001]
本实用新型涉及定长机技术领域,具体涉及一种新型自动定长机。
背景技术:
[0002]
根据散热管市场需求反馈,传统定长作业主要能源来自于常规人员操作,而产能有限,为了市场工作,需要提高自动化,通过自动化快速提高工作效率,来达到客户工作时间的需求。然而自动定长,能达到此需求。另外,市面上的定长机,结构过于复杂,较难运输。
技术实现要素:
[0003]
本实用新型的目的在于提供一种自动化水平高,结构简单,生产效率高的新型自动定长机。
[0004]
为了克服上述现有技术中的缺陷本实用新型采用如下技术方案:
[0005]
一种新型自动定长机,包括机架、载模、送料管道、定长伺服电机和切刀组件;所述机架包括电控箱底座以及固定在所述电控箱底座上方的龙门架,所述载模安装在所述电控箱底座上,所述载模设置有与所述送料管道相匹配的弧形凹面,所述送料管道穿过所述龙门架并抵靠在所述弧形凹面上;所述切刀组件位于所述载模的正上方;所述定长伺服电机位于所述载模远离所述送料管道的一侧;所述定长伺服电机安装在所述龙门架的一侧,所述定长伺服电机的输出端设置有挡板;所述挡板上设置有容纳槽,所述容纳槽内设置有压力传感器,所述压力传感器与所述送料管道位于同一水平面上。
[0006]
进一步地,所述容纳槽与所述压力传感器过渡配合固定,所述容纳槽的一侧设置有线槽。
[0007]
进一步地,所述切刀组件包括下压气缸和安装在所述下压气缸输出轴上的切刀,所述下压气缸安装在所述龙门架的顶部,所述下压气缸的输出轴上设置有行程调节螺母。
[0008]
进一步地,所述载模上设置有切刀避让槽,所述切刀避让槽与所述弧形凹面垂直设置,所述切刀避让槽位于所述切刀的正下方。
[0009]
进一步地,所述载模和定长伺服电机之间设置有成品收集箱。
[0010]
进一步地,所述龙门架的两侧设置有保护光栅,所述龙门架的上端设置有触摸屏和运行指示灯;所述电控箱底座的前方设置有急停按钮,所述电控箱底座内设置有plc控制主机。
[0011]
本实用新型设计科学合理,结构简单,容易运输,还至少具体以下优点:
[0012]
1.通过plc控制主机作为控制主机,整个机器设备自动化水平高,减少了人工的投入,节省了成本。
[0013]
2.通过定长伺服电机的脉冲数据换算成距离,实现对产品的定长,其结构简单,精度高。
[0014]
3.定长伺服电机的输出端设置有挡板,挡板上设置有容纳槽,容纳槽内设置有压力传感器,待切产品从送料管道传送过来时,当触碰到压力传感器时即刻停止传送,保证了
每次裁切的长度一致,其机械动作少,因此生产效率高。
附图说明
[0015]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图:
[0016]
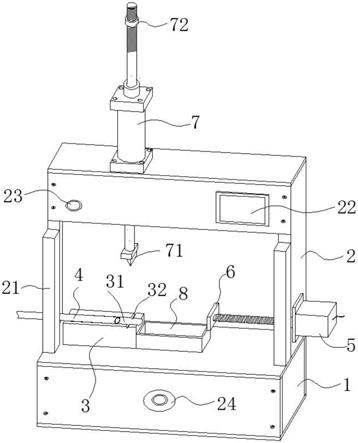
图1是本实用新型一种新型自动定长机的结构示意图;
[0017]
图2是本实用新型中的挡板结构示意图。
具体实施方式
[0018]
下面将结合附图以及具体实施例来详细说明本实用新型,在此以本实用新型的示意性实施例及说明用来解释本实用新型,但并不作为对本实用新型的限定。
[0019]
如图1和图2所示,一种新型自动定长机,包括机架、载模3、送料管道4、定长伺服电机5和切刀组件;机架包括电控箱底座1以及固定在电控箱底座1上方的龙门架2,载模3安装在所述电控箱底座1上,载模3设置有与送料管道4相匹配的弧形凹面31;送料管道4穿过龙门架2并抵靠在所述弧形凹面31上,在本实施例中,送料管道4从设备的左边传入到机器内部,送料管道4用于输送待裁切的散热管,其一端用输送电机(图中未示出)作为动力源对散热管进行输送;切刀组件位于所述载模3的正上方;定长伺服电机5位于所述载模3远离所述送料管道4的一侧;定长伺服电机5安装在所述龙门架2的一侧,定长伺服电机5的输出端设置有挡板6;挡板6上设置有容纳槽61,容纳槽61内设置有压力传感器62,压力传感器62与所述送料管道4位于同一水平面上;通过定长伺服电机5的脉冲数据换算成距离,实现对产品的定长,其结构简单,精度高;待切产品从送料管道传送过来时,当触碰到压力传感器62时即刻停止传送,保证了每次裁切的长度一致,其机械动作少,因此生产效率高
[0020]
在本实施例中,容纳槽61与所述压力传感器62过渡配合固定,所述容纳槽61的一侧设置有线槽63,线槽63用于隐藏压力传感器62的电线,避免损害压力传感器62。
[0021]
在本实施例中,切刀组件包括下压气缸7和安装在下压气缸7输出轴上的切刀71,下压气缸7安装在所述龙门架2的顶部,下压气缸7的输出轴上设置有行程调节螺母72,根据不同散热管的管径来旋转调节螺母72从而控制下压气缸7的行程。
[0022]
优选地,载模3上设置有切刀避让槽32,切刀避让槽32与所述弧形凹面31垂直设置,所述切刀避让槽32位于所述切刀71的正下方;利用切刀避让槽32和切刀71的配合,能有效地将散热管切断;载模3和定长伺服电机5之间设置有成品收集箱8,切断后的散热管由于重力落入到成品收集箱8内。
[0023]
龙门架2的两侧设置有保护光栅21,龙门架2的上端设置有触摸屏22和运行指示灯23;电控箱底座1的前方设置有急停按钮24,电控箱底座1内设置有plc控制主机。
[0024]
本实用新型的工作原理为:散热管从送料管道4输送过来,当顶触到压力传感器62时,即可停止输送,同时切刀组件对散热管进行裁切;另外通过调节定长伺服电机5即可调整挡板6到切刀避让槽32的距离,实现对裁切产品的长度调节。
[0025]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本
实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1